自移动换刀设备、换刀控制方法及电路板加工设备与流程
本发明涉及电路板加工设备,更准确地说,本发明涉及一种自移动换刀设备、换刀控制方法及电路板加工设备。
背景技术:
1、目前,为了提升设备生产稼动率,全自动钻孔机正在向自动化、智能化方向发展,要想进一步提升设备效率,自动化更换刀盘成为必然。现有技术中的电路板加工设备多采用设备停机更换刀盘方式,等待技术人员或者换刀设备更换刀具,造成时间损失,设备稼动率较低。如何实现不停机替换刀盘,减少停机时间,缩短设备等待换刀时间,这无疑成为一个重要的技术问题。另外,现阶段急需一种agv换刀方法来实现对接电路板加工设备,实现高效、可靠的更换刀盘。
技术实现思路
1、本发明为了解决现有技术中存在的问题,提供了一种自移动换刀设备、换刀控制方法及电路板加工设备。
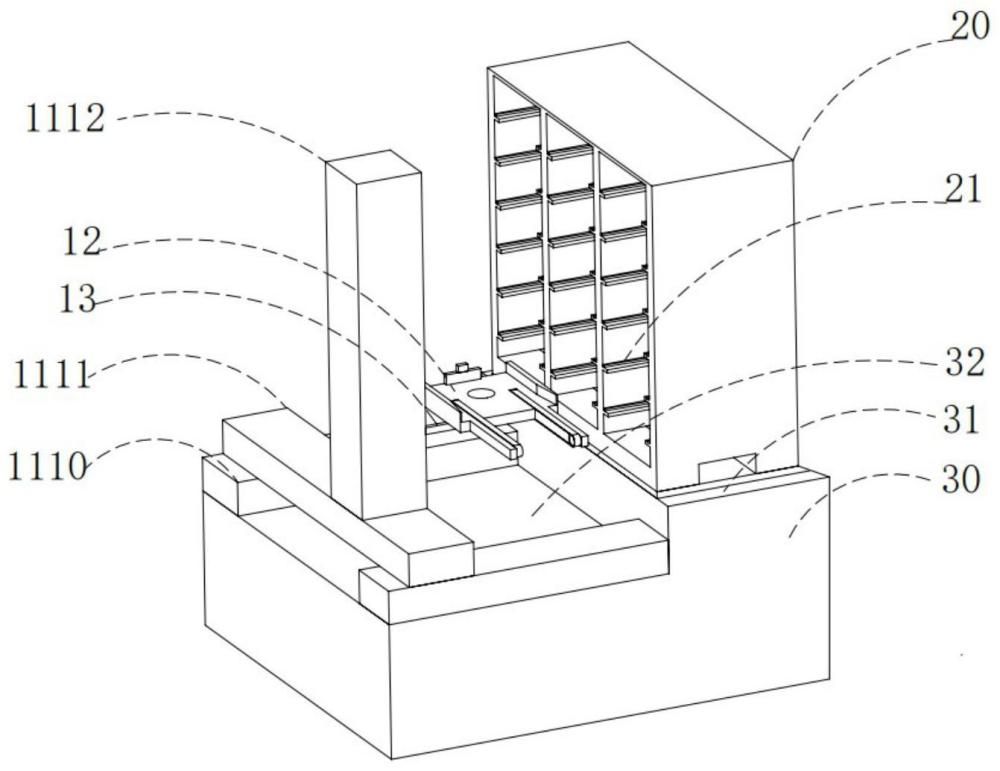
2、根据本发明的第一方面,提供了一种自移动换刀设备,包括:运动底盘,所述运动底盘上设置相邻的第一区域和第二区域;料箱,设置于所述第一区域,所述料箱包括多个用于存储刀盘的仓储位;搬运装置,设置于所述第二区域,所述搬运装置包括运动部和执行部,所述执行部承载所述刀盘旋转运动,所述运动部驱动所述执行部在缓存装置和所述仓储位之间运动。
3、在本发明的一个实施例中,所述执行部设置于所述运动部,所述执行部承载所述刀盘在所述缓存装置方向和所述料箱方向之间旋转运动。
4、在本发明的一个实施例中,所述执行部包括凹槽和设置于凹槽内的执行件,所述执行件沿所述凹槽的开口方向延伸,传送驱动件驱动所述执行件将所述刀盘送入所述凹槽内,或者将所述刀盘送出所述凹槽。
5、在本发明的一个实施例中,所述执行件包括至少两个平行的本体,以及设置于每个本体上的传送件,所述传送驱动件同步驱动每个所述传送件带动所述刀盘沿所述凹槽的开口方向运动。
6、在本发明的一个实施例中,所述凹槽两侧设置有导向件,所述导向件引导所述刀盘进出所述凹槽;所述凹槽的开口的相对侧设置有限位件,所述限位件阻止所述刀盘于所述凹槽内;所述限位件所在一侧设置有感应器,所述感应器用于检测所述凹槽内的刀盘是否到位。
7、在本发明的一个实施例中,所述运动部包括支撑件和移动驱动件,所述执行部设置于所述支撑件,所述移动驱动件驱动所述执行部沿支撑件的三个互相垂直的方向运动。
8、在本发明的一个实施例中,所述支撑件包括导轨、横梁和立柱,所述移动驱动件驱动所述执行部沿导轨的第一方向运动,沿横梁的第二方向运动,沿立柱的第三方向运动,所述第一方向、第二方向、第三方向互相垂直。
9、在本发明的一个实施例中,所述料箱与所述运动底盘之间设置有升降平台,所述料箱底部设置有插入口,所述自移动换刀设备通过所述升降平台和所述插入口更换所述料箱。
10、根据本发明的第二方面,提供了一种自移动换刀设备,包括:运动底盘,所述运动底盘上依次设置相邻的第一区域和第二区域和第三区域;两个料箱,背向设置于所述第一区域,每个所述料箱包括多个用于存储刀盘的仓储位;两个搬运装置,分别设置于所述第一区域两侧的第二区域和第三区域,每个所述搬运装置对应一个所述料箱,每个所述搬运装置包括运动部和设置于运动部上的执行部,所述执行部带动承载的刀盘旋转运动,所述运动部带动所述执行部在缓存装置和所述料箱之间运动。
