一种高强度板材低应力高性能焊接方法与流程
本发明属于焊接的,尤其涉及一种高强度板材低应力高性能焊接方法。
背景技术:
1、在建筑结构、船舶、桥梁等制造行业的,广泛使用具有较高的抗拉强度、屈服强度、良好耐腐蚀性等综合性能优的q1100-e板材进行焊接,形成具有足够的强度、刚度、耐腐蚀性与耐磨性的结构件,在制造过程中,由于焊接方法、工艺不当,导致出现焊接冷裂纹、焊接热裂纹、焊缝脆化等焊接缺陷,无法正常使用,严重影响高强度板材焊接的质量及服役可靠性。
2、因此,有必要研究一种高强度板材焊接方法,保证不会出现焊接缺陷,焊接后构件机械性能不会降低。
技术实现思路
1、本发明的主要目的在于提供一种高强度板材低应力高性能焊接方法,以解决现有技术中高强度板材焊接质量较差的问题。
2、根据本发明的一个方面,提出一种高强度板材低应力高性能焊接方法,所述高强度板材的长200mm,宽200mm,厚8mm,所述方法包括:对高强度板材进行坡口加工后进行组对,固定于特制工装,依据焊缝位置,均匀装配高能声束激励器;采用机械手氩弧焊对组对后的高强度板材进行焊接,并且在焊接开始的同时打开高能声束激励,对焊接过程中的高强度板材进行应力调控。
3、根据本发明的一个实施例,焊丝直径为1.5mm或2.0mm,焊丝伸出长度15~20mm,焊接速度15cm/min,焊接电流220~240a,焊接电压22~24v,焊枪保护气体ar纯度≥99.9% 。
4、根据本发明的一个实施例,先进行点固焊,再采用断弧交替焊接的方式进行焊接。
5、根据本发明的一个实施例,进行坡口加工时,加工为v型坡口,坡口角度为35°~40°,钝边尺寸为0mm,以及使得组对间隙为1.0~2.0mm。
6、根据本发明的一个实施例,在焊接前,对钢材欲焊部位及两侧各20mm范围内使用无水酒精清理,去除水分、铁锈、油污等杂物。
7、根据本发明的一个实施例,高能声束激励器间隔小于30mm。
8、根据本发明的一个实施例,焊接开始时,同步启动高能声束激励器,高能声束激励器弹簧弹力12~20n,谐振频率20k,输出功率204w,输入电压220v,振幅设置15%。
9、在根据本发明的实施例的一种高强度板材低应力高性能焊接方法中,高能声束激励器采用垂直于焊缝方向进行安装,高能声束激励器与高强度板材之间存在一定压力,确保高能声束无损地注入到焊缝位置。
技术特征:
