一种电磁制动器用的自动装配设备的制作方法
本发明涉及制动器生产,具体而言,涉及一种电磁制动器用的自动装配设备。
背景技术:
1、电磁制动器是一种将主动侧扭力传达给被动侧的连接器,可以据需要自由的结合,切离或制动,使机械中的运动件停止或减速的机械零件,如应用在机械人关节处或机械臂控制等领域。电磁制动器零件组成通常包括定子、线圈、弹簧、定位套、动板和法兰等。现有技术对于电磁制动器的生产和组装通常通过人工配合辅助设备进行组装,此种组装生产的不合格率较高,且生产效率较低,批量生产的劳动强度较大。
技术实现思路
1、本发明的目的在于提供一种电磁制动器用的自动装配设备实现自动组装生产,提高产品合格率和生产效率。
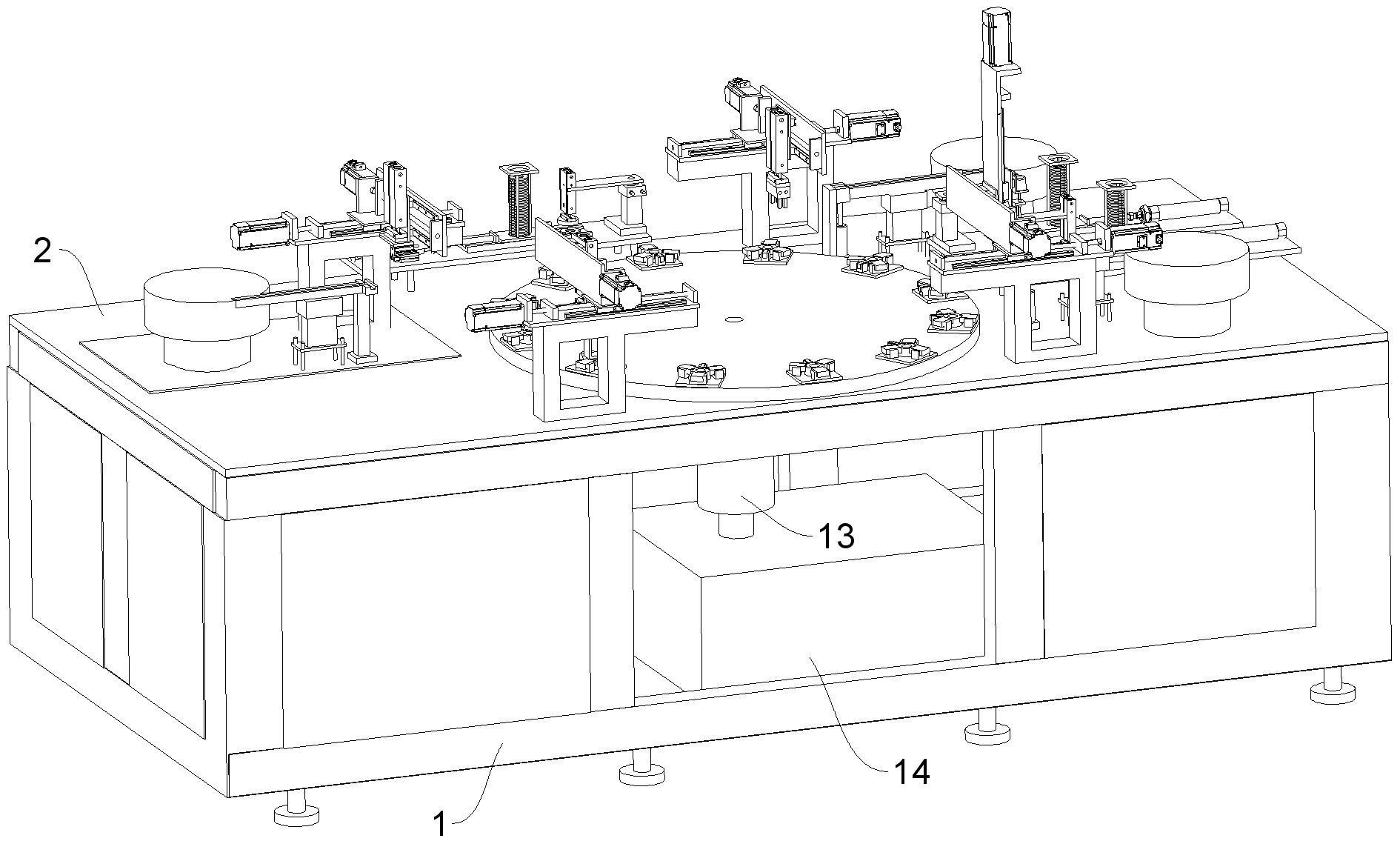
2、本发明的实施例通过以下技术方案实现:一种电磁制动器用的自动装配设备,包括机架,所述机架的表面设有工作台,所述工作台的中部设有转盘,所述转盘的边缘侧均匀分布安装有多个用于放置工件的定位工装;所述转盘紧靠所述机架边缘侧设有上下料工位,绕所述转盘依次设有点胶机构、弹簧安装机构、动板安装机构、定位套安装机构、转子安装机构、法兰安装机构和螺钉锁紧机构,且所述点胶机构和所述螺钉锁紧机构分别设于所述上下料工位两侧,通过所述转盘的转动以驱动多个所述定位工装进行工位切换;所述动板安装机构包括第一安装板,所述第一安装板表面设有第一送料板,所述第一送料板表面开设有深度与动板厚度相同的第一送料槽,所述第一送料槽的中部架设有第一支撑板,所述第一支撑板中部开设有用于动板穿过的第一过料孔,所述第一过料孔上方设有用以动板竖向堆叠的第一码料架,所述第一送料槽内滑动连接有第一推料板,所述第一推料板的一侧端面连接有第一推料缸,所述第一送料板的前端设有第一转动抓料组件,第一推料缸带动所述第一推料板从所述第一支撑板中穿过顶出一个动板。
3、进一步的,所述点胶机构包括第一支架和第一移动组件,所述第一移动组件包括第一基板、第一滑轨、第一丝杆和第一滑板,所述第一滑板与所述第一滑轨滑动连接,所述第一丝杆连接有第一伺服电机驱动,所述第一丝杆穿过所述第一滑板底部与之配合连接;所述第一移动组件设有两组,其一所述第一移动组件设于所述第一支架上,另一所述第一移动组件的第一基板的侧面垂直安装于其一所述第一移动组件的第一滑板的上表面,且两所述第一移动组件垂直交叠连接,另一所述第一移动组件的第一滑板上安装有第一升降气缸,所述第一升降气缸与两所述第一移动组件形成三轴移动,且所述第一升降气缸的伸缩端固定安装有点胶头。
