一种他激式金属纤维振动切削机构及切削方法与流程
本发明涉及金属纤维加工,具体说是一种他激式金属纤维振动切削机构及切削方法。
背景技术:
1、金属纤维烧结毡,作为一种多孔的金属材料,一直在工业除尘领域中广泛用作过滤元件,同时亦可作为多孔电极,在新能源领域锂电池及氢能源方面应用;
2、金属纤维烧结毡由于导电性好,孔隙率高渗透性好,表面积巨大,在锂电池和氢能源水电解制氢方面,作为电极的极板使用,与质子交换膜等隔膜材料紧密接触;因质子交换膜等隔膜材料,表面都涂覆有铂、铱等稀有贵金属作为催化剂,造价昂贵;为了降低成本,需要极大的提高极板与隔膜材料的接触面积;
3、基于以上两点,促使了要用更细的金属纤维来制造金属纤维烧结毡;
4、目前制作金属纤维烧结毡的原材料-金属短切纤维,其生产方式有两种:
5、一、使用拉拔法加工,将线径较大的金属丝抽拉成线径较小的金属丝,然后用切断机切成所需长度;拉拔法加工所需工序较多,线材要进行退火等热处理后,经过多个眼膜拉拔,才能将金属丝拉伸至线径15微米以下,制造成本较高;同时因固有工艺过程,拉拔纤维合铜可能影响后续应用性能;
6、二、使用车床车削加工,利用车刀自激振动的方式进行断续切削,直接切削出所需长度和直径的金属丝;车削加工通过车刀自激振动的方式,由于需要合适的加工参数(切削线速度和进刀量)才能引发车刀的自激振动,且自激振动的频率不高(2khz以下),振动频率不稳定,振幅不可控,对切削线径15微米以下的金属丝非常困难,生产效率也非常低。
7、综上所述,为解决本文提出的技术问题,本发明提出了一种他激式金属纤维振动切削机构及切削方法。
技术实现思路
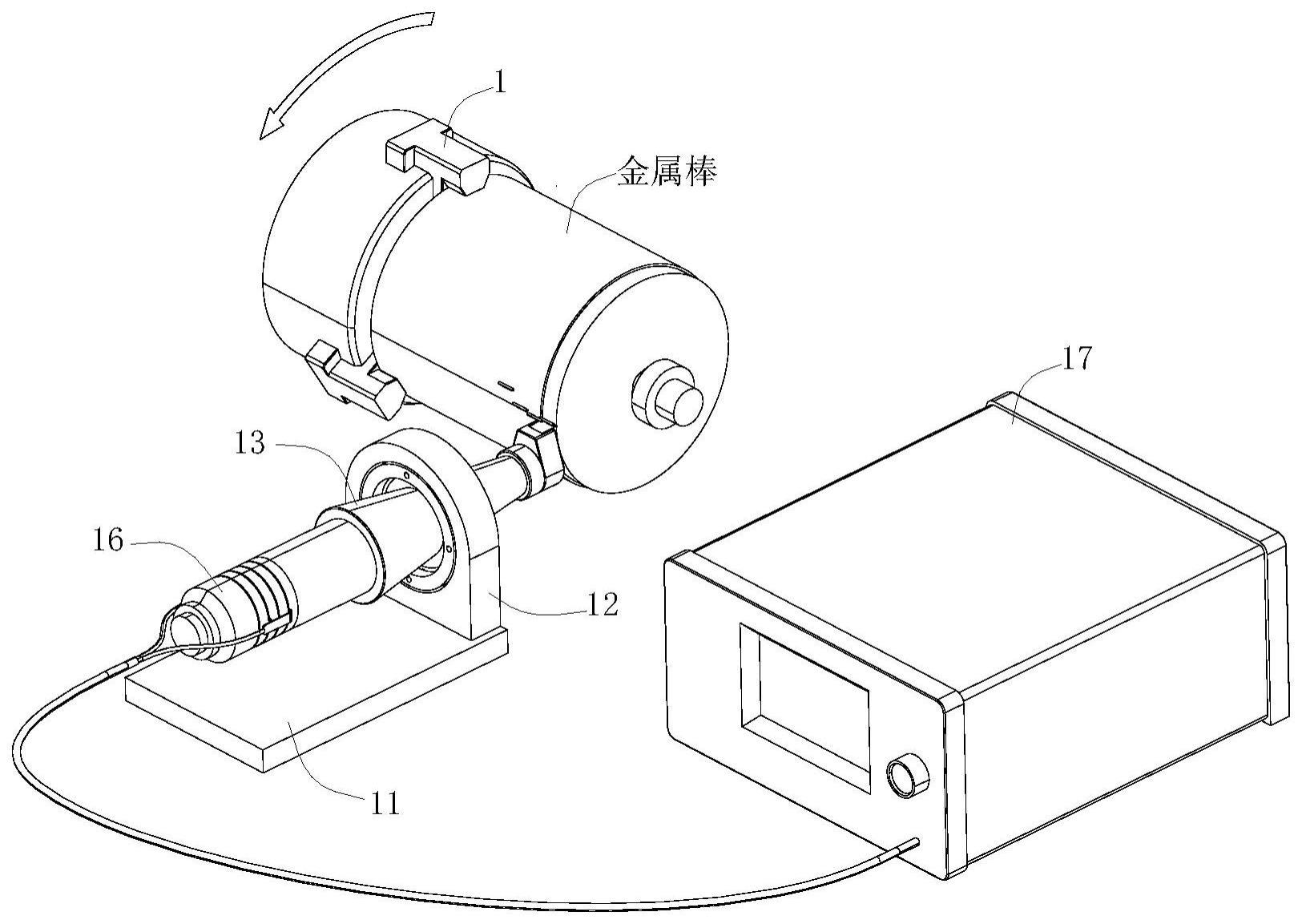
1、为了弥补现有技术的不足,本发明提出了一种他激式金属纤维振动切削机构;其中切削机构包括车床卡盘,所述车床卡盘设置在机床上,所述车床卡盘用于实现对被加工件夹持;切削机构还包括:
2、进给轴拖板,所述进给轴拖板设置在机床上,进给轴拖板在机床上运动;
3、安装支架,所述安装支架设置在所述进给轴拖板一端,安装支架中部开设圆形孔;
4、超声波变幅杆,所述超声波变幅杆安装在所述安装支架中部的圆形孔内,所述超声波变幅杆一端靠近车床卡盘上的被加工件;
5、刀座,所述刀座设置在所述超声波变幅杆靠近车床卡盘的一端,所述刀座上设置有刀片;
