加工轨迹拐角光顺方法、装置、加工设备及可读存储介质与流程
本技术涉及激光加工领域,特别是涉及一种加工轨迹拐角光顺方法、装置、加工设备及可读存储介质。
背景技术:
1、随着激光加工技术不断发展以及激光需求持续丰富,对激光加工精度要求越来越高。在激光加工过程中,加工轨迹规划作为激光加工控制的核心,直接影响着激光加工精度。
2、在实际加工过程中,常采用连续线段逼近复杂曲面的方式生成由离散刀位点构成的五轴线性刀具轨迹,而生成的五轴线性刀具轨迹是一阶不连续的,导致刀具加工运动时,其速度和加速度会在线性轨迹的拐角处发生明显突变,进而严重影响激光加工精度。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种加工轨迹拐角光顺方法、装置、加工设备及可读存储介质。
2、一种加工轨迹拐角光顺方法,应用于包括刀尖线性轨迹和刀轴线性轨迹的线性刀具轨迹,包括:
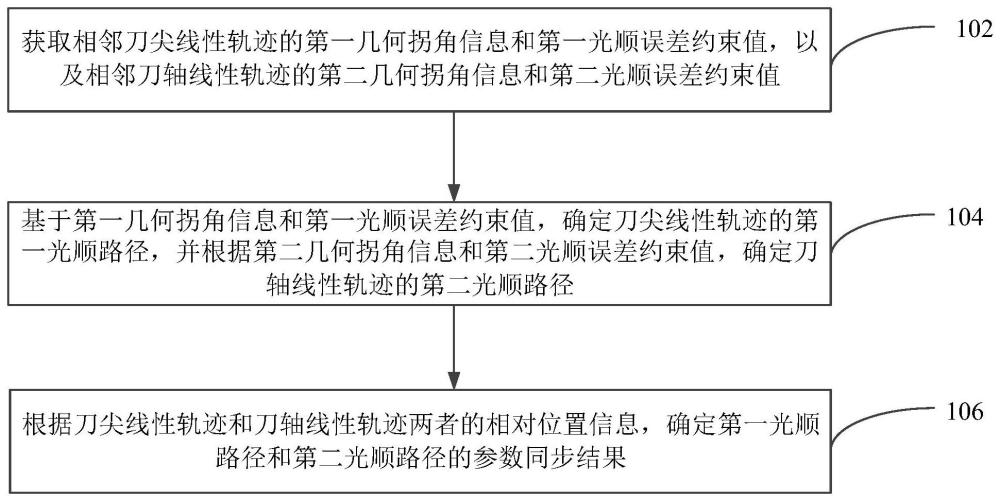
3、获取相邻所述刀尖线性轨迹的第一几何拐角信息和第一光顺误差约束值,以及相邻所述刀轴线性轨迹的第二几何拐角信息和第二光顺误差约束值;
4、基于所述第一几何拐角信息和所述第一光顺误差约束值,确定所述刀尖线性轨迹的第一光顺路径,并根据所述第二几何拐角信息和所述第二光顺误差约束值,确定所述刀轴线性轨迹的第二光顺路径;
5、根据所述刀尖线性轨迹和所述刀轴线性轨迹两者的相对位置信息,确定所述第一光顺路径和所述第二光顺路径的参数同步结果。
6、在其中一个实施例中,所述根据所述刀尖线性轨迹和所述刀轴线性轨迹两者的相对位置信息,确定所述第一光顺路径和所述第二光顺路径的参数同步结果,包括:
7、根据所述刀尖线性轨迹和所述刀轴线性轨迹两者的相对位置信息,确定旋转刀轴矢量;
8、基于所述旋转刀轴矢量,确定所述第一光顺路径和所述第二光顺路径的参数同步变换关系。
9、在其中一个实施例中,所述根据所述刀尖线性轨迹和所述刀轴线性轨迹两者的相对位置信息,确定旋转刀轴矢量,包括:
10、根据所述刀尖线性轨迹上刀尖点和所述刀轴线性轨迹上刀轴点两者的距离关系,确定弧线光顺轨迹对应的第一旋转刀轴矢量;
11、基于所述第一旋转刀轴矢量,确定所述第一光顺路径和所述第二光顺路径两者中各自弧线光顺轨迹的参数同步变换关系。
12、在其中一个实施例中,所述根据所述刀尖线性轨迹和所述刀轴线性轨迹两者的相对位置信息,确定旋转刀轴矢量,包括:
13、根据所述刀尖线性轨迹和所述刀轴线性轨迹的起始刀轴矢量、结束刀轴矢量的位置关系,确定线性光顺轨迹对应的第二旋转刀轴矢量;
14、基于所述第二旋转刀轴矢量,确定所述第一光顺路径和所述第二光顺路径两者中各自线性光顺轨迹的参数同步变换关系。
15、在其中一个实施例中,所述获取相邻所述刀尖线性轨迹的第一几何拐角信息和第一光顺误差约束值,具体为:获相邻所述刀尖线性轨迹的第一拐角角度和第一光顺误差极大值;
16、所述基于所述第一几何拐角信息和所述第一光顺误差约束值,确定所述刀尖线性轨迹的第一光顺路径,包括:
17、基于所述第一拐角角度和所述第一光顺误差极大值,确定第一轨迹曲率极大值和第一光顺直线长度目标值;
18、根据所述第一轨迹曲率极大值和所述第一光顺直线长度目标值,确定所述第一光顺路径。
19、在其中一个实施例中,所述基于所述第一拐角角度和所述第一光顺误差极大值,确定第一光顺直线长度目标值,包括:
20、将所述第一拐角角度和第一光顺误差极大值输入光顺直线长度模型,确定与所述第一拐角角度对应的第一光顺直线长度参考值;
21、以相邻所述刀尖线性轨迹的长度约束值为约束条件,根据所述第一光顺直线长度参考值,确定所述第一光顺直线长度目标值。
