一种桥壳附件液压组焊设备的制作方法
本发明涉及一种焊接装置,特别是一种桥壳附件液压组焊设备。
背景技术:
1、桥壳附件组焊有着不同的组焊方式,有螺栓压紧手工组焊,气缸压紧组焊,即不同组焊的压力值不尽相同,因此有不同的附件组焊设备,而螺栓压紧与气缸压紧压力相对很低,低压力组焊附件会造成不同焊接失效,附件焊缝开裂等桥壳失效。
技术实现思路
1、本发明要解决的技术问题是:提供一种桥壳附件液压组焊设备。
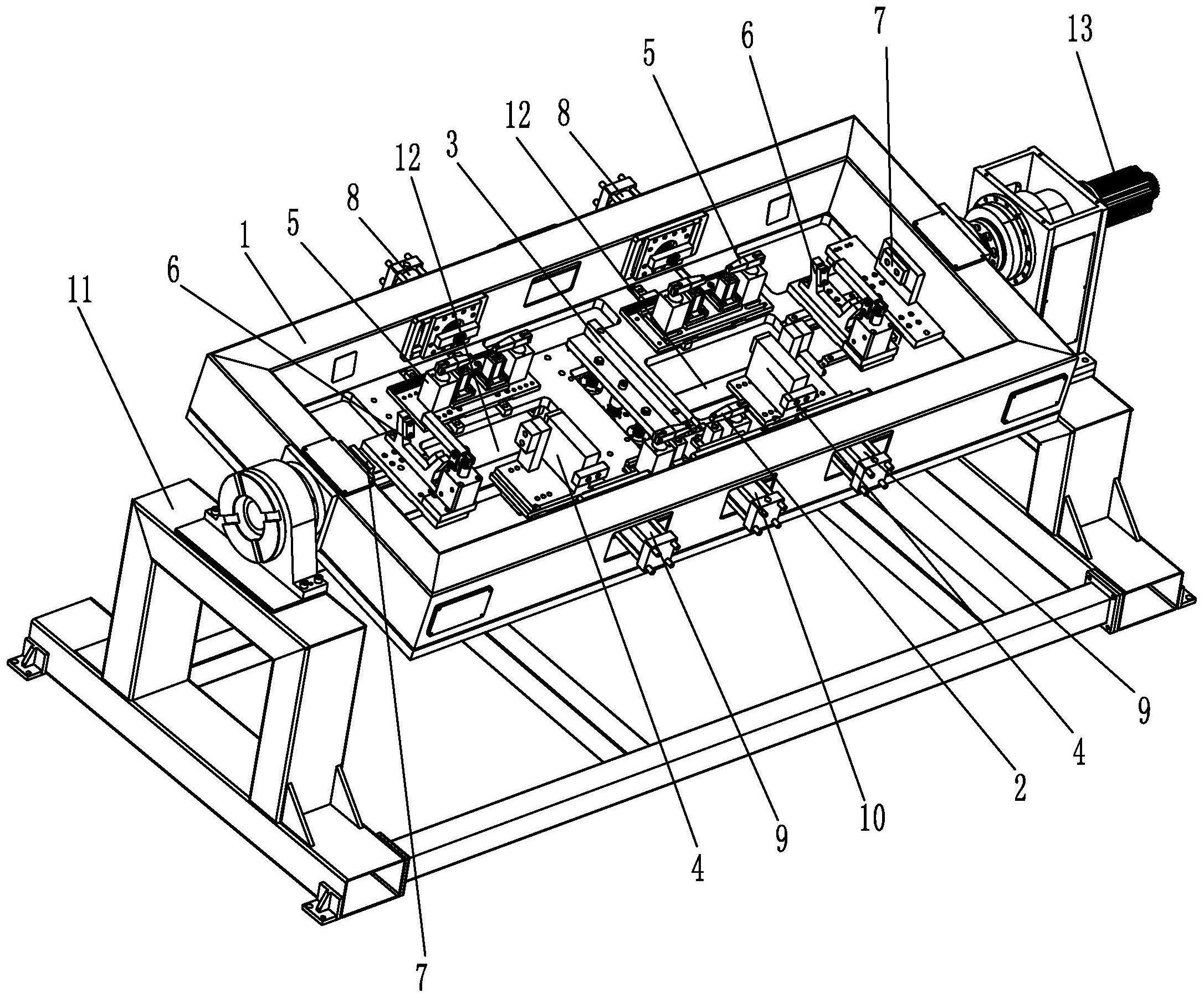
2、解决上述技术问题的技术方案是:一种桥壳附件液压组焊设备,包括旋转底座、上推力模块、抚平模块、靠板模块、下支架模块、v座模块和夹持油缸,旋转底座的底板上开设有窗口,上推力模块、抚平模块、靠板模块、下支架模块和v座模块分别设置于旋转底座上并与对应的夹持油缸连接,旋转底座设置于翻转机构上,旋转底座与电机连接,通过上推力模块、抚平模块、靠板模块、下支架模块和v座模块将桥壳夹持固定于旋转底座上,通过电机将旋转底座旋转,焊接装置通过旋转底座上的窗口对桥壳进行焊接。
3、本发明的进一步技术方案是:v座模块包括v型座、压紧杆、压紧杆油缸、v座滑板和导轨ⅰ,导轨ⅰ设置于旋转底座上,压紧杆设置于压紧杆油缸上并与压紧杆油缸连接,v型座和压紧杆油缸设置于v座滑板上,v座滑板设置与导轨ⅰ上。
4、下支架模块包括下支架、下支架压紧臂、下支架压板、下支架滑板、定位座、旋转油缸和导轨ⅱ,导轨ⅱ设置于旋转底座上,下支架滑板设置于导轨ⅱ上,定位座和旋转油缸分别设置于下支架滑板上,下支架压板设置于定位座上,下支架压板位于两旋转油缸之间,下支架压紧臂分别设置于两旋转油缸上。
5、下支架模块还包括下支架滑板安装板,下支架滑板设置于下支架滑板安装板上,下支架滑板安装板设置于导轨ⅱ上,下支架滑板安装板上设有钢尺,下支架滑板一侧中点处设有指针。
6、靠板模块包括靠板块、靠板垫块ⅰ、靠板垫块ⅱ、靠板垫块ⅲ和过渡板,靠板垫块ⅰ设置于靠板块上,靠板垫块ⅱ设置于靠板垫块ⅰ上,靠板垫块ⅲ设置于靠板块上,靠板块设置于过渡板上,过渡板设置于旋转底座上。
7、靠板模块还包括拉伸弹簧,过渡板上设有靠板弹簧连接块,拉伸弹簧一端与靠板弹簧连接块连接,拉伸弹簧一端与旋转底座1连接。
8、上推力模块包括上推力块、圆形定位销、上推力压紧臂、上推力滑板、上推力定位座、上推力旋转油缸和导轨ⅳ,上推力定位座和上推力旋转油缸分别设置于上推力滑板上,圆形定位销设置于上推力定位座上,两圆形定位销分别位于两上推力旋转油缸之间,上推力压紧臂设置于上推力旋转油缸上,上推力滑板设置于导轨ⅳ上,导轨ⅳ设置于旋转底座上。
9、抚平模块包括抚平板、抚平过渡板和抚平油缸,抚平油缸设置于抚平过渡板下端,抚平板与抚平油缸连接、并位于抚平过渡板上方。
10、还包括分中模块,分中模块包括导轨滑块ⅴ、拉杆、分中立板和分中气缸,分中立板上设有挡块,分中立板通过导轨滑块ⅴ设置于导轨ⅴ上,导轨ⅴ设置于旋转底座上,拉杆一端与分中立板连接,拉杆另一端与分中气缸连接。
