一种弯管机的折弯补偿系统的制作方法
本发明涉及弯管机领域,更具体的说是涉及一种弯管机的折弯补偿系统。
背景技术:
1、弯管机的作用是对管材按照需求进行折弯,管材的种类包括管材和板材等,弯管机的原理是控制器通过向机械设备的电机发送执行代码,驱动伺服电机执行,当伺服电机执行到位时,发送信号给上位机以完成折弯步骤。
2、但是折弯过程中由于管材会因为管子内应力,折弯结束后松开外力后会发生反弹,使得设备指令完成后,管材的弯度达不到指定要求,因此难以满足产品的标准,而现有的折弯设备为较通用的固定式折弯设备,该种折弯设备的电机输出均为固定,而检测弯管折弯是否达标,是需要把弯管后的产品,放置加工的标准检具内,以判断弯管是否合格,若未能放入固定检具内,则需要通过人工进行再次折弯以调整弯管角度,该类操作需要操作者技能要求高,且人工成本增大、效率低,无法满足自动化生产的需求。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种弯管机的折弯补偿系统,该种折弯补偿系统能够根据折弯情况自动调整折弯补偿参数,以保证后续折弯的合格率,且提高折弯效率。
2、为实现上述目的,本发明提供了如下技术方案:
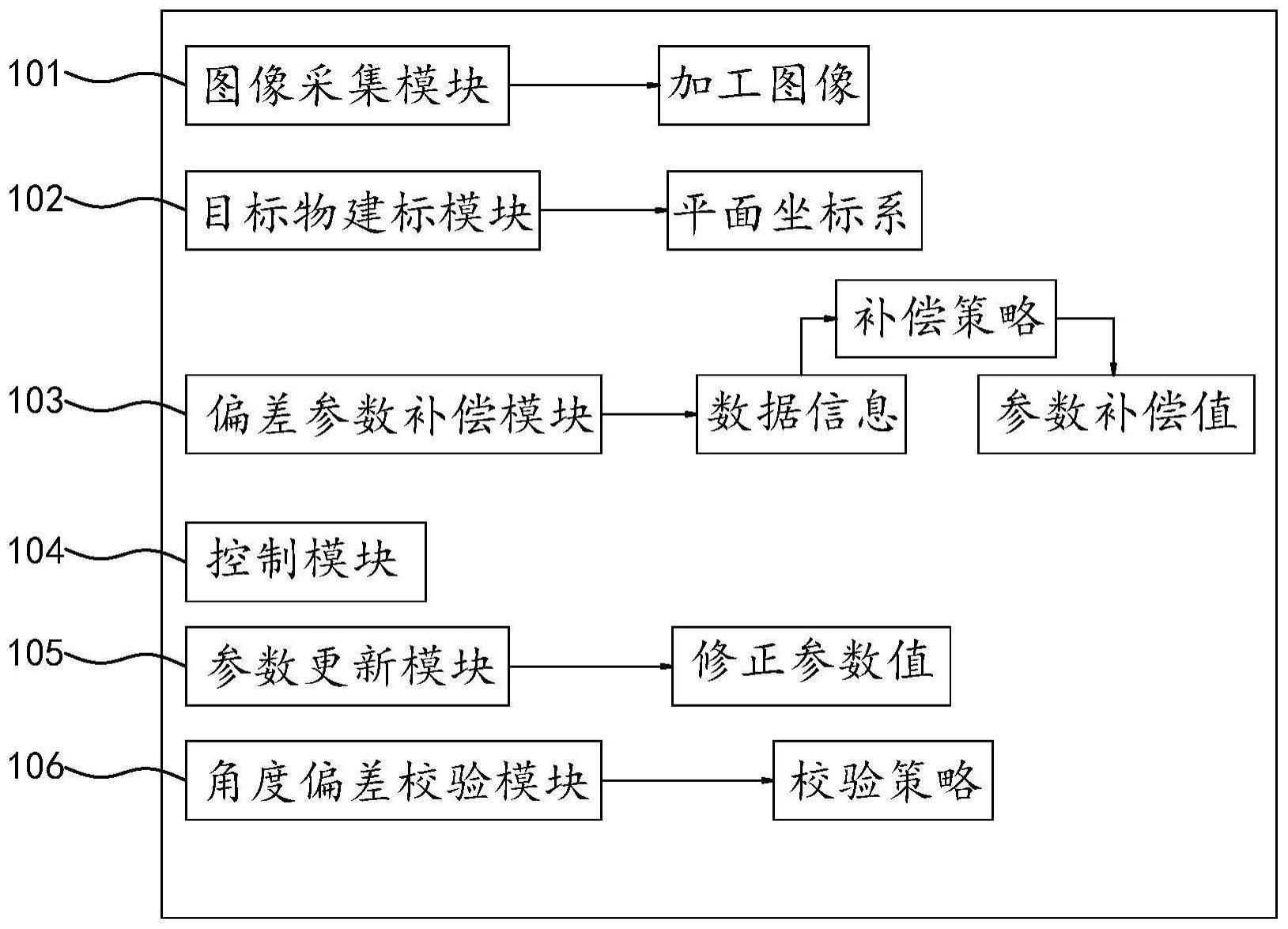
3、一种弯管机的折弯补偿系统,包括图像采集模块、目标物建标模块、偏差参数补偿模块以及控制模块,所述图像采集模块用于获取相机拍摄折弯处的加工图像,所述目标物建标模块用于在加工图像中提取管材区域,且根据管材的任意一条直边为基础轴建立平面坐标系,所述偏差参数补偿模块用于获取平面坐标系中管材折弯边的数据信息,且将数据信息通过补偿策略得到参数补偿值,所述控制模块根据参数补偿值重新进行折弯工艺。
4、进一步的,所述数据信息包括管材折弯边的若干个点位坐标。
5、进一步的,所述补偿策略包括基础参数获取步骤、误差值计算步骤以及补偿值计算步骤;
6、所述基础参数获取步骤,用于获取管材的基础参数信息,所述基础参数信息包括应变刚模数、弹性模量、相对弯曲半径以及标准弯曲角;
7、所述误差值计算步骤,获取折弯完成后管材的数据信息,通过所述数据信息中的点位坐标计算得到实际弯曲角,根据所述实际弯曲角与标准弯曲角计算得到误差角度值;
8、所述补偿值计算步骤,将所述误差角度值与基础参数信息通过补偿算式计算得到参数补偿值。
9、进一步的,所述补偿算式配置为:
10、
11、
12、其中,δa为理论回弹角,δr为参数补偿值,b为应变刚模数,e为弹性模量,r/d为相对弯曲半径,a为标准弯曲角,θ为误差角度值。
13、进一步的,还包括参数更新模块,所述参数更新模块获取原参数值和参数补偿值,根据原参数值与参数补偿值叠加更新得到修正参数值,以所述修正参数值作为后续管材折弯加工参数。