4、进一步的,所述弹簧安装机构包括第二支架、第二移动组件和弹簧送料振动盘,所述第二移动组件包括第二基板、第二滑轨、第二丝杆和第二滑板,所述第二滑板与所述第二滑轨滑动配合,所述第二丝杆穿过所述第二滑板的底部与之配合连接,所述第二丝杆的一端连接有第二伺服电机;所述第二移动组件设有两组,其一所述第二移动组件设于所述第二支架上,另一所述第二移动组件的第二基板的侧面呈垂直安装于其一所述第二移动组件的第二滑板的上表面,且两所述第二移动组件垂直交叠连接,另一所述第二移动组件的第二滑板上安装有第二升降气缸,所述第二升降气缸与两所述第二移动组件形成三轴移动,且所述第二升降气缸下端安装有第二旋转气缸,所述第二旋转气缸上安装有第二夹持气缸;所述弹簧送料振动盘设于所述第二支架旁侧,且所述弹簧送料振动盘的出料口朝向所述第二夹持气缸。
5、进一步的,所述定位套安装机构包括第三支架、第三移动组件和定位套送料振动盘,所述第三移动组件包括第三基板、第三滑轨、第三丝杆和第三滑板,所述第三滑板与所述第三滑轨滑动配合,所述第三丝杆穿过所述第三滑板的底部与之配合连接;所述第三移动组件设有两组,其一所述第三移动组件设于所述第三支架上,另一所述第三移动组件的第三基板的侧面垂直安装于所述第三滑板的上表面,且两所述第三移动组件垂直交叠连接,另一所述第三移动的第三滑板上安装有第三升降气缸,所述第三升降气缸与两所述第三移动组件形成三轴移动,且所述第三升降气缸的下端安装有第三夹持气缸,所述定位套送料振动盘的出料口朝向所述第三夹持气缸。
6、进一步的,所述螺钉锁紧机构包括第四支架、第四移动组件和螺钉送料振动盘,所述第四移动组件包括第四基板、第四滑轨、第四丝杆和第四滑板,所述第四滑板与所述第四滑轨滑动配合,所述第四丝杆穿过所述第四滑板的底部与之配合连接;所述第四移动组件设有三组,其一所述第四移动组件安装于所述第四支架上,其二所述第四移动组件的第四基板垂直安装于其一所述第四滑板的上表面,其三所述第四移动组件的第四基板平行安装于其二所述第四滑板的表面,使得三个所述第四移动组件依次垂直交叠连接形成三轴移动;且其三所述第四移动组件的第四滑板上安装有竖向朝下的第五滑轨和第四升降气缸,所述滑轨上滑动连接有承托板和电机安装座,所述电机安装座上安装有驱动电机,所述驱动电机的一端连接螺钉拧紧头,所述螺钉拧紧头穿过所述承托板,所述第四升降气缸的伸缩端与所述电机安装座相连,通过所述第四升降气缸推动所述电机安装座以带动所述螺钉拧紧头上下移动;所述螺钉送料振动盘设于所述第四支架旁侧,且所述螺钉送料振动盘的出料口下侧设有第四顶料气缸。
