一种可变内径液压温式拉拔设备的制作方法
本发明涉及铝管成型,尤其涉及一种可变内径液压温式拉拔设备。
背景技术:
1、铝管成型指的是通过拉拔等方式进行铝管直径的成型。目前在进行同一铝管不同段不同直径加工时,常需要借助两个成型装置才能完成成型。并且成型时为了方便操作常在其外壁和内壁上涂覆相应的拉拔油,而拉拔油的存在还需要后期对其进行清理。同时在进行拉拔时通常采用吊运装置进行铝管的整体搬运转移,从而降低了成型加工时的效率。
技术实现思路
1、本发明提供了一种可变内径液压温式拉拔设备,以解决上述现有技术的不足,能够自动地进行铝管的可变内径的拉拔成型,提高了铝管拉拔成型的效率,具有较强的实用性。
2、为了实现本发明的目的,拟采用以下技术:
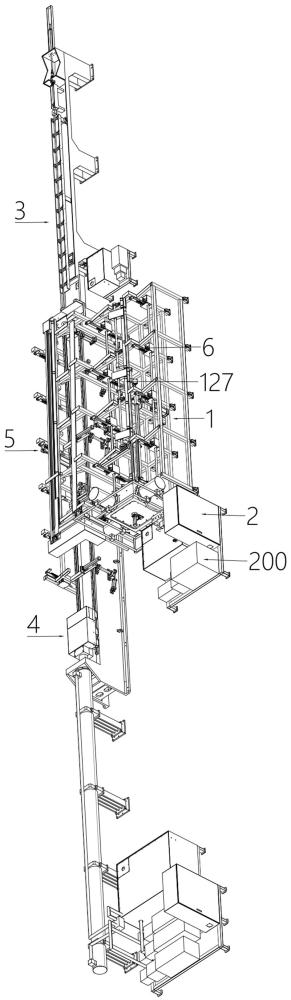
3、一种可变内径液压温式拉拔设备,包括上料单元,上料单元的一端设有缩头机,上料单元的一侧设有拉拔机,拉拔机的一端设有内模控制装置,拉拔机的一侧设有放置架。上料单元用于向缩头机推送铝管,以通过缩头机对铝管的一端进行缩头,上料单元还向拉拔机的上方推送铝管,并且使铝管的一端向下倾斜,以使内模控制装置穿设于铝管内,内模控制装置上设有内模头,内模头穿于铝管内以控制铝管的内径大小,拉拔机的一端设有拉拔外模,拉拔时铝管的缩口端被拉拔机夹持,且铝管的缩口端穿于拉拔外模内,并通过拉拔机的拉拔拉动铝管穿过拉拔外模和内模,以对铝管进行拉拔成型,放置架用于放置拉拔后的铝管。上述的上料单元能够自动地进行铝管的转移,其能将铝管推至缩头机处进行铝管一端的缩口,从而方便通过拉拔机对铝管的一端进行夹持,并进行拉拔操作。其次上料机构还能自动地将铝管转移至拉拔机的上方,从而方便操作人员将内模穿设在铝管内而进行拉拔操作。同时在拉拔时能够使铝管从缩口端穿过拉拔外模,进而进行铝管的拉拔成型。而所设置内模控制装置,当在拉拔成型时,可将铝管套设在其上的内模上,进而进行拉拔操作,同时为了方便进行套设其能够使内模倾斜一定角度。拉拔机不仅能拉动铝管进行运动,同时还方便进行成型后铝管的下料。放置架能对拉拔后较热的铝管进行放置。
4、进一步地,上料单元包括第一安装架,第一安装架的上端安装有多个第一斜板,第一斜板的内侧端向下倾斜延伸,第一斜板的内侧端安装有第二安装架,第二安装架的上端设有多个第二斜板,第二斜板的内侧端向下倾斜延伸,且第二斜板的高度高于第一斜板的高度,第二安装架上安装有提升机构,第二安装架的内侧设有第三安装架,第三安装架上端安装有横杆,横杆上安装有第一v型板,进料时铝管放置于第一v型板上,第三安装架的上端内侧设有多个第三斜板,第三斜板的内侧端向下倾斜延伸,第三安装架的内侧安装有第四安装架,第四安装架的上端外侧安装有多个第四斜板,第四斜板的内侧端向下倾斜延伸,且第四斜板的高度高于第三斜板的高度。第四安装架上也安装有提升机构,提升机构位于第四斜板与第三斜板之间。第一斜板能使放置在其上的铝管向第一v型板进行滚动,从而避免在放置时出现铝管掉落的问题,当然铝管向第一v型板滚动需要提升机构的上顶作用才能实现。第二斜板能够使缩头完成的铝管在另外一个提升机构的带动下向第三斜板运动,并且沿着第三斜板滚动至第四安装架的外侧,并在提升机构的上顶作用下运动至第四斜板上,最终运动至拉拔机的上方。通过上述各个斜板的设置,能确保铝管转移时不会发生掉落,从而提升了安全性,同时由于还设置了多组提升机,从而方便将铝管转移至拉拔机的上方。
5、进一步地,为了方便将铝管的一端穿设在缩头机内,因此设置了下述结构部件。第三安装架的上端安装有进料油缸,进料油缸的另一端铰接有第一铰接头,第一铰接头的上端安装有推送下板,推送下板的下端安装有一对第一滑套,第一滑套内穿设有导轨,导轨安装于第三安装架上,推送下板上安装有双向油缸,双向油缸上安装有一对夹持块,夹持块的内壁成型有v型槽,v型槽的设置提高了夹持的稳定性。双向油缸的两侧分别设有第二v型板,推送时,夹持块对铝管进行夹持,且第二v型板对铝管进行限位。通过第二v型板的限位作用,能够确保铝管正对缩头机。