14、进一步的,还包括角度偏差校验模块,所述角度偏差校验模块内设有一加工数据库,所述加工数据库内包括有若干组不同的理论信息,所述理论信息反映管材的基础参数信息和理论折弯时间,所述基础参数信息与理论折弯时间一一对应,所述角度偏差校验模块根据加工图像通过校验策略判断是否修正,若修正,则通过修正策略进行修正。
15、进一步的,所述校验策略包括监测线划分步骤、折弯边标线步骤以及重合判断步骤;
16、所述监测线划分步骤,在所述加工图像中以折弯原点为圆心折弯边为半径作为折弯路径区域,在折弯路径区域内任意选取一条折弯边的位置作为监测线;
17、所述折弯边标线步骤,以折弯边位于监测线时在加工数据库中索引对应的理论折弯时间,获取折弯边以理论折弯时间下的位置进行标线作为实际线;
18、所述重合判断步骤,根据所述实际线与监测线判断两者是否重合,若重合,则忽略且继续折弯,若未重合,则通过修正策略进行修正。
19、进一步的,所述修正策略包括落位判断步骤和修正步骤;
20、所述落位判断步骤,以所述监测线划分折弯路径区域得到慢区域和快区域;
21、所述修正步骤,若所述实际线位于慢区域,则修正为叠加,若所述实际线位于快区域,则修正为削落。
22、进一步的,所述修正策略中还包括修正限速步骤,所述修正限速步骤根据叠加后的折弯速度与阈值速度比较,若前者大于,则进行削弱,若前者等于或小于,则正常修正。
23、进一步的,所述校验策略还包括多组筛选步骤,所述多组筛选步骤选取多组监测线,根据每组所述监测线依次比较对应的实际线是否重合,根据重合次数判断是否更新折弯参数。
24、本发明的有益效果:1、通过图像分析出实际管材角度与反变形后的角度偏差,根据角度偏差与管材的参数由设定的补偿策略计算得到弯管机的补偿值,以完成管材的特定折弯角度,且设定的参数更新模块能够以前一次的补偿值与前一次的参数值进行叠加,得到后续管材折弯加工参数,提高了折弯合格率以及提高了折弯效率。
25、2、通过图像划分监测线,判断折弯位于监测线位置处的理论耗时,以控制折弯在实际耗时下的标线位置,根据标线位置判断实际折弯是慢还是快,若慢,则需要进行加快,但需要判断折弯速度是否大于阈值,以避免折弯过快导致管材破损,若快,则需要进行减慢,以确保管材折弯的合格率,进一步提高折弯的效率。
技术特征:
1.一种弯管机的折弯补偿系统,其特征在于:包括图像采集模块(101)、目标物建标模块(102)、偏差参数补偿模块(103)以及控制模块(104),所述图像采集模块(101)用于获取相机拍摄折弯处的加工图像,所述目标物建标模块(102)用于在加工图像中提取管材区域,且根据管材的任意一条直边为基础轴建立平面坐标系,所述偏差参数补偿模块(103)用于获取平面坐标系中管材折弯边的数据信息,且将数据信息通过补偿策略得到参数补偿值,所述控制模块(104)根据参数补偿值重新进行折弯工艺。