22、在其中一个实施例中,所述以相邻所述刀尖线性轨迹的长度约束值为约束条件,根据所述第一光顺直线长度参考值,确定所述第一光顺直线长度目标值,包括:
23、比较所述第一光顺直线长度参考值和所述刀尖线性轨迹的长度约束值的大小关系,并选取两者中的较小值作为所述第一光顺直线长度目标值。
24、在其中一个实施例中,所述获取相邻所述刀轴线性轨迹的第二几何拐角信息和第二光顺误差约束值,具体为:获相邻所述刀轴线性轨迹的第二拐角角度和第二光顺误差极大值;
25、所述基于所述第二几何拐角信息和所述第二光顺误差约束值,确定所述刀轴线性轨迹的第二光顺路径,包括:
26、基于所述第二拐角角度和所述第二光顺误差极大值,确定第二轨迹曲率极大值和第二光顺直线长度目标值;
27、根据所述第二轨迹曲率极大值和所述第二光顺直线长度目标值,确定所述第二光顺路径。
28、在其中一个实施例中,所述基于所述第二拐角角度和所述第二光顺误差极大值,确定第二光顺直线长度目标值,包括:
29、将所述第二拐角角度和第二光顺误差极大值输入光顺直线长度模型,确定与所述第二拐角角度对应的第二光顺直线长度参考值;
30、以相邻所述刀轴线性轨迹的长度约束值为约束条件,根据所述第二光顺直线长度参考值,确定所述第二光顺直线长度目标值。
31、在其中一个实施例中,所述以相邻所述刀轴线性轨迹的长度约束值为约束条件,根据所述第二光顺直线长度参考值,确定所述第二光顺直线长度目标值,包括:
32、比较所述第二光顺直线长度参考值和所述刀轴线性轨迹的长度约束值的大小关系,并选取两者中的较小值作为所述第二光顺直线长度目标值。
33、一种加工轨迹拐角光顺装置,应用于包括刀尖线性轨迹和刀轴线性轨迹的线性刀具轨迹,包括:
34、参数获取模块,用于获取相邻所述刀尖线性轨迹的第一几何拐角信息和第一光顺误差约束值,以及相邻所述刀轴线性轨迹的第二几何拐角信息和第二光顺误差约束值;
35、路径确定模块,与所述参数获取模块连接,用于基于所述第一几何拐角信息和所述第一光顺误差约束值,确定所述刀尖线性轨迹的第一光顺路径,并根据所述第二几何拐角信息和所述第二光顺误差约束值,确定所述刀轴线性轨迹的第二光顺路径;
36、参数同步模块,与所述路径确定模块连接,用于根据所述刀尖线性轨迹和所述刀轴线性轨迹两者的相对位置信息,确定所述第一光顺路径和所述第二光顺路径的参数同步结果。
37、一种加工设备,包括存储器及处理器,所述存储器中储存有计算机程序,所述计算机程序被所述处理器执行时,使得所述处理器执行如上述的方法。
38、一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如上述的方法。
39、一种计算机程序产品,当计算机程序产品在终端设备上运行时,使得终端设备执行上述任一项所述的方法。
40、本技术所提供实施例存在的有益效果包括:
41、该加工轨迹拐角光顺方法,在满足第一拐角光顺误差约束值的情况下,根据相邻刀尖线性轨迹构成的第一几何拐角,确定不同第一几何拐角对应的刀尖线性轨迹的第一光顺路径(如贝塞尔光顺曲线);并在满足第二拐角光顺误差约束值的情况下,根据相邻刀轴线性轨迹构成的第二几何拐角,确定不同第二几何拐角对应的刀轴线性轨迹的第二光顺路径(如贝塞尔光顺曲线);且通过刀尖线性轨迹和刀轴线性轨迹两者的相对位置关系,确定路径参数同步结果;得出的第一光顺路径和第二光顺路径可跟随几何拐角变化而调整,以适应不同几何拐角变化时对拐角处进给速度的需求和实际可准许情况的变化,可在保证刀尖线性轨迹和刀轴线性轨迹同步协调的同时,实现光顺路径所有轨迹点处的曲率变化较平缓,避免轨迹曲率短时间内产生跃迁,能够保证拐角处的速度和加速度的连续性,改善机床异常振动问题,可提高线性刀具轨迹的激光加工精度。
- 还没有人留言评论。精彩留言会获得点赞!