6、进一步地,为了方便将缩口后的铝管从第二v型板转出,并且方便后续对铝管进行搬运转移,因此设置了第三安装架的下端安装有第一铰接座,第一铰接座上铰接有第二油缸,第二油缸的另一端铰接有第一转板,第一转板的另一端设有第一转轴,第一转轴的两端分别安装有转动臂,转动臂的另一端设有第二转轴,第二转轴上设有多个第一转动座,第一转动座安装于第三安装架的上端,第二转轴上设有多个第二转板,第二转板的外侧端弯折设有端挡板,端挡板与第二转板构成一个v型结构件,且铝管在出料时,位于端挡板与第二转板所形成的v型结构件内。通过所形成的v型结构件,一是在进行缩口时对铝管起着限位的作用,二是在进行移出时,通过v型结构件的转动,可将铝管转移至第三安装架上,从而方便进行铝管的转移作业。
7、进一步地,为了能够使转移至拉拔机上方的铝管其一端朝下,因此在第四安装架的上端一端安装有第二转动座,第二转动座上转动设有导料斜板,导料斜板的另一端安装有第二铰接头,第二铰接头的下端铰接有第三油缸,第三油缸的下端铰接设于第四安装架上,第四安装架上端设有多个第五斜板,第五斜板位于导料斜板的内侧,第五斜板的内侧端向下倾斜延伸,第五斜板的内设有第三v型板,第三v型板安装于第四安装架的上端。第五斜板的设置能使铝管进入第三v型板内,进而方便推动铝管向外运动。
8、进一步地,为了能够自动地将铝管套设在内模上,因此在第四安装架的一端安装有推送电机,推送电机的输出轴连接有驱动链轮,驱动链轮上设有驱动链条,驱动链条的另一端设有从动链轮,第四安装架的内侧设有一对推送链轮,推送链轮通过链条传动,且其中一个推送链轮通过一根联动轴设于从动链轮上,链条上设有滑动件,滑动件的下端穿设有推送导轨,推送导轨安装于第四安装架的上端,滑动件上安装有推送板,推送板的另一端设有三角推板,三角推板在第三v型板内运动。本方案采用的是载荷较大的链轮和链条传动,从而确保能够将铝管套设在内模上。
9、进一步地,缩头机包括第五安装架,第五安装架的上端安装有矩形壳体,矩形壳体的前后壁上开设有穿孔,矩形壳体的四个侧壁上均安装有液压缸,第五安装架的一侧设有第一液压站,第一液压站通过管道连接于各个液压缸上,矩形壳体的各个内壁上安装有导向底板,导向底板上滑动设有缩口块,缩口块分别安装于液压缸的活动端上,缩口块的一侧开设有第一斜面,缩口块的另一侧上成型有第二斜面,第一斜面与第二斜面相对设置,其第一斜面所在的面上开设有避让槽,第二斜面所在的面上设有安装孔,液压缸的活动端安装于安装孔内。矩形壳体的前壁上安装有导料管,导料管呈喇叭状结构,且导料管的外侧端为大端。矩形壳体的后壁上安装有外推液压缸,外推液压缸正对于穿孔。第一斜面和第二斜面的设置,在缩口时,相邻两个缩口块能够相比避让。而避让槽的设置主要为了对液压缸的活动杆进行避让,通过上述两者的设置,可扩大缩口块的运动范围,并且显著地提升缩口效果。而呈喇叭状的导料管,能预先对铝管进行收缩,从而方便进行收缩操作。
10、进一步地,内模控制装置包括多个支撑座,支撑座上端安装有长条底板,长条底板的外侧端安装有安装座,安装座的外侧端安装有控制油缸,控制油缸的内侧端铰接有中连杆,安装座的内侧端开设有u型槽,中连杆的根部位于u型槽内,中连杆上设有一对卡盘,卡盘位于安装座的内外两侧,中连杆的另一端铰接有芯杆,内模头设于芯杆的另一端,长条底板上安装有中撑座,中撑座用于中连杆的水平支撑。长条底板上安装有第三转动座,第三转动座上转动设有第三转板,第三转板的上端安装有导料凹件,导料凹件上设有多个滚轮,滚轮上设有v型环槽,导料凹件的另一端铰接有第四油缸,第四油缸的下端铰接的设于其中一个支撑座上。第四油缸的设置能够使芯杆呈倾斜状态,从而方便将内模穿设在铝管内。而所设置的u型槽、卡盘等,当在进行操作时,能够使芯杆呈严格的水平状态。而控制油缸的设置可适应性地将内模推送至拉拔外模中,从而进行变径拉拔操作。具体的拉管动力头位置由磁尺控制,当需要小尺寸内径时,小尺寸模具移动到外模工作带内,当需要大尺寸内径时,拉管动力头停止,芯杆向前移动,大尺寸模具移动到外模工具带内,这样即可实现一段内径小,另一段内径大的铝管的拉拔操作。