6、超声波换能器,所述超声波换能器设置在所述超声波变幅杆远离刀座的一端;
7、超声波电源控制箱,所述超声波电源控制箱设置在机床上,所述超声波电源控制箱通过电缆与所述超声波换能器电连接。
8、作为本发明的一种优选方案,所述超声波换能器的振幅为0.1~1微米;所述超声波变幅杆对超声波换能器的振幅增加至少10倍。
9、作为本发明的一种优选方案,所述超声波换能器的振幅为0.5~1微米;所述超声波变幅杆对超声波换能器的振幅增加10倍;致使超声波变幅杆传递到刀座上的振幅为5~10微米。
10、作为本发明的一种优选方案,所述刀片与所述刀座为活动连接。
11、一种他激式金属纤维振动切削机构的切削方法,该方法适用于上述的一种他激式金属纤维振动切削机构,该方法包括以下步骤;
12、s1:将待切削的被加工件外圆表面进行预加工,去除氧化外皮,精车外圆至预定尺寸,其一端打中心孔;预加工完成后,被加工件夹持在车床卡盘上,并且使用机床尾顶顶紧;
13、s2:通过机床内部控制器,控制机床主轴旋转带动车床卡盘旋转,打开并调整冷却液喷淋位置对被加工件切削处进行冷却;打开超声波电源控制箱,按照设定的频率和功率向超声波换能器提供高频电源,使超声波换能器发生轴向高频振动;
14、s3:在s2的基础上超声波变幅杆工作,把超声波换能器产生的轴向振动放大十倍,与其连接为一体的刀座和刀座上的刀片同步振动;
15、s4:在s3的基础上,由于刀片在超声波的作用下向被加工件的方向进行轴向振动,造成刀片与被加工件的断续接触,会使其切削出断续的切屑,断续的切削为金属纤维。
16、本发明的有益效果如下:
17、1.本发明所述的一种他激式金属纤维振动切削机构及切削方法;由于刀片在超声波的作用下发生车床x轴方向的轴向振动,造成刀片与金属棒的断续接触,会使其切削出断续的切屑,断续的切屑为得到的金属纤维;且通过设置超声波换能器和超声波变幅杆实现刀片主动发生振动,相较于现有技术中的自激的方式,使用他激式的振动源,振动频率,振幅可控,不受车床的加工参数限制,切削稳定,金属丝的直径及长度一致性好;由于振动频率和切削线速度的提高,可以切削线径微米以下的金属丝;生产效率大幅度提升,制造成本比拉拔法和车床车刀自激振动切削法大大降低。
