一种激光双面分段加热板材成形的方法
本发明涉及制造领域,具体涉及一种激光双面分段加热板材成形的方法。
背景技术:
1、金属板材件在工业领域应用非常广泛,如航空航天、汽车、船舶等工业领域,可以成形为壳体和各种钣金件等使用,在板材件广泛的使用背景下,其成形技术就显得格外重要。
2、在板材成形技术中,传统的滚弯成形、压弯成形、时效成形等板材成形技术应用较为广泛,但是加工成本高、效率低,成形过程中板材件会出现回弹现象,同时易引起板材的断裂等失效现象。激光加热板材成形技术是利用高能激光束辐照板材表面,诱导板材产生不均匀的内应力,进而诱导板材发生塑性变形而最终产生弯曲成形的技术,相比于传统的滚弯成形、压弯成形、时效成形技术,激光加热板材成形技术无需模具、无需刀具,加工成本低、柔性高,并且加工过程中板材件不会产生回弹现象,且可以有效避免板材的断裂失效现象,因此这种成形技术的应用前景广阔。
3、在实际的加工应用中,利用激光加热成形技术进行成形的板材往往存在边缘弯曲的现象,而且单面加热成形的板材材料组织及力学性能在不同表面表现不一,会导致后续的装配问题及使用问题,因此控制成形质量及材料内部组织至关重要。
技术实现思路
1、本发明意在提供一种激光双面分段加热板材成形的方法,以改善单面加热成型的板材不同表面材料组织不一的问题。
2、为达到上述目的,本发明采用如下技术方案:一种激光双面分段加热板材成形的方法,包括以下步骤:
3、步骤1:将处理好的待加工板材固定于工作台;
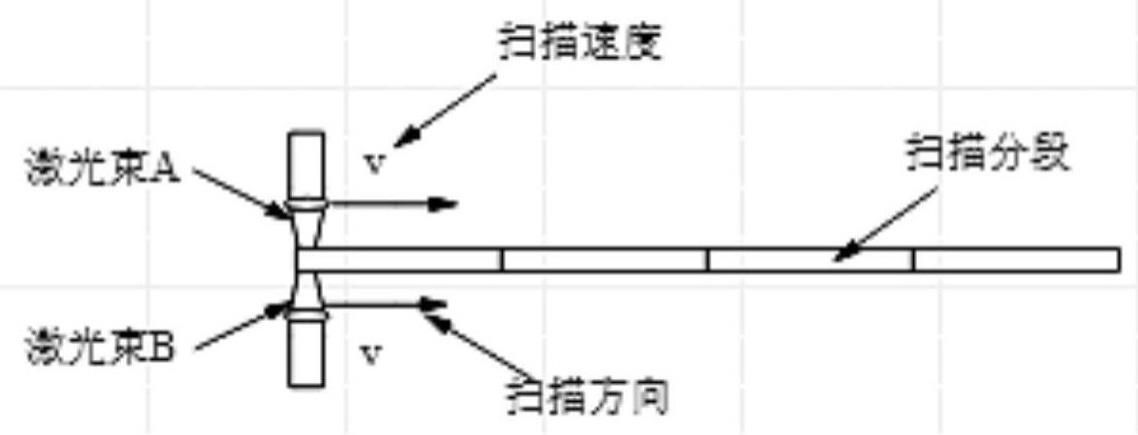
4、步骤2:将激光器的两个激光头分别放置于待加工板材同一扫描线起始扫描位置的上下表面;
5、步骤3:将待加工板材同一条扫描线分为多个扫描段,调整好两个激光头的扫描参数对扫描段进行扫描成形;
6、步骤4:一个扫描段成形结束后,停止激光输出,将两个激光头同步移动到下一扫描段进行扫描成形,重复此步骤,直至待加工板材同一扫描线的扫描段全部成形完成;
7、步骤5:一条扫描线成形结束后,两个激光头移动到下一条扫描线的起始位置,对下一扫描线进行扫描成形,以此类推,直至将整个板材成形完成。
8、优选的,作为一种改进,所述步骤1中板材的固定采用至少三组尺寸相同的钢板固定板材,固定方式为两两相对且等间隔夹持住板材端部。
9、优选的,作为一种改进,两个激光头分别为第一激光头和第二激光头,两个激光头发出的激光光斑辐照同一加热位置的上下表面。
10、优选的,作为一种改进,所述步骤3中第一激光头激光功率为800~850w,第二激光头激光功率为500~550w,所述第一激光头和第二激光头的扫描速度均为18~21mm/s,所述第一激光头和第二激光头的光斑直径均为7~9mm。
11、优选的,作为一种改进,所述步骤3中扫描段的数量优选为偶数个,所述扫描段宽度为23~27mm。
12、优选的,作为一种改进,所述步骤4中扫描段成形采用如下对称扫描的方式进行:扫描线两端扫描段逐渐成形,然后成形相邻的扫描段,直至将所有扫描段成形完毕。
