一种抑制激光制造锥度的方法与流程
本申请涉及激光加工的,特别是一种抑制激光制造锥度的方法。
背景技术:
1、激光加工具有材料普适性、无接触应力、跨尺度加工、工艺柔性高等优势。尤其是近些年快速发展的短脉冲及超短脉冲激光加工,以其独有优势在得到了广泛应用。例如,随着工业级超短脉冲激光(又名超快激光)平均功率向千瓦级迈进,其覆盖领域也快速向激光宏观制造方向迈进:激光切割、激光铣削、激光还原沉积等工艺率先得到应用,已开始用于航空航天、武器装备、电子等行业薄壁硬脆材料切割、超硬材料激光铣削、柔性电路图案沉积、3d打印等典型方向。
2、尽管短脉冲及超短脉冲激光加工有很多优点,但其光束径向能量天然的高斯分布,使其正入射减材或增材加工时形成的结构具有难以避免的锥度问题,其他种类的激光加工也存在这一问题。锥度问题直接影响了结构的精度,也影响了加工的极限能力。例如,对于激光减材加工,锥度的存在使得切割出的通孔呈现入口大、出口小的问题,极易使孔径超差;当限制切缝的入口宽度时,锥度问题可能直接导致材料无法切透。又如,对于激光增材制造微细金属图案,光束能量的径向高斯分布将导致图案截面不为矩形而是曲边梯形。现有抑制激光加工锥度问题一般有两种途径:通过光电器件将天然的高斯光束整形为能量径向能量分布均化的光束,或利用至少具有四轴联动的加工系统通过光束斜入射抵偿加工锥度。这些方法有其固有优势,但存在需添加额外硬件或实现较为复杂等问题。
3、因此,需要发展一种简易、高精度、低沉本的锥度抑制甚至消除方法,即如何既不借助四轴或更多轴联动的加工系统,也不对天然的高斯光束进行光束整形便可实现明显的锥度抑制甚至消除的方法。
技术实现思路
1、本申请提供一种抑制甚至消除结构制造锥度的方法,目的是针对径向高斯分布脉冲激光天然的加工锥度问题,在不借助光束能量径向均化、多自由度联动斜入射消锥等需要额外硬件附加成本的情况下,利用光轨迹两端启停处欠扫速引起的能量天然过沉积缺陷定量定向补偿高斯光束边缘能量欠沉积,实现总沉积能量空间均化。
2、第一方面,提供了一种抑制激光制造锥度的方法,包括:
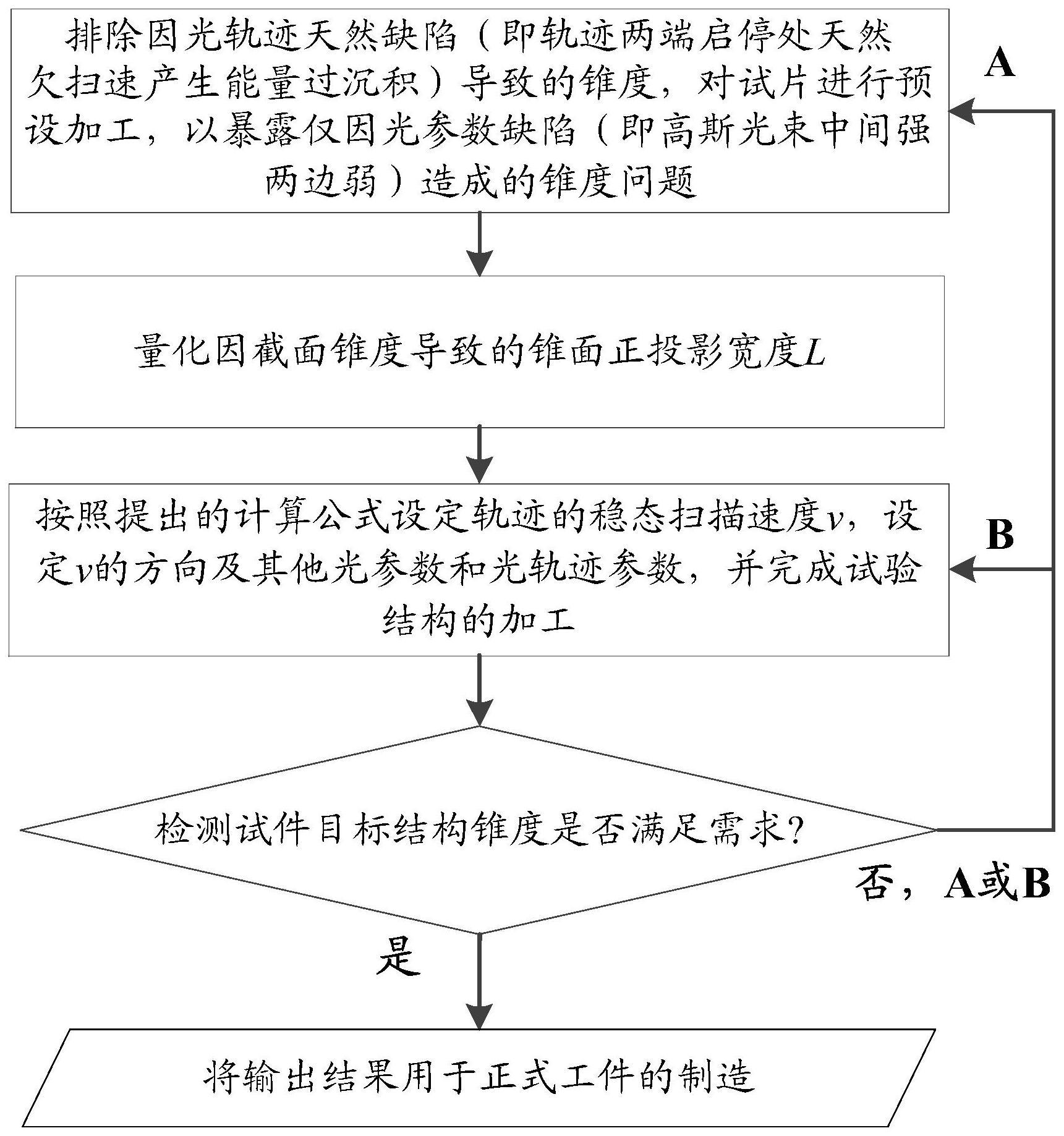
3、步骤1,在试件上采用预设光参数,对待加工目标轮廓进行正入射往复扫描减材加工至预设深度,或增材沉积至预定厚度,针对目标轮廓的特征结构段,保证光运动轨迹平行于该特征结构段,并保证至少在平行于特征结构段的光运动轨迹的匀速性;
4、步骤2,量化在所述预设光参数的情况下,被加工结构因截面锥度导致的锥面正投影宽度l,正投影方向与激光入射方向一致;