2.根据权利要求1所述一种弯管机的折弯补偿系统,其特征在于:所述数据信息包括管材折弯边的若干个点位坐标。
3.根据权利要求2所述一种弯管机的折弯补偿系统,其特征在于:所述补偿策略包括基础参数获取步骤、误差值计算步骤以及补偿值计算步骤;
4.根据权利要求3所述一种弯管机的折弯补偿系统,其特征在于:所述补偿算式配置为:
5.根据权利要求4所述一种弯管机的折弯补偿系统,其特征在于:还包括参数更新模块(105),所述参数更新模块(105)获取原参数值和参数补偿值,根据原参数值与参数补偿值叠加更新得到修正参数值,以所述修正参数值作为后续管材折弯加工参数。
6.根据权利要求1或4所述一种弯管机的折弯补偿系统,其特征在于:还包括角度偏差校验模块(106),所述角度偏差校验模块(106)内设有一加工数据库,所述加工数据库内包括有若干组不同的理论信息,所述理论信息反映管材的基础参数信息和理论折弯时间,所述基础参数信息与理论折弯时间一一对应,所述角度偏差校验模块(106)根据加工图像通过校验策略判断是否修正,若修正,则通过修正策略进行修正。
7.根据权利要求6所述一种弯管机的折弯补偿系统,其特征在于:所述校验策略包括监测线划分步骤、折弯边标线步骤以及重合判断步骤;
8.根据权利要求7所述一种弯管机的折弯补偿系统,其特征在于:所述修正策略包括落位判断步骤和修正步骤;
9.根据权利要求8所述一种弯管机的折弯补偿系统,其特征在于:所述修正策略中还包括修正限速步骤,所述修正限速步骤根据叠加后的折弯速度与阈值速度比较,若前者大于,则进行削弱,若前者等于或小于,则正常修正。
10.根据权利要求7所述一种弯管机的折弯补偿系统,其特征在于:所述校验策略还包括多组筛选步骤,所述多组筛选步骤选取多组监测线,根据每组所述监测线依次比较对应的实际线是否重合,根据重合次数判断是否更新折弯参数。
技术总结
本发明提供一种弯管机的折弯补偿系统,包括图像采集模块、目标物建标模块、偏差参数补偿模块以及控制模块,图像采集模块用于获取相机拍摄折弯处的加工图像,目标物建标模块用于在加工图像中提取管材区域,且根据管材的任意一条直边为基础轴建立平面坐标系,偏差参数补偿模块用于获取平面坐标系中管材折弯边的数据信息,且将数据信息通过补偿策略得到参数补偿值,控制模块根据参数补偿值重新进行折弯工艺,本发明优点是能够根据折弯情况自动调整折弯补偿参数,以保证后续折弯的合格率,且提高折弯效率。
技术研发人员:王元宾,金腾,蔡前龙,朱锡华
受保护的技术使用者:浙江长兴和良智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!