一种四轴联动激光铣床分类加工表面微结构方法
本发明属于激光加工领域,涉及一种四轴联动激光铣床分类加工表面微结构方法。
背景技术:
1、风扇系统是大涵道比航空发动机的核心部件,其中发动机叶片的高质制造是保障发动机高性能服役的基础与前提。为提升航空发动机总体运行效能,降低叶片在高速流场工况下的表面粘滞阻力是关键。结合流场控制理论和仿生结构理论,在叶片表面布置具有减阻增效的特殊仿生微结构,是提高发动机总体性能的前沿技术。而钛合金风扇叶片具有面域大、面型复杂、扭曲度高等结构特点,所设计的表面减阻微结构形貌随叶片曲率变化而不断改变,传统机械加工方法加工效率低下,易对叶片表面形成加工损伤,且无法满足此类复杂轨迹的无干涉加工。而激光加工具有高精度,高柔性,高可靠性,高灵活性和非接触式加工等优点,能有效避免以上问题,在钛合金风扇叶片表面微结构制造领域显现出极高潜力。据此,如何形成高质高效叶片表面微结构激光加工方法是国内外长期探究的重点方向。
2、为满足大涵道比涡扇发动机减阻增效的需求,在风扇叶片表面按一定规律布置微结构是有效解决方案。将激光器与多轴联动数控机床结合,沿微结构发展方向生成激光扫描轨迹,是目前应用最广泛的复杂曲面表面微结构成型方法。现有技术文献1陈旻甲等人专利公开号cn217633089u的专利“一种具有减阻微结构的离心泵叶片”,通过在叶片上前缘附近设置鱼鳞形沟槽结构,提高流体在进入叶轮流道时的稳定性,改善前缘处的压力降大小,减小了叶片附近的粘性阻力和雷诺应力,但减阻微结构的设计并未考虑加工难度。技术文献2占小红等人专利公开号cn114871585a的专利“一种多激光耦合的三维复杂曲面多尺度结构制造设备及方法”,能够对三维复杂曲面进行自由加工,还可同时制造宏观尺度和微纳尺度表面结构,从而实现三维复杂曲面多尺度结构的高效高精度制造,但加工微结构的精度提升仍受制于光矢不能任意改变的情况。
技术实现思路
1、本发明面向发动机叶片表面减阻微结构难加工问题,旨在结合激光加工优势的同时,提出一种兼顾机床特性和微结构分布特征的分类分区的加工方法,提高叶片表面微结构的加工质量。首先基于等弧长投影法在叶片表面建立微结构模型,并依托最小角定理规划四轴激光机床加工微结构的刀轨。其次,计算激光入射角与扫描方向角,基于激光倾斜入射功率密度分布,求解激光倾斜加工微结构轮廓,探究激光入射角和扫描方向角对激光加工结果的影响。最后开展针对激光加工公差的多工艺参数全局敏感度分析,以激光加工公差是否超出限制为准则,完成叶片表面减阻微结构分类,并最终实现叶片表面微结构的激光制备。该方法充分发挥四轴联动激光铣床的优势,设置了合理的加工策略,弱化了激光入射角的影响,是实现叶片表面微结构高质成型的有效手段,对实际应用的大涵道比涡扇发动机风扇叶片表面减阻微结构形/性可控制造具有重要参考意义。
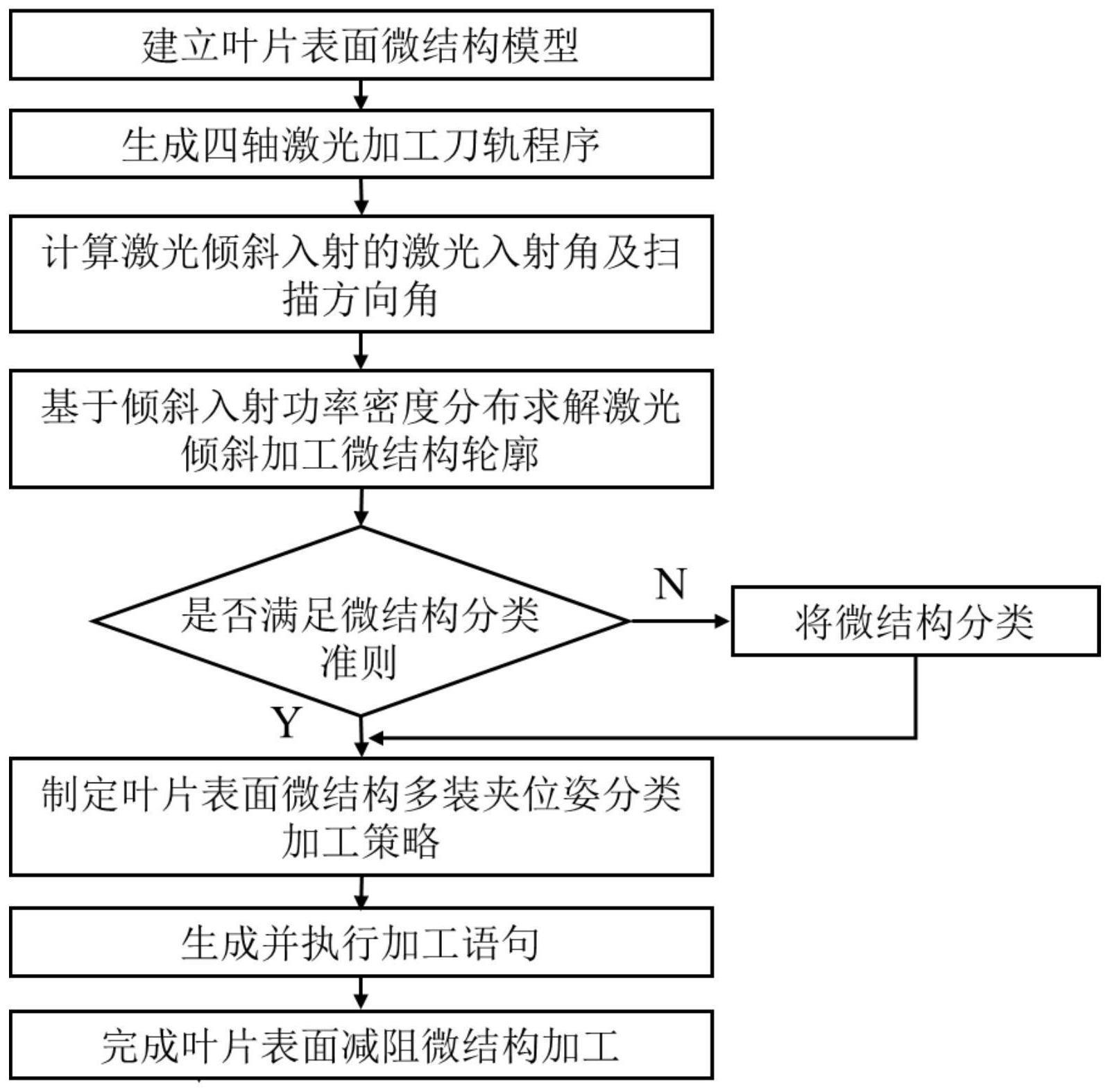
2、本发明采用的技术方案是一种四轴联动激光铣床分类加工表面微结构方法,其特征在于,该方法首先基于等弧长投影法在叶片表面建立微结构模型,规划四轴激光机床加工微结构的刀轨;计算激光入射角与扫描方向角,基于激光倾斜入射功率密度分布,求解激光倾斜加工微结构轮廓,探究激光入射角和扫描方向角对激光加工结果的影响;之后开展针对激光加工公差的多工艺参数全局敏感度分析,以激光加工公差是否超出限制为准则,完成叶片表面减阻微结构分类;最后在典型复杂叶片类零件表面进行四轴激光加工。方法具体步骤如下:
3、步骤一、建立叶片表面微结构模型及加工刀轨程序
4、1)微结构的二维几何图形映射
5、基于等弧长投影法,将平面图形上的线性长度以弧长相等的原则映射到曲面上,保证曲面上的投影长度与二维平面上的图形长度相等,即在进行多道微结构投影时能有效保证叶片表面上的微结构宽度和间距与二维设计一致。之后在ug软件建模中,利用等弧长投影法建立含有表面微结构的叶片模型。
6、2)生成四轴激光加工刀轨程序
7、所用四轴联动激光铣床存在服从笛卡尔坐标系的x、y、z三个方向的移动轴和一个绕x轴旋转的回转轴,将生成的含有微结构表面的叶片模型导入至ug加工模块,激光光矢限制在yoz平面及其平行面上。为尽量减小激光入射角,光矢通过曲面上激光作用点处的法矢在垂直于回转轴的平面投影来确定。在ug中生成叶片表面微结构的五轴激光加工轨迹,其中激光光矢垂直于部件,获取曲面法矢与光矢的信息。利用后处理器生成四轴加工刀位点文件,将上述刀轨文件导入至四轴联动激光铣床,即可生成叶片表面微结构四轴激光加工程序。
8、步骤二、计算激光入射角和扫描方向角,求解激光倾斜入射靶材表面激光功率密度分布;
9、所用激光为连续激光,因为叶片的复杂面型,微结构加工需要采用激光倾斜加工的方法。激光倾斜入射致使激光光斑畸变为椭圆形,定义激光光矢与靶材平面法矢的夹角为激光入射角θ,椭圆形光斑短半轴仍为光斑半径w0,长半轴a与激光入射角θ有关,结合激光束的传播路径双曲线方程,畸变后椭圆光斑的长半轴a满足:
10、
11、其中,λ为激光波长,且根据式(1)可得:
12、
13、在激光作用点处创建垂直于靶材法矢的切平面,光矢在该切平面上的投影方向即为椭圆光斑的畸变方向,定义激光扫描方向与光斑畸变方向的夹角为扫描方向角α,在该切平面上以激光作用点o为原点,扫描方向为xα轴正方向建立坐标系oxαyα,结合长半轴a与激光入射角θ关系和激光垂直入射时激光光斑的功率密度分布,椭圆光斑范围内的功率密度分布为:
14、
15、其中,x,y分别为倾斜入射后激光光斑范围内的点在坐标系oxαyα中的坐标,pθ为椭圆光斑的峰值功率密度,可由激光器输出功率pout求解得到:
16、
17、对于连续激光,激光光斑的不同位置功率密度分布曲线均为期望和方差相同的高斯函数,激光光斑的各位置功率密度累加后,激光作用的综合功率密度期望和方差仍保持不变,幅值因叠加而增大,此外各个待加工位置的受激光辐照作用相同,因此各位置的激光功率密度分布相同。沿激光扫描方向,将椭圆形光斑等效为矩形光斑,将光斑范围内的激光功率密度沿扫描方向积分后均分,垂直扫描方向各加工截面的激光功率密度分布函数py求解方法为:
18、
19、其中,l为椭圆激光光斑沿扫描方向的长度,可通过光斑半径w0,激光入射角θ,以及扫描方向角α求得:
20、
21、激光倾斜入射后激光光斑沿加工方向移动时,其等效矩形光斑功率密度仍为高斯分布函数。因此,激光光斑的各个截面相继作用于待加工位置,可视为多个功率密度为py的矩形光斑累加,靶材表面实际激光功率密度为:
22、
23、式中,wy定义为等效光斑半径。
24、步骤三、连续激光倾斜入射加工微结构轮廓求解
25、基于激光倾斜入射靶材表面激光功率密度分布,即可进行连续激光加工微结构轮廓求解。激光作用于金属靶材发生能量传递,主要表现为热量累积于金属表面导致其温度升高。该传热过程可由以下微分方程描述:
26、
27、其中,cp为金属比热容,ρ为靶材密度,k为热导率,t(z,t)为时刻t深度z处金属温度,p(z,t)为时刻t深度z处金属受到激光作用的功率密度,δ(z)为delta函数。delta函数的引入表明靶材在激光的作用下,仅存一个热源,对上式做积分变换,求解微分方程得:
28、
29、其中,f=k/ρcp为材料热扩散系数,erfc(z)为余项误差函数,t0为室温。令z=0,可以计算得到靶材表面温度tsurface为:
30、
31、其中,t为激光加热时间,当激光以速度v匀速扫描时,对于某一截面,激光加热时间为:
32、
33、当金属靶材表面温度达到熔点tm时,即tm=tsurface,可计算得到在激光作用下金属不熔化的最大允许功率密度pth为:
34、
35、在连续激光加工过程中,存在与激光同轴的高速高压气体持续冲击靶材表面,该气体与激光加热后的高温靶材存在对流换热作用,导致靶材温度降低。将同轴气体对靶材的降温作用等效为冷源,其与激光热源共同作用后的总功率密度超过金属不熔化最大允许功率密度时,金属靶材发生固态到液态的转变,基于能量守恒定律,同轴气体存在条件下激光加工功率密度平衡关系表达为:
36、(1-β)ps-pair=pth (13)
37、其中,β为材料对入射激光的反射率,pair为同轴气体降温的功率密度。根据实际加工经验,激光的同轴气体气压超过10bar,高压空气对熔化的液态金属材料有极强的吹除作用,因此可做出金属材料熔化后立即被气体吹走的假设,此时激光与气体直接作用的材料表面温度保持为熔点温度。因此,联立式(12)和式(13),得到同轴气体作用下连续激光加工微结构截面宽度计算公式为:
38、
39、其中,hc为金属靶材与气体的对流换热系数,由上式得到连续激光加工微结构截面宽度d为:
40、
41、固体金属靶材连续激光加工过程可分为两个阶段,第一阶段靶材吸收热量到达熔点,第二阶段靶材克服熔化热由同温度固体熔化为同温度液体,进而被同轴气流吹走,因此根据热能平衡原理,考虑激光光斑经过长l的距离,有下式:
42、mhf=[(1-β)ps-pair-pth]st (16)
43、其中,m为去除金属质量,hf为熔化潜热,s是激光去除面积。在微结构最大深度,即激光功率密度峰值处,取一小微元宽度δa,其加工深度为h,联立式(12)、式(13)和式(16),有:
44、
45、求解得到连续激光加工微结构深度h为:
46、
47、联立微结构宽度d和微结构深度h方程,即可求解在激光倾斜入射条件下,激光入射角θ和扫描方向角α存在时,连续激光加工微结构轮廓。
48、步骤四、叶片表面微结构分类
49、基于已生成的四轴联动激光铣床加工叶片表面微结构程序和连续激光倾斜加工微结构轮廓求解方法,利用sobol全局敏感度分析方法辨识四轴联动激光铣床加工过程中影响微结构尺寸精度的关键因素,以当前装夹位姿下每条微结构上最大尺寸变化是否超出激光加工公差为准则进行微结构分类,通过调整装夹位姿的方式保证各类微结构的加工结果满足精度要求。
50、定义激光倾斜入射工况下激光加工公差为:
51、
52、其中,a和b分别是激光加工微结构深度和宽度公差,δh是微结构实际加工深度与设计深度之差,δd是微结构实际加工宽度与设计宽度之差。为了保证风扇叶片表面微结构的减阻性能,要求尽可能使实际加工微结构尺寸与设计尺寸接近,并给定限值amax和bmax。