5、步骤3,针对试件,利用公式确定光轨迹的稳态扫描速度v,v的方向与目标轮廓夹角为θ,a是加工头扫描运动从速度0达到稳态速度v,或稳态速度从v减到0过程中的加速度的绝对值,k为无量纲系数;
6、步骤4,将步骤3得到的稳态扫描速度v作为正式工件加工的稳态扫描速度。
7、结合第一方面,在第一方面的某些实现方式中,所述步骤4包括:
8、检测试件目标结构锥度是否满足需求,若不满足,跳转至步骤1或步骤3执行,直到截面锥度满足需求,并将满足需求的稳态扫描速度v用于正式工件的制造。
9、结合第一方面,在第一方面的某些实现方式中,所述跳转至步骤1,包括:
10、在试件上采用与前一迭代循环中不同的光参数,对待加工目标轮廓进行正入射往复扫描减材加工至预设深度,或增材沉积至预定厚度。
11、结合第一方面,在第一方面的某些实现方式中,所述跳转至步骤3,包括:
12、在试件上采用与前一迭代循环中不同的轨迹参数,包括以下至少一项:θ,k,v。
13、结合第一方面,在第一方面的某些实现方式中,所述方法满足以下至少一项:
14、待加工工件材料为固态材料;
15、激光为脉冲激光,单个持续时间<100ms;
16、θ取值范围定为0<θ≤90°;
17、k取值范围为[0.5,1.5]。
18、第二方面,提供了一种抑制激光制造锥度的方法,包括:
19、根据稳态扫描速度v和预设光参数加工工件,所述稳态扫描速度v满足v的方向与目标轮廓夹角为θ,a是加工头扫描运动从速度0达到稳态速度v,或稳态速度从v减到0过程中的加速度的绝对值,k为无量纲系数,其中,l为在所述预设光参数的情况下、目标轮廓的特征结构段因截面锥度导致的锥面正投影宽度,所述特征结构段通过正入射往复扫描方向至预设深度,或者通过正入射往复增材沉积至预定厚度,所述特征结构段的光运动轨迹平行于该特征结构段,且光运动轨迹具有匀速性。
20、第三方面,提供了一种激光制造工件,所述激光制造工件通过如上述第一方面至第二方面中的任意一种实现方式中所述的方法制备得到。
21、第四方面,提供了一种激光制造设备,所述激光制造设备用于执行如上述第一方面至第二方面中的任意一种实现方式中所述的方法。
22、与现有技术相比,本申请提供的方案至少包括以下有益技术效果:
23、(1)本发明提供的一种抑制激光制造锥度的方法,相比较借助光束空间整形后的能量径向分布匀化、多自由度联动斜入射消锥等现有方法,它不需要借助光电器件对空间高斯光束进行平顶化整形,也不需要四轴或更多轴联动的加工系统,是一种经济型好的方法。
