车架激光自动焊接系统及方法与流程
本申请涉及自动生产,尤其是涉及一种车架激光自动焊接系统及方法。
背景技术:
1、为减低制造、运输的成本和难度,通常进行分段铸造,最后通过对车架铸造件进行焊接,完成整个车架的生产。
2、现有的车架焊接主要采用人工进行焊接。人工焊接容易出现焊接气泡导致焊道出现裂纹的情况,从而造成需要补土的成本浪费。且人工焊接的生产效率低、安全隐患高,已无法满足现有的生产需求。
技术实现思路
1、有鉴于此,本申请提供了一种车架激光自动焊接系统及方法,以解决人工焊接带来的焊接工艺缺陷问题。
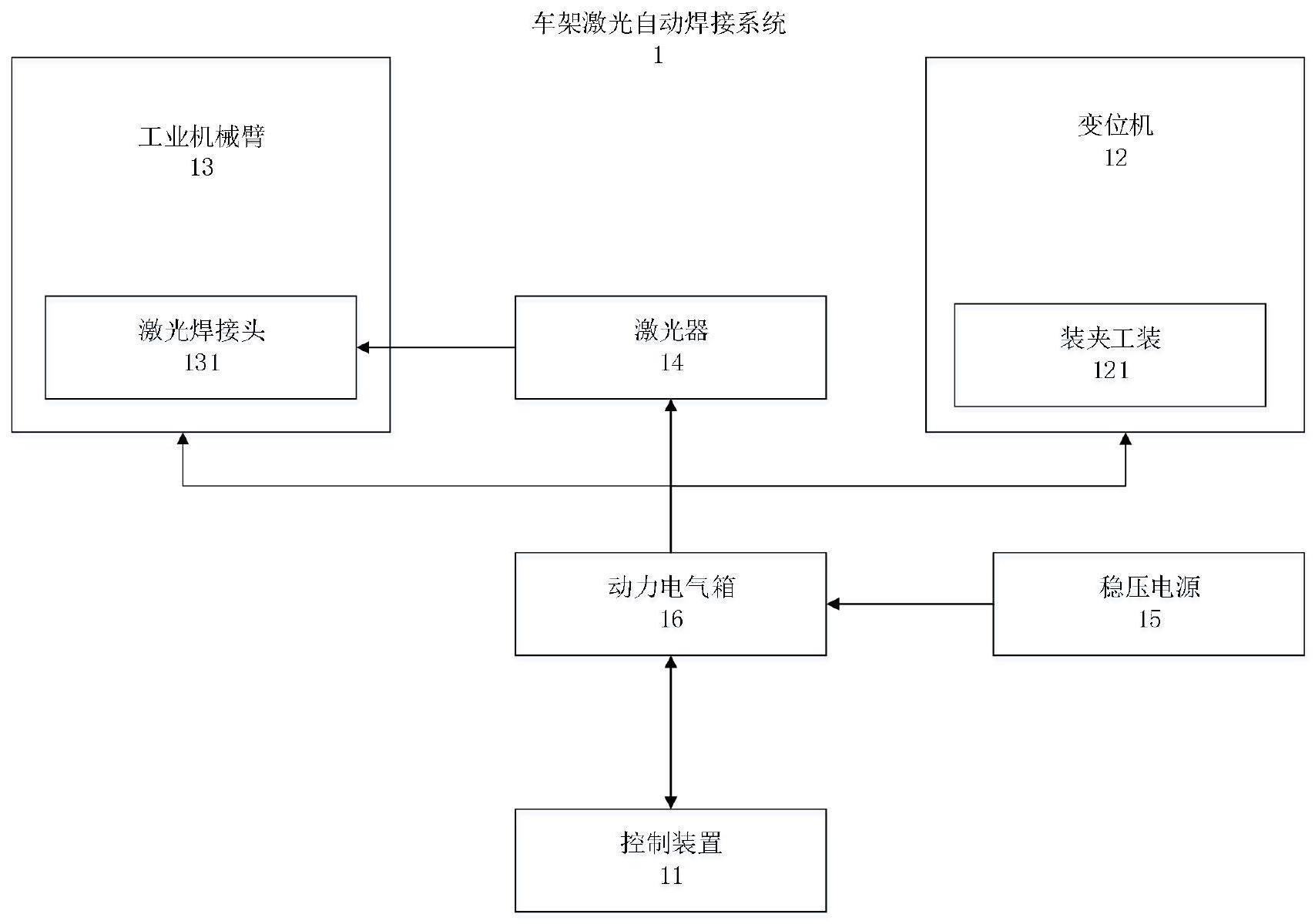
2、本申请第一方面提供了一种车架激光自动焊接系统,所述系统包括:
3、控制装置;
4、装夹工装,用于装夹待焊接的车架,并精确定位所述车架上需进行焊接的焊接点;
5、激光器,用于输出焊接激光;
6、变位机,固定连接所述装夹工装;
7、工业机械臂,用于与所述变位机根据预设的焊接工艺参数联动控制所述装夹工装进行移动,来带动所述焊接点进行移动;
8、激光焊接头,设置在所述工业机械臂上,用于使用所述焊接激光对所述焊接点进行焊接。
9、在一个可选的实施方式中,所述激光器为双波长熔覆激光器。
10、在一个可选的实施方式中,所述系统还包括:
11、保护气瓶,用于根据所述焊接工艺参数输出保护气体。
12、在一个可选的实施方式中,所述系统还包括:
13、水冷机,用于对所述激光器进行冷却。
14、在一个可选的实施方式中,所述水冷机向所述激光器注入的冷却液温度在20°c以上。
15、在一个可选的实施方式中,所述系统还包括:
16、稳压电源及动力电气箱。
17、本申请第二方面提供了一种车架激光自动焊接方法,所述方法包括:
18、将待焊接的车架固定在装夹工装上,并通过所述装夹工装精确定位所述车架上需进行焊接的焊接点;
19、激光器上电并输出焊接激光;
20、通过工业机械臂及变位机根据预设的焊接工艺参数联动控制所述装夹工装进行移动,来带动所述焊接点进行移动;
21、通过激光焊接头使用所述焊接激光对所述焊接点进行焊接。
22、在一个可选的实施方式中,所述方法还包括:
23、通过水冷机对所述激光器进行冷却处理;及/或
24、通过保护气瓶输出保护气体。
25、在一个可选的实施方式中,在所述将待焊接的车架固定在装夹工装上之前,所述方法还包括:
26、对所述车架上的所述目标位置处进行清理,并通过所述激光焊接头进行光路检查。
27、在一个可选的实施方式中,所述方法还包括:
28、在焊接完成之后,对所述车架进行打磨抛光处理。
29、本申请提供的车架激光自动焊接系统及方法通过控制装置控制激光器包括控制装置,变位机,与所述变位机固定连接的装夹工装,工业机械臂,设置于所述工业机械臂上的激光焊接头以及激光器,待焊接的车架装夹于所述装夹工装上之后,通过控制所述激光器输出激光,并通过控制所述工业机械臂及所述变位机基于预设的焊接工艺参数进行联动移动装夹工装,从而带动焊接点进行移动,最后通过所述激光焊接头对所述待焊接车架进行焊接,从而实现所述待焊接车架的焊接。本申请通过车架激光自动焊接系统进行自动焊接从而减少人工参与,提高奥焊接的进度及减少成本浪费。
技术特征:
1.一种车架激光自动焊接系统,其特征在于,所述系统包括:
2.根据权利要求1所述的车架激光自动焊接系统,其特征在于,所述激光器为双波长熔覆激光器。
3.根据权利要求1所述的车架激光自动焊接系统,其特征在于,所述系统还包括:
4.根据权利要求1至3中任意一项所述的车架激光自动焊接系统,其特征在于,所述系统还包括:
5.根据权利要求4所述的车架激光自动焊接系统,其特征在于,所述水冷机向所述激光器注入的冷却液温度在20°c以上。
6.根据权利要求5所述的车架激光自动焊接系统,其特征在于,所述系统还包括:
7.一种车架激光自动焊接方法,其特征在于,所述方法包括:
8.根据权利要求7所述的车架激光自动焊接方法,其特征在于,所述方法还包括:
9.根据权利要求7或8所述的车架激光自动焊接方法,其特征在于,在所述将待焊接的车架固定在装夹工装上之前,所述方法还包括:
10.根据权利要求7或8所述的车架激光自动焊接方法,其特征在于,所述方法还包括:
技术总结
本申请涉及自动生产技术领域,提供了一种车架激光自动焊接系统及方法,该系统包括控制装置,变位机,与所述变位机固定连接的装夹工装,工业机械臂,设置于所述工业机械臂上的激光焊接头以及激光器,待焊接的车架装夹于所述装夹工装上之后,通过控制所述激光器输出激光,并通过控制所述工业机械臂及所述变位机基于预设的焊接工艺参数进行联动移动装夹工装,从而带动焊接点进行移动,最后通过所述激光焊接头对所述待焊接车架进行焊接,从而实现所述待焊接车架的焊接。本申请通过车架激光自动焊接系统,实现了车架铸造件的激光自动化焊接,减少了人为焊接的生产成本浪费。
技术研发人员:贾平
受保护的技术使用者:优贝(天津)自行车有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!