53、在四轴联动激光铣床加工叶片表面微结构过程中,找到对a和b影响最大的因素并进行控制是提高微结构加工精度的关键。在a和b的计算模型中,激光器输出功率、激光扫描速度、激光入射角和扫描方向角四个因素对a和b的影响相互耦合,基于该特点,利用sobol全局敏感度分析方法辨识加工过程中影响微结构尺寸精度的关键因素。依加工经验设置激光功率、扫描速度、激光入射角和激光扫描方向角的取值空间和采样点数;再分别计算a和b对各影响因素的一阶敏感度,得到激光入射角和扫描方向角对a有重大影响,扫描方向角对b有重大影响。
54、通过改变装夹位姿的方式,使各类微结构加工时的激光入射角在合理范围内在一定程度上保证微结构形状的规整性。计算激光入射角θ和扫描方向角α存在时的每道微结构尺寸的a和b,再将每道微结构上各激光作用点中最大a和b作为该道微结构的特征值,以微结构整体为单位进行分类,即每类微结构中包含整数道微结构。在多装夹位姿四轴联动激光铣床分类加工叶片表面微结构过程中,需尽量减小装夹位姿更换次数,减小因二次装夹带来的误差。
55、在初始装夹位姿下保证最多数量微结构的特征值小于amax和bmax,这些微结构作为组1,其余不满足条件的微结构作为组2,绕y轴旋转一定角度改变装夹位姿,保证当前位姿下组2中最多数量微结构的特征值小于amax和bmax,其余不满足条件的微结构作为组3,以此类推,直到某组内所有微结构在任何装夹位姿下都无法满足特征值小于amax和bmax条件,对于该组微结构,则利用连续激光倾斜加工微结构轮廓形貌表征方法解算各道微结构设计参数对应的激光参数,在保证各道微结构特征值最小的装夹位姿下进行四轴激光加工。
56、经过上述处理后,即可实现将叶片表面微结构分类,在不同装夹位姿下加工各组微结构,保证所有微结构加工尺寸满足精度要求。
57、步骤五、典型叶片试件表面减阻微结构激光加工
58、利用大光斑尺寸连续激光加工叶片表面微结构,设定加工基准坐标系,通过ug生成复杂曲面表面微结构激光加工轨迹,计算给定微结构尺寸对应的加工参数;在ug中生成待加工叶片的最小包容体作为加工毛坯生成加工程序,采用步骤二中的分类方法对叶片表面微结构进行分类,使用虎钳夹具对待加工叶片进行装夹,并固定于四轴联动激光铣床上。选定三个装夹位姿,分别对应绕y轴旋转角度γi,i=1,2,3,加工时利用正弦虎钳调节绕y轴旋转的角度,沿微结构发展方向进行激光扫描加工。并逐角度生成加工轨迹,利用三维形貌扫描仪对加工的微结构形貌进行测量,最终完成含高质量表面减阻微结构的航空发动机叶片。
59、本发明的显著效果和益处是发明一种将四轴联动激光铣床特性与微结构分类分区方法相结合的加工方法,依据微结构分布特征进行合理的分类分区,弱化激光入射角的影响,充分发挥四轴联动激光铣床优势,提高叶片表面微结构的加工质量。探究激光入射角和扫描方向角对激光加工结果的影响,开展针对激光加工公差的多工艺参数全局敏感度分析,以激光加工公差是否超出限制为准则,完成叶片表面减阻微结构分类,并最终实现叶片表面微结构的激光加工制备。该方法泛用性强、计算过程简单、加工质量高,将激光辐照特点与四轴联动机床结合,对实际应用的发动机风扇叶片表面减阻微结构形/性可控制造具有重要参考意义。
- 还没有人留言评论。精彩留言会获得点赞!