一种拉拔带焊接头钢丝的辅助装置及方法与流程
本发明涉及机加工,特别是涉及一种拉拔带焊接头钢丝的辅助装置及方法。
背景技术:
1、我国特品管件的镀铬生产过程中,需用到一种镀铅或者镀铅锡合金的钢丝作为阳极进行电镀生产。阳极钢丝通常采用20-45钢作为基体材料,而后进行镀碱铜、镀酸铜最后进行镀铅(铅锡合金)的工艺流程,目前常见的阳极钢丝分别是,带螺纹头的钢丝、带焊接头的钢丝、不带头的钢丝。
2、在实际生产中发现镀后阳极钢丝尺寸对电镀过程中电流分布有较大影响,因此一般情况下对阳极钢丝的最终尺寸做出锥差小于0.05mm的要求。若锥差大于该尺寸会导致镀后管件存在锥差较大等质量问题,严重影响生产效率。
3、在现有生产条件下,带螺纹头的钢丝与不带头的钢丝均可通过卧式拉床使用拉模进行拉拔来保证锥度并提高钢丝表面光洁度。但某些钢丝尺寸较小难以攻丝,无法使用螺纹连接钢丝头,只能使用焊接的方式进行加工。这种方式生产的钢丝,由于焊接头的存在不能够使用拉床进行拉拔,导致使用尺寸锥差难以控制在0.05mm以内,同时其表面相对粗糙,镀后管件合格率较低,难以满足生产需求。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种拉拔带焊接头钢丝的辅助装置及方法,能够提高带焊接头钢丝外形尺寸一致性。
2、本发明的目的是这样实现的:
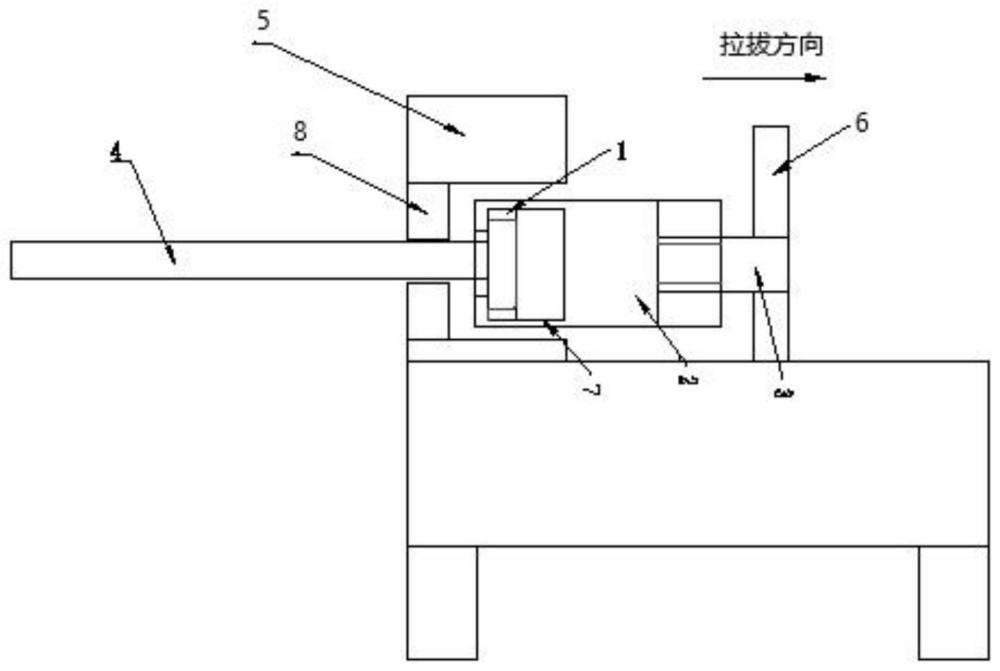
3、一种拉拔带焊接头钢丝的辅助装置,包括粗夹持杆,所述粗夹持杆的一端设有弧形凹槽,所述弧形凹槽用于放入钢丝的焊接头部,粗夹持杆的该端端壁上设有让位孔,该让位孔供钢丝通过,所述弧形凹槽内设有凹槽垫块,所述凹槽垫块填充在钢丝的焊接头部、粗夹持杆的另一端端壁之间,凹槽垫块用于稳定钢丝的焊接头部,粗夹持杆的另一端设有螺纹孔,所述螺纹孔内配合固定有细夹持杆,细夹持杆用于与卧式拉床夹持位固连。
4、优选地,所述钢丝为镀铅或铅锡合金钢丝。
5、一种采用辅助装置的拉拔带焊接头钢丝的方法,将钢丝焊接头部位放入弧形凹槽卡接,钢丝穿过让位孔,将粗夹持杆穿过卧式拉床拉模位,将细夹持杆放入卧式拉床夹持位并夹持固定,再将分离式拉模固定安装于卧式拉床拉模位,分离式拉模具有对应合格钢丝外径的刃口,将钢丝卡入分离式拉模的刃口中,然后,开动卧式拉床,卧式拉床夹持位带动细夹持杆背向卧式拉床拉模位移动,对钢丝进行拉拔;待钢丝完全退出分离式拉模的刃口后,拉拔动作完成。