7、进一步的,所述转子安装机构包括第二安装板和第二送料板,所述第二送料板设于所述第二安装板的中部,所述第二送料板表面开设有深度与动板厚度相同的第二送料槽,所述第二送料槽的中部架设有第二支撑板,所述第二支撑板中部开设有用于动板穿过的第二过料孔,所述第二过料孔上方设有用以动板竖向堆叠的第二码料架,所述第二送料槽内滑动连接有第二推料板,所述第二推料板的一侧端面连接有第二推料缸,所述第二送料板的前端设有第二转动抓料组件,第二推料缸带动所述第二推料板从所述第二支撑板下方穿过并顶出一个转子;所述第二转动抓料组件设于所述第二安装板靠近所述转盘一端,所述第二转动抓料组件包括第三旋转气缸、连接板和抓料气缸,所述第三旋转气缸安装于所述第二安装板上,且所述第三旋转气缸的转动部与所述连接板相连,所述抓料气缸设于所述连接板的前端,所述抓料气缸的伸缩端设有吸附头。
8、进一步的,所述定位工装包括底板、第一顶紧板和第一插槽块,所述底板固定于所述转盘表面,所述第一顶紧板卡入所述第一插槽块中并与之滑动连接,所述第一插槽块设有多个呈环形间隔分布;推动多个所述第一顶紧板向内移动顶紧工件外表面,所述第一顶紧板的前端与工件的外表面形状适配。
9、进一步的,所述定位工装还包括第二顶紧板和第二插槽块,所述第二插槽块安装于所述底板上,所述第二顶紧板与所述第二插槽块滑动连接,所述第二插槽块位于两所述第一插槽块的缝隙之间,且所述第二顶紧板的滑动朝向与其一所述第一顶紧板的滑动朝向位于同一直线上。
10、进一步的,所述转盘中部连接有转轴,所述转轴伸入所述机架内,且所述转轴的尾端接有工位分割控制器。
11、本发明实施例的技术方案至少具有如下优点和有益效果:与现有技术相比,本发明通过将定子从上下料工位处放入定位工装中装夹固定,转盘带动多个定位工装每转动到一个工位处停止,逐步实现制动器内孔点胶、复位弹簧装入、动板安装、定位套安装、转子安装和法兰安装,最后通过螺钉锁紧机构夹取螺钉拧入孔中连接固定,工件重新转回上下料工位处,将工件取下更换下一个待组装制动器,实现自动化装配,大大提高了合格率和生产效率。
- 还没有人留言评论。精彩留言会获得点赞!