11、根据本发明的第三方面,提供了一种自移动换刀设备,包括:运动底盘,所述运动底盘上设置有料箱和运动部,所述运动部用于驱动所述料箱升降运动;所述料箱包括多个仓储位,每个所述仓储位用于存放刀盘;每个所述仓储位内设置有执行部,所述执行部用于驱动所述刀盘在所述仓储位内朝缓存装置方向线性往复运动,以将所述刀盘送入所述仓储位,或者将所述刀盘送出所述仓储位。
12、根据本发明的第四方面,提供了一种换刀控制方法,包括如下步骤:
13、s10:控制自移动换刀设备靠近并对准缓存装置;
14、s20:控制执行部装载所述缓存装置上的旧刀盘;
15、s30:控制执行部承载所述旧刀盘运动到对准料箱的仓储位,卸载旧刀盘;
16、s40:控制执行部运动到对准所述料箱的另一仓储位,装载新刀盘;
17、s50:控制执行部承载新刀盘运动到对准缓存装置,卸载新刀盘到所述缓存装置上。
18、在本发明的一个实施例中,所述步骤s30包括:控制运动部带动所述执行部和所述刀盘运动到预定位置,控制执行部承载所述旧刀盘旋转到朝向所述料箱,将所述旧刀盘从执行部卸载到所述仓储位。
19、在本发明的一个实施例中,所述步骤s50包括:控制运动部带动所述执行部和所述新刀盘运动到预定位置,控制执行部承载所述旧刀盘旋转到朝向所述缓存装置,将所述新刀盘从执行部卸载到所述缓存装置。
20、在本发明的一个实施例中,所述自移动换刀设备包括两组搬运装置和料箱,每组所述搬运装置对应一组所述料箱和一个所述缓存装置,两组所述搬运装置同时与两个所述缓存装置更换刀盘。
21、根据本发明的第五方面,提供了一种换刀控制方法,应用于电路板加工设备,包括如下步骤:
22、s210:控制工作台承载刀盘向缓存装置方向运动;
23、s212:控制所述缓存装置的升降组件上升,直至托举所述刀盘;
24、s214:控制所述工作台向背离所述缓存装置的方向运动;
25、s216:控制所述升降组件下降,以使所述刀盘降落至所述缓存装置的缓存架上。
26、在本发明的一个实施例中,所述步骤s210包括:控制所述工作台运动至所述刀盘位于所述缓存装置上方。
27、在本发明的一个实施例中,所述步骤s212包括:控制所述升降组件贯穿所述缓存架上升,直至所述升降组件的上端部抵接所述刀盘的底部,控制所述升降组件继续上升以托举所述刀盘。
28、在本发明的一个实施例中,所述换刀方法还包括:在所述刀盘从自移动换刀设备被转运到所述缓存装置的缓存架后,控制所述升降组件上升;控制所述工作台向所述缓存装置方向移动;控制所述升降组件下降,直至所述刀盘降落至所述工作台上。
29、根据本发明的第六方面,提供了一种电路板加工设备,包括:工作台,所述工作台上设置有刀盘;缓存装置,设置于所述工作台外侧的前挡板上,所述缓存装置包括:底架、升降组件和缓存架,所述底架和所述缓存架固定设置于所述前挡板;所述升降组件从所述底架向所述缓存架延伸,并贯穿所述缓存架做升降运动;所述升降组件上升时,穿过所述缓存架,在所述缓存架上方托举所述刀盘;所述升降组件下降时,所述刀盘跟随下降,直至所述缓存架托举所述刀盘。
30、本发明的自移动换刀设备、换刀控制方法及电路板加工设备,有益效果在于:(1)实现了全自动的更换刀盘,不停机,提高了电路板加工设备的加工效率;(2)成本更低,通过执行部和运动部即可改变刀盘位置和角度,配上缓存装置,以最低的成本更换了刀盘;(3)提高效率,可两侧更换刀盘,对于面对面排布的电路板加工设备车间来说,自移动换刀设备不需掉头,即可依次更换两侧电路板加工设备的刀盘。
31、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
- 还没有人留言评论。精彩留言会获得点赞!