6、由于采用了上述技术方案,本发明具有如下有益效果:
7、本发明通过设置圆形凹槽的夹持杆进行钢丝拉拔,实现了带焊接头镀铅(铅锡合金)钢丝的拉拔,改变了带焊接头钢丝无法拉拔的现状,能够通过拉拔提高带焊接头镀铅(铅锡合金)钢丝的尺寸精度与表面光洁度;装置拆卸方便,且可根据实际尺寸需要进行重复组装实用,降低了生产成本。
技术特征:
1.一种拉拔带焊接头钢丝的辅助装置,其特征在于:包括粗夹持杆,所述粗夹持杆的一端设有弧形凹槽,所述弧形凹槽用于放入钢丝的焊接头部,粗夹持杆的该端端壁上设有让位孔,该让位孔供钢丝通过,所述弧形凹槽内设有凹槽垫块,所述凹槽垫块填充在钢丝的焊接头部、粗夹持杆的另一端端壁之间,凹槽垫块用于稳定钢丝的焊接头部,粗夹持杆的另一端设有螺纹孔,所述螺纹孔内配合固定有细夹持杆,细夹持杆用于与卧式拉床夹持位固连。
2.一种采用权利要求1所述辅助装置的拉拔带焊接头钢丝的方法,其特征在于:将钢丝焊接头部位放入弧形凹槽卡接,钢丝穿过让位孔,将粗夹持杆穿过卧式拉床拉模位,将细夹持杆放入卧式拉床夹持位并夹持固定,再将分离式拉模固定安装于卧式拉床拉模位,分离式拉模具有对应合格钢丝外径的刃口,将钢丝卡入分离式拉模的刃口中,然后,开动卧式拉床,卧式拉床夹持位带动细夹持杆背向卧式拉床拉模位移动,对钢丝进行拉拔;待钢丝完全退出分离式拉模的刃口后,拉拔动作完成。
技术总结
本发明公开了一种拉拔带焊接头钢丝的辅助装置及方法,能够提高带焊接头镀铅钢丝外形尺寸一致性。包括粗夹持杆,所述粗夹持杆的一端设有弧形凹槽,所述弧形凹槽用于放入钢丝的焊接头部,粗夹持杆的该端端壁上设有让位孔,该让位孔供钢丝通过,所述弧形凹槽内设有凹槽垫块,所述凹槽垫块填充在钢丝的焊接头部、粗夹持杆的另一端端壁之间,凹槽垫块用于稳定钢丝的焊接头部,粗夹持杆的另一端设有螺纹孔,所述螺纹孔内配合固定有细夹持杆,细夹持杆用于与卧式拉床夹持位固连。
技术研发人员:陈梨,徐家伟,李生强,涂普强,周永清,陈胜,王成勇,刘兵
受保护的技术使用者:重庆建设工业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!