24、(2)本发明提供的一种抑制激光制造锥度的方法,是一种利用光轨迹两端启停处天然欠扫速引起的光能过量沉积缺陷定量定向补偿高斯光束边缘光能欠沉积,实现总沉积能量空间均化进而实现锥度抑制的方法,它利用了激光制造系统中光参数的天然缺陷和光运动轨迹控制的天然缺陷,巧妙地实现了“以缺陷治缺陷”的效果,是一种简单但精密的方法。
25、(3)本发明提供的一种抑制激光制造锥度的方法,给出了设定稳态扫描速度的量化计算公式,提出的方法适用于激光切割、激光铣削、激光旋切制孔、激光沉积等多种激光减材和激光增材制造方法,且锥度的抑制方法对材料种类具有普适性、锥度抵偿的程度可根据需要灵活调整。因此,本方法又是一种灵活、普适的方法。
技术特征:
1.一种抑制激光制造锥度的方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述步骤4包括:
3.根据权利要求2所述的方法,其特征在于,所述跳转至步骤1,包括:
4.根据权利要求2所述的方法,其特征在于,所述跳转至步骤3,包括:
5.根据权利要求1所述的方法,其特征在于,所述方法满足以下至少一项:
6.一种抑制激光制造锥度的方法,其特征在于,包括:
7.一种激光制造工件,其特征在于,所述激光制造工件通过如权利要求1至6中任一项所述的方法制备得到。
8.一种激光制造设备,其特征在于,所述激光制造设备用于执行如权利要求1至6中任一项所述的方法。
技术总结
本发明公开一种抑制激光制造锥度的方法,包括:在试件上采用预设光参数,对待加工目标轮廓进行正入射往复扫描减材加工至预设深度,或增材沉积至预定厚度,针对目标轮廓的特征结构段,保证光运动轨迹平行于该特征结构段,保证至少在平行于特征结构段的光运动轨迹的匀速性;在预设光参数的情况下,量化被加工结构因截面锥度导致的锥面正投影宽度L,正投影方向与激光入射方向一致;针对试件,利用公式确定光轨迹的稳态扫描速度v,v的方向与目标轮廓夹角为θ,a是加工头扫描运动从速度0达到稳态速度v,或稳态速度从v减到0过程中的加速度的绝对值,k为无量纲系数;将稳态扫描速度v作为正式工件加工的稳态扫描速度。实现总沉积能量空间均化。
技术研发人员:张开虎,姜澜,张加波,杨继之,高永亮,高泽,陆云霞,赵越,陈旭,李星,毛雷,张夏明,董荣昌,李争
受保护的技术使用者:北京卫星制造厂有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!