11、进一步地,拉拔机包括拉拔台,拉拔台的一端设有拉拔油缸,拉拔油缸的另一端设有第二液压站,第二液压站连接于拉拔油缸,用于控制拉拔油缸,拉拔油缸的另一端安装有夹具,夹具采用液压夹持的方式对铝管的缩口端进行夹持,拉拔台上安装有一对拉拔导轨,夹具滑动设于拉拔导轨上,拉拔台的另一端安装有外模安装台,拉拔外模安装于外模安装台上,且拉拔台的另一端上还安装有感应加热炉,感应加热炉连接有控制系统站。感应加热炉距离外模安装台m处,其长度约mm长高频加热线圈,当铝管向前移动时,线圈开始加热,铝管停止移动,线圈也停止加热,温度调节由红外线测温仪控制,加温快慢通过调整高频加热线圈功率来调节。其中所设置的夹具可为一个双向液压缸带动的一对夹持爪,在进行夹持时,可通过夹持爪对铝管的一端进行夹持,并在拉拔油缸的拉动下进行拉拔操作。
12、拉拔台上端开设有一矩形孔,矩形孔处安装有上板,上板的内侧端开设有活动孔,拉拔台上安装有第二铰接座,第二铰接座的另一端铰接有第五油缸,第五油缸的另一端铰接有第四转板,第四转板的另一端设有第三转轴,第三转轴的两端转动设有第四转动座,第四转动座安装于拉拔台上,第三转轴上设有一对第五转动臂,第五转动臂的另一端转动设有顶轮,顶轮上开设有第二v型环槽。通过设置可进行升降运动的顶轮,能确保铝管始终处于水平状态,避免铝管发生变形。
13、拉拔台的内侧下端安装有第三铰接座,第三铰接座上铰接有第六油缸,第六油缸的另一端铰接有第五转板,第五转板的另一端设有竖向轴,竖向轴的两端分别通过第五转动座安装于拉拔台的内侧,竖向轴的上端设有第一转动臂,第一转动臂的上壁内侧端设有楔形块,楔形块的内侧端为小端,第一转动臂的外侧端安装有第七气缸,第七气缸的活动端设有推板,推板的下端套设于楔形块上。通过设置能够转动的第一转动臂和楔形块,当其向内转动时,能使铝管在楔形块上,而后可通过第七气缸将铝管推至放置架上。
14、进一步地,放置架包括第六安装架,第六安装架的上端安装有多个第六斜板,第六斜板的外侧端向下倾斜延伸,第六安装架的外侧也安装有提升机构,第六斜板的设置能够确保铝管放置后的稳定性。
15、提升机构包括第七油缸,第七油缸的上端转动设有第三铰接头,第三铰接头的内侧端设有提升竖板,提升竖板的上端安装于顶升斜板,顶升斜板的外侧端向上倾斜延伸,提升竖板的一侧安装有竖向滑套,竖向滑套上穿有竖向导轨,提升竖板上安装有提升齿条,提升齿条上啮合有提升齿轮,提升齿轮上设有传动中轴,传动中轴上设有转动轴承座,转动轴承座上安装有安装壳体。第六安装架上的提升机构的竖向导轨安装于第六安装架上,且安装壳体也安装于第六安装架上。第四安装架上的提升机构的竖向导轨安装于第四安装架上,且安装壳体也安装于第四安装架上。第二安装架上的提升机构的竖向导轨安装于第二安装架上,且安装壳体也安装于第二安装架上。这种提升机构在进行提升时,可通过一个第七油缸带动多个提升竖板同时向上运动,从而通过顶升斜板对铝管的各处进行支撑,同时也方便将铝管移动至相应的位置处。而顶升斜板在顶升时,能对铝管进行限位,此外还能使铝管朝向指定的方向进行滚动,而实现多个提升竖板同步运动的部件是通过提升齿条和提升齿轮的传动实现的。
16、上述技术方案的优点在于:
17、本发明方便进行铝管的变径拉拔,并且在拉拔时能自动地进行铝管的上料下料,自动进行铝管的缩口,自动进行拉拔操作,从而提升了铝管加工的效率。同时在进行拉拔成型时采用的是高频感应加热,从而瞬时提高铝管的温度,从而对温度升高软化处进行拉拔操作,而采用这种方式能够可在进行拉拔时不使用拉拔油,并且这种拉拔方式还对铝管具有时效强化的作用,因此不需要后期进行时效处理。采用高频感应加热线圈把铝管先加热到160℃再拉拔,不用专用拉拔油,拉拔后的铝管不用清洗可直接使用。
- 还没有人留言评论。精彩留言会获得点赞!