11、下支架滑板通过螺栓设置于下支架滑板安装板上,下支架滑板上分别设有螺栓定位u槽,下支架滑板安装板上设有螺栓孔,通过拧紧螺栓可将下支架滑板固定于下支架滑板安装板上,螺栓位于螺栓定位u槽中。
12、由于采用上述技术方案,本发明之一种桥壳附件液压组焊设备,具有以下有益效果:
13、本发明能适用于不同吨位和不同压力的车桥附件组焊,能够快速调整适应不同的附件角度尺寸,油缸压力可调性,减少人工的调整和调整次数。与传统的人工组焊气动组焊相比,这种方法更加可靠,附件贴合更换好,适合大批量生产,能提高生产效率。组焊附件压力值可达0-10000kg.n,一件组焊由原时间为6分种提升至3分种。本发明能快速准确定位、液压压力足够并且适合批量组焊附件。提高生产效率;减少工人劳动强度,改善桥壳品质。
14、下面,结合说明书附图和具体实施例对本发明之一种桥壳附件液压组焊设备的技术特征作进一步的说明。
技术特征:
1.一种桥壳附件液压组焊设备,其特征在于:包括旋转底座(1)、上推力模块(2)、抚平模块(3)、靠板模块(4)、下支架模块(5)、v座模块(6)和夹持油缸,旋转底座的底板上开设有窗口,上推力模块、抚平模块、靠板模块、下支架模块和v座模块分别设置于旋转底座上并与对应的夹持油缸连接,旋转底座设置于翻转机构上,旋转底座与电机连接,通过上推力模块、抚平模块、靠板模块、下支架模块和v座模块将桥壳夹持固定于旋转底座上,通过电机将旋转底座旋转,焊接装置通过旋转底座上的窗口对桥壳进行焊接。
2.根据权利要求1所述的一种桥壳附件液压组焊设备,其特征在于:v座模块(6)包括v型座(602)、压紧杆(609)、压紧杆油缸(606)、v座滑板(604)和导轨ⅰ(608),导轨ⅰ设置于旋转底座上,压紧杆设置于压紧杆油缸上并与压紧杆油缸连接,v型座和压紧杆油缸设置于v座滑板(604)上,v座滑板(604)设置与导轨ⅰ上。
3.根据权利要求1所述的一种桥壳附件液压组焊设备,其特征在于:下支架模块(5)包括下支架(505)、下支架压紧臂(501)、下支架压板(502)、下支架滑板(506)、定位座(511)、旋转油缸和导轨ⅱ(509),导轨ⅱ(509)设置于旋转底座上,下支架滑板(506)设置于导轨ⅱ(509)上,定位座(511)和旋转油缸分别设置于下支架滑板(506)上,下支架压板(502)设置于定位座(511)上,下支架压板(502)位于两旋转油缸之间,下支架压紧臂(501)分别设置于两旋转油缸上。
4.根据权利要求3所述的一种桥壳附件液压组焊设备,其特征在于:下支架模块(5)还包括下支架滑板安装板(507),下支架滑板(506)设置于下支架滑板安装板(507)上,下支架滑板安装板(507)设置于导轨ⅱ上,下支架滑板安装板(507)上设有钢尺(514),下支架滑板(506)一侧中点处设有指针(515)。
5.根据权利要求1所述的一种桥壳附件液压组焊设备,其特征在于:靠板模块(4)包括靠板块(402)、靠板垫块ⅰ(401)、靠板垫块ⅱ(403)、靠板垫块ⅲ(404)和过渡板(405),靠板垫块ⅰ(401)设置于靠板块(402)上,靠板垫块ⅱ(403)设置于靠板垫块ⅰ(401)上,靠板垫块ⅲ(404)设置于靠板块(402)上,靠板块(402)设置于过渡板(405)上,过渡板(405)设置于旋转底座(1)上。
