一种卷材自动分卷控制方法及相关设备与流程
本说明书涉及轧钢,更具体地说,本申请涉及一种卷材自动分卷控制方法及相关设备。
背景技术:
1、冷轧镀锡机组属连续型生产线,来料卷在入口与上一卷带尾完成焊接进入产线,在出口飞剪处完成分切,产出成品卷。相关技术中,镀锡机组出口分卷二级自动化根据pes(production execution system,生产管理系统)发送的钢卷主数据完成分卷预计算,但是在一、二级系统协调完成自动分卷的计算中,由于缺少精确的物料跟踪计算方法二级自动化无法依据实时、准确的带钢剩余量进行分切策略的优化。镀锡操作工只能根据现有的物料跟踪数据,按照订单要求粗略的计算分卷长度,然后在hmi(human-machine interface,人机界面)操作界面手动键入分卷长度执行分卷。然而,手动分卷操作影响产线自动化水平,不仅工作效率低,人为操作容易出错,还不能实时的优化分卷策略,容易造成切废多,影响成材率,增加生产成本。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本申请的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
2、第一方面,本申请提出一种卷材自动分卷控制方法,上述方法包括:
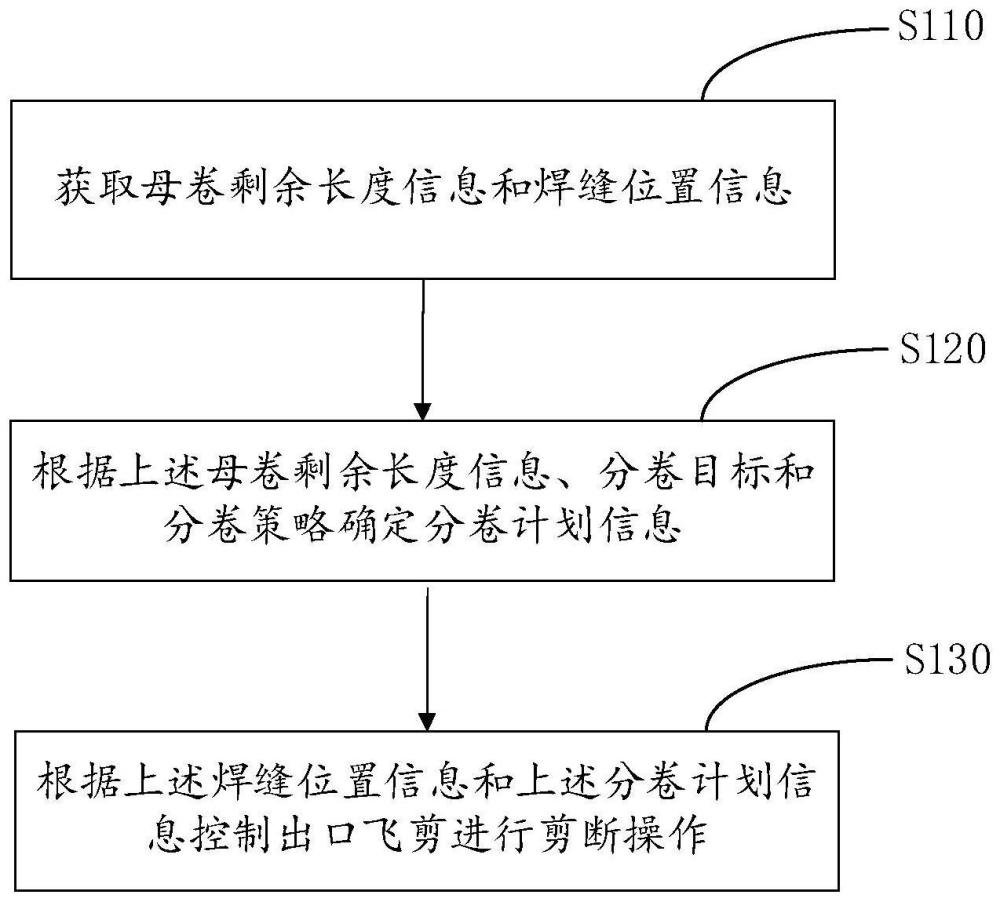
3、获取母卷剩余长度信息和焊缝位置信息,其中,上述母卷剩余长度信息包括开卷机芯轴上的剩余长度信息、开卷机与横切剪的距离信息、横切剪到焊机的距离信息和焊机到飞剪的带钢长度信息;
4、根据上述母卷剩余长度信息、分卷目标和分卷策略确定分卷计划信息;
5、根据上述焊缝位置信息和上述分卷计划信息控制出口飞剪进行剪断操作。
6、在一些实施方式中,上述方法还包括:
7、获取出口裁剪长度信息和卸尾卷长度信息,其中,上述出口裁剪长度包括出口切废长度和取样带钢长度;
8、根据上述母卷剩余长度信息、上述出口裁剪长度信息和上述卸尾卷长度信息确定母卷剩余长度修正信息;
9、根据上述母卷剩余长度修正信息、上述分卷目标和上述分卷策略确定分卷计划信息。
10、在一些实施方式中,上述方法还包括:
11、根据上述开卷机芯轴上的剩余长度信息、上述开卷机与横切剪的距离信息、上述横切剪到焊机的距离信息和上述焊机到飞剪的带钢长度信息的和值确定上述母卷剩余长度信息。
12、在一些实施方式中,上述方法还包括:
13、根据开卷机上的刚卷内径信息、钢卷外径信息和钢卷厚度信息确定上述开卷机芯轴上的剩余长度信息。
14、在一些实施方式中,上述方法还包括:
15、根据钢卷实际厚度信息和钢卷厚度上下限范围信息确定上述钢卷厚度信息。
16、在一些实施方式中,上述方法还包括:
17、获取活套道次信息、顶辊直径信息、底辊直径信息、顶辊距离信息和活套小车运行高度信息;
18、根据上述活套道次信息、上述顶辊直径信息、上述底辊直径信息、上述顶辊距离信息和活套小车运行高度信息确定上述焊机到飞剪的带钢长度信息。
19、在一些实施方式中,上述方法还包括:
20、根据目标材料的延伸率确定延伸修正系数;
21、基于上述延伸修正系数对上述母卷剩余长度信息进行延伸修正。
22、第二方面,本申请还提出一种卷材自动分卷控制装置,包括:
23、获取单元,用于获取母卷剩余长度信息和焊缝位置信息,其中,上述母卷剩余长度信息包括开卷机芯轴上的剩余长度信息、开卷机与横切剪的距离信息、横切剪到焊机的距离信息和焊机到飞剪的带钢长度信息;
24、确定单元,用于根据上述母卷剩余长度信息、分卷目标和分卷策略确定分卷计划信息;
25、控制单元,用于根据上述焊缝位置信息和上述分卷计划信息控制出口飞剪进行剪断操作。
26、第三方面,一种电子设备,包括:存储器、处理器以及存储在上述存储器中并可在上述处理器上运行的计算机程序,上述处理器用于执行存储器中存储的计算机程序时实现如上述的第一方面任一项的卷材自动分卷控制方法的步骤。
27、第四方面,本申请还提出一种计算机可读存储介质,其上存储有计算机程序,上述计算机程序被处理器执行时实现第一方面上述任一项的卷材自动分卷控制方法。
28、综上,本申请实施例的卷材自动分卷控制方法包括:获取母卷剩余长度信息和焊缝位置信息,其中,上述母卷剩余长度信息包括开卷机芯轴上的剩余长度信息、开卷机与横切剪的距离信息、横切剪到焊机的距离信息和焊机到飞剪的带钢长度信息;根据上述母卷剩余长度信息、分卷目标和分卷策略确定分卷计划信息;根据上述焊缝位置信息和上述分卷计划信息控制出口飞剪进行剪断操作。本申请实施例提出的卷材自动分卷控制方法通过自动化控制系统创建实时、准确的带钢跟踪计算方法,充分考虑影响分卷长度计算镀锡机组产线中的板材长度以及焊接位置信息给出最优的剪切策略,实现镀锡出口精准的自动分卷控制。
29、本申请提出的卷材自动分卷控制方法,本申请的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本申请的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种卷材自动分卷控制方法,其特征在于,包括:
2.根据权利要求1所述的卷材自动分卷控制方法,其特征在于,还包括:
3.根据权利要求1或2所述的卷材自动分卷控制方法,其特征在于,还包括:
4.根据权利要求3所述的卷材自动分卷控制方法,其特征在于,还包括:
5.根据权利要求4所述的卷材自动分卷控制方法,其特征在于,还包括:
6.根据权利要求3所述的卷材自动分卷控制方法,其特征在于,还包括:
7.根据权利要求1-6任一项所述的卷材自动分卷控制方法,其特征在于,还包括:
8.一种卷材自动分卷控制装置,其特征在于,包括:
9.一种电子设备,包括:存储器和处理器,其特征在于,所述处理器用于执行存储器中存储的计算机程序时实现如权利要求1-7中任一项所述的卷材自动分卷控制方法的步骤。
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于:所述计算机程序被处理器执行时实现如权利要求1-7中任一项所述的卷材自动分卷控制方法。
技术总结
本申请公开了一种卷材自动分卷控制方法及相关设备。涉及轧钢技术领域,该方法包括:获取母卷剩余长度信息和焊缝位置信息,其中,上述母卷剩余长度信息包括开卷机芯轴上的剩余长度信息、开卷机与横切剪的距离信息、横切剪到焊机的距离信息和焊机到飞剪的带钢长度信息;根据上述母卷剩余长度信息、分卷目标和分卷策略确定分卷计划信息;根据上述焊缝位置信息和上述分卷计划信息控制出口飞剪进行剪断操作。本申请实施例提出的卷材自动分卷控制方法通过自动化控制系统创建实时、准确的带钢跟踪计算方法,充分考虑影响分卷长度计算镀锡机组产线中的板材长度以及焊接位置信息给出最优的剪切策略,实现镀锡出口精准的自动分卷控制。
技术研发人员:杨金昭,佟建康,张建成,苏晨光,韩验龙,武增东,迟维峰,齐志勇,闫雄开
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!