13、优选的,作为一种改进,所述步骤5中成形完一条扫描线,沿板材自由端至固定端的方向成形相邻的扫描线,扫描线间隔优选6.3~8.1mm。
14、本发明提供了一种激光双面加热金属板材成形的方法,通过对金属板材进行双面加热成形,有效提高板材的成形精度,同时改善了板材不同表面材料组织不一的特性;对板材进行分段逐步激光成形,为保证成形的对称性,分段优选偶数段,可以显著改善板材成形后的成形质量,有效抑制板材的翘曲变形;对板材进行双面成形,成形的速度加快;同时可避免单面成形时较高的激光功率造成板材过度成形;利用双面激光成形,对于较厚的板材也能达到较好的成形效果。
技术特征:
1.一种激光双面分段加热板材成形的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种激光双面分段加热板材成形的方法,其特征在于:所述步骤1中板材的固定采用至少三组尺寸相同的钢板固定板材,固定方式为两两相对且等间隔夹持住板材端部。
3.根据权利要求1所述的一种激光双面分段加热板材成形的方法,其特征在于:两个所述激光头分别为第一激光头和第二激光头,两个激光头发出的激光光斑辐照同一加热位置的上下表面。
4.根据权利要求3所述的一种激光双面分段加热板材成形的方法,其特征在于:所述步骤3中第一激光头激光功率为800~850w,第二激光头激光功率为500~550w,所述第一激光头和第二激光头的扫描速度均为18~21mm/s,所述第一激光头和第二激光头的光斑直径均为7~9mm。
5.根据权利要求1所述的一种激光双面分段加热板材成形的方法,其特征在于:所述步骤3中扫描段的数量优选为偶数个,所述扫描段宽度为23~27mm。
6.根据权利要求1所述的一种激光双面分段加热板材成形的方法,其特征在于:所述步骤4中扫描段成形采用如下对称扫描的方式进行:扫描线两端扫描段逐渐成形,然后成形相邻的扫描段,直至将所有扫描段成形完毕。
7.根据权利要求1所述的一种激光双面分段加热板材成形的方法,其特征在于:所述步骤5中成形完一条扫描线,沿板材自由端至固定端的方向成形相邻的扫描线,扫描线间隔优选6.3~8.1mm。
技术总结
本发明涉及机械制造领域,公开了一种激光双面分段加热板材成形的方法,包括:将处理好的待加工板材一端固定在工作台上;将激光器的两个激光头分别放置于待加工板材同一加热位置的上下表面,并调整好光斑尺寸;在待加工板材上标记扫描线,将待加工板材分为多个扫描段,两个激光头保持相同的扫描速度对扫描段进行扫描成形;扫描一个扫描段成形结束后,停止激光输出,将两个激光头同步移动到下一扫描段位置进行扫描成形,重复此步骤,直至待加工板材扫描段全部成形完成;重复前序步骤,沿着下一扫描线进行待加工板材成形。本方案在有效控制板材边缘成形质量的情况下,改善了板材激光加热弯曲成形后正反面材料组织及性能的不均匀性。
技术研发人员:付守冲,刘瑞芝,付俊伟,王松涛,杨立军,陈亚利,王扬,祝凤金,吕桂志,王传刚,岳振国
受保护的技术使用者:菏泽学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!