6.根据权利要求5所述的一种桥壳附件液压组焊设备,其特征在于:靠板模块(4)还包括拉伸弹簧(408),过渡板(405)上设有靠板弹簧连接块(406),拉伸弹簧一端与靠板弹簧连接块连接,拉伸弹簧一端与旋转底座(1)连接。
7.根据权利要求1所述的一种桥壳附件液压组焊设备,其特征在于:上推力模块(2)包括上推力块、圆形定位销(202)、上推力压紧臂(201)、上推力滑板(205)、上推力定位座(211)、上推力旋转油缸和导轨ⅳ(208),上推力定位座(211)和上推力旋转油缸分别设置于上推力滑板(205)上,圆形定位销(202)设置于上推力定位座(211)上,两圆形定位销(202)分别位于两上推力旋转油缸之间,上推力压紧臂(201)设置于上推力旋转油缸上,上推力滑板(205)设置于导轨ⅳ(208)上,导轨ⅳ(208)设置于旋转底座(1)上。
8.根据权利要求1所述的一种桥壳附件液压组焊设备,其特征在于:抚平模块(3)包括抚平板(301)、抚平过渡板(307)和抚平油缸(305),抚平油缸(305)设置于抚平过渡板(307)下端,抚平板(301)与抚平油缸(305)连接、并位于抚平过渡板(307)上方。
9.根据权利要求1所述的一种桥壳附件液压组焊设备,其特征在于:还包括分中模块(7),分中模块包括导轨滑块ⅴ(701)、拉杆(704)、分中立板和分中气缸,分中立板上设有挡块,分中立板通过导轨滑块ⅴ设置于导轨ⅴ上,导轨ⅴ设置于旋转底座上,拉杆一端与分中立板连接,拉杆另一端与分中气缸连接。
10.根据权利要求1所述的一种桥壳附件液压组焊设备,其特征在于:下支架滑板(506)通过螺栓设置于下支架滑板安装板(507)上,下支架滑板(506)上分别设有螺栓定位u槽,下支架滑板安装板(507)上设有螺栓孔,通过拧紧螺栓可将下支架滑板(506)固定于下支架滑板安装板(507)上,螺栓位于螺栓定位u槽中。
技术总结
本发明涉及一种桥壳附件液压组焊设备,包括旋转底座、上推力模块、抚平模块、靠板模块、下支架模块、V座模块和夹持油缸,旋转底座的底板上开设有窗口,上推力模块、抚平模块、靠板模块、下支架模块和V座模块分别设置于旋转底座上并与对应的夹持油缸连接,旋转底座设置于翻转机构上,旋转底座与电机连接,通过上推力模块、抚平模块、靠板模块、下支架模块和V座模块将桥壳夹持固定于旋转底座上,通过电机将旋转底座旋转,焊接装置通过旋转底座上的窗口对桥壳进行焊接。本发明能适用于不同吨位和不同压力的车桥附件组焊,能够快速调整适应不同的附件角度尺寸,油缸压力可调性,减少人工的调整和调整次数。
技术研发人员:谭健模,胡万良,于长江,施文爱,黄育荣,游胜辉,梁雄宇,韦光,蓝江盛,朱家利,钟贞日,唐运庆
受保护的技术使用者:方盛车桥(柳州)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!