18、2.本发明所述的一种他激式金属纤维振动切削机构及切削方法;通过使超声波换能器的振幅为0.1~1微米,并且超声波变幅杆的振幅增加至少倍,实现超声波变幅杆传递到刀座和刀片的上的振幅可以在0.1~1微米的数十倍调节,实现刀片振幅满足各种不同尺寸的金属纤维丝切削生产;且通过使超声波换能器的振幅为0.5~1微米的范围内,并且超声波变幅杆对超声波换能器增加倍振幅,实现传递到刀座和刀片上的振幅为5~10微米,致使刀片切削处的金属纤维丝尺寸与振幅相同,满足市面上自激方式难以达到的15微米以下尺寸的金属纤维丝;提高金属纤维丝的生产效率,降低生产成本。
技术特征:
1.一种他激式金属纤维振动切削机构;其中切削机构包括车床卡盘(1),所述车床卡盘(1)设置在机床上,所述车床卡盘(1)用于实现对被加工件夹持;其特征在于,切削机构还包括:
2.根据权利要求1所述的一种他激式金属纤维振动切削机构,其特征在于:所述超声波换能器(16)的振幅为0.1~1微米;所述超声波变幅杆(13)对超声波换能器(16)的振幅增加至少10倍。
3.根据权利要求2所述的一种他激式金属纤维振动切削机构,其特征在于:所述超声波换能器(16)的振幅为0.5~1微米;所述超声波变幅杆(13)对超声波换能器(16)的振幅增加10倍;致使超声波变幅杆(13)传递到刀座(14)上的振幅为5~10微米。
4.根据权利要求1所述的一种他激式金属纤维振动切削机构,其特征在于:所述刀片(15)与所述刀座(14)为活动连接。
5.一种他激式金属纤维振动切削机构的切削方法,该方法适用于上述权利要求1-4中任意所述的一种他激式金属纤维振动切削机构,其特征在于:该方法包括以下步骤;
技术总结
本发明涉及金属纤维加工技术领域,具体说是一种他激式金属纤维振动切削机构及切削方法,包括:通过刀片在超声波的作用下发生车床X轴方向的轴向振动,造成刀片与金属棒料的断续接触,会使其切削出断续的切屑,断续的切屑为得到的金属纤维;且通过设置超声波换能器和超声波变幅杆实现刀片主动发生振动,相较于现有技术中的自激的方式,使用他激式的振动源,振动频率,振幅可控,不受车床的加工参数限制,切削稳定,金属丝的直径及长度一致性好;由于振动频率和切削线速度的提高,可以切削线径微米以下的金属丝;生产效率大幅度提升,制造成本比拉拔法和车床车刀自激振动切削法大大降低。
技术研发人员:张冶
受保护的技术使用者:广东新力新材料有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!