一种提高小线径高速线材成材率的方法与流程
本发明属于热轧棒线材,尤其涉及一种提高小线径高速线材成材率的方法。
背景技术:
1、小线径高速线材一般是指直径为φ5-φ8mm的热轧圆钢,国内高速线材生产工艺均为从精轧机轧制出成品后经水冷控制系统到达夹送辊和吐丝机,将高速线材成型为盘卷形状进行交货。
2、从精轧机到夹送辊之间为水冷控制系统,随着轧钢工艺对水冷系统越来越清晰的认识到其重要性,水冷系统的布置和控制被越来越多的用户谈起,它不但关系到产品的质量,还关系到产品的成材率。
3、在小线径高速线材轧制过程中,为了避免线材头部穿水堆钢,线材头部进入夹送辊和吐丝机之后,水冷控制系统才开始喷水降温,由于高速生产线的轧制速度一般为100-120m/s,控制喷嘴喷水的快切阀与系统之间的联动反应时间一般比较滞后,并且不能精准控制,因此,常会造成头部不冷段线材有30~120米不符合生产工艺温度要求,造成钢铁资源的浪费。
4、因此,亟需一种提高小线径高速线材成材率的方法来解决。
技术实现思路
1、本发明的目的是提供一种提高小线径高速线材成材率的方法,以解决上述问题。
2、为实现上述目的,本发明提供了如下方案:
3、一种提高小线径高速线材成材率的方法,包括以下步骤:
4、设置冷却介质参数,满足设定要求;
5、开启主管路,控制所述冷却介质通入若干支管高频快切阀的前端;
6、高速线材头部到达前一定时间,开启若干所述支管高频快切阀,使所述冷却介质由相对应的喷嘴喷出,对线材进行冷却;
7、冷却完成后,关闭各所述支管高频快切阀,排出支管内残留冷却介质。
8、优选的,所述主管路上设有主管路三通切断阀,所述冷却介质通过所述主管路三通切断阀向各个支管供水;冷却完毕后,各支管内残留的冷却介质回流至所述主管路三通切断阀,由所述主管路三通切断阀排出。
9、优选的,所述冷却介质参数至少包括压力、流量;
10、所述主管路三通切断阀将所述主管路和各个所述支管连通后,控制所述主管路的所述冷却介质的压力数据与各个所述支管的所述冷却介质的压力数据之和相同。
11、优选的,所述主管路的所述冷却介质的流量通过电磁流量计和流量调节阀形成流量闭环控制。
12、优选的,所述主管路的所述冷却介质的压力通过主管路压力变送器和压力调节阀形成压力闭环控制。
13、优选的,步骤高速线材头部到达前一定时间,开启若干所述支管高频快切阀中,获取高速线材头部到达相应的所述喷嘴的时间;确定所述高速线材头部到达相应的所述喷嘴的时间与提前开启时间相匹配,控制所述支管高频快切阀开启,以使得所述冷却介质由所述喷嘴喷出。
14、优选的,所述提前开启时间为所述冷却介质由所述支管高频快切阀到相对应的所述喷嘴的时间和所述支管高频快切阀的开启时间之和;
15、所述冷却介质由所述支管高频快切阀到相对应的所述喷嘴的时间根据所述冷却介质流速和所述支管高频快切阀与相对应的所述喷嘴之间距离计算。
16、优选的,所述冷却介质为水。
17、与现有技术相比,本发明具有如下优点和技术效果:
18、本发明在应用时,由于支管高频快切阀离水箱喷嘴距离较短,并且压力和流量均处理数据化可控状态,因此,可以精准设定提前开启支管高频快切阀的时间,使冷却水在高速线材头部过后的最短时间喷出,从而大大减少线材头部完全不冷却段长度,也因此节约了巨大的钢铁资源,为生产企业节约了大量的生产成本,提高了企业的经济效益。
技术特征:
1.一种提高小线径高速线材成材率的方法,其特征在于,包括以下步骤:
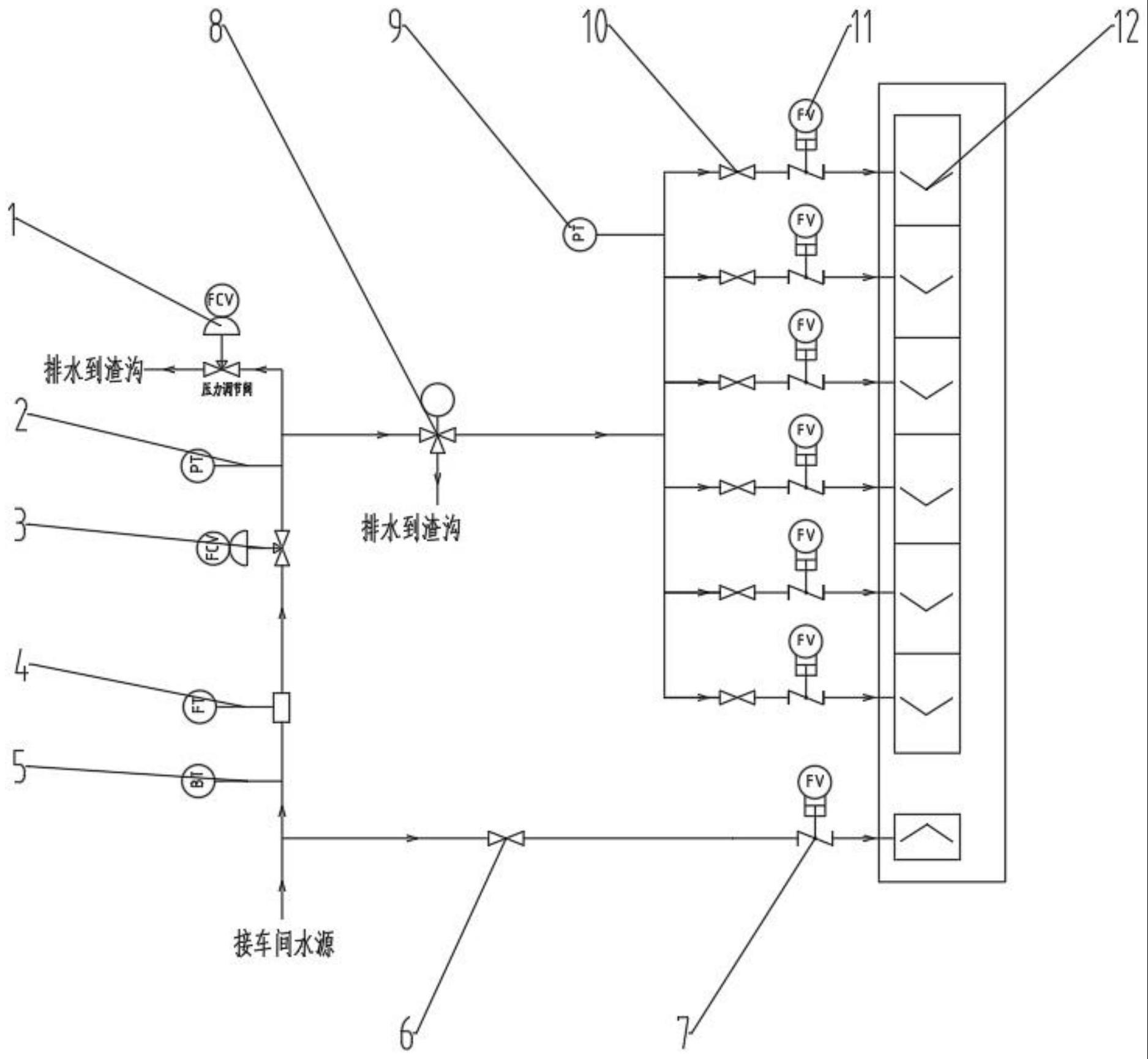
2.根据权利要求1所述的一种提高小线径高速线材成材率的方法,其特征在于:所述主管路上设有主管路三通切断阀(8),所述冷却介质通过所述主管路三通切断阀(8)向各个支管供水;冷却完毕后,各支管内残留的冷却介质回流至所述主管路三通切断阀(8),由所述主管路三通切断阀(8)排出。
3.根据权利要求2所述的一种提高小线径高速线材成材率的方法,其特征在于:所述冷却介质参数至少包括压力、流量;
4.根据权利要求3所述的一种提高小线径高速线材成材率的方法,其特征在于:所述主管路的所述冷却介质的流量通过电磁流量计(4)和流量调节阀(3)形成流量闭环控制。
5.根据权利要求3所述的一种提高小线径高速线材成材率的方法,其特征在于:所述主管路的所述冷却介质的压力通过主管路压力变送器(2)和压力调节阀(1)形成压力闭环控制。
6.根据权利要求1所述的一种提高小线径高速线材成材率的方法,其特征在于:步骤高速线材头部到达前一定时间,开启若干所述支管高频快切阀(11)中,获取高速线材头部到达相应的所述喷嘴(12)的时间;确定所述高速线材头部到达相应的所述喷嘴(12)的时间与提前开启时间相匹配,控制所述支管高频快切阀(11)开启,以使得所述冷却介质由所述喷嘴(12)喷出。
7.根据权利要求6所述的一种提高小线径高速线材成材率的方法,其特征在于:所述提前开启时间为所述冷却介质由所述支管高频快切阀(11)到相对应的所述喷嘴(12)的时间和所述支管高频快切阀(11)的开启时间之和;
8.根据权利要求1所述的一种提高小线径高速线材成材率的方法,其特征在于:所述冷却介质为水。
技术总结
本发明属于热轧棒线材技术领域,尤其涉及一种提高小线径高速线材成材率的方法,包括以下步骤:设置冷却介质参数;开启主管路,控制冷却介质通入若干支管高频快切阀的前端;高速线材头部到达前一定时间,开启若干支管高频快切阀,使冷却介质由相对应的喷嘴喷出;冷却完成后,关闭各支管高频快切阀,排出支管内残留冷却介质。本发明将高线穿水工艺中的冷却水布置到水箱喷嘴的最前端,并通过将冷却水的压力和流量进行数据化设定,配合支管高频快切阀的高速响应和开关时间,使冷却水在高线头部穿过后可实现精准冷却喷射,从而减少线材头部完全不冷却段长度,从而节约了巨大的钢铁资源,为生产企业节约了大量的生产成本,提高了企业的经济效益。
技术研发人员:张小卫
受保护的技术使用者:长沙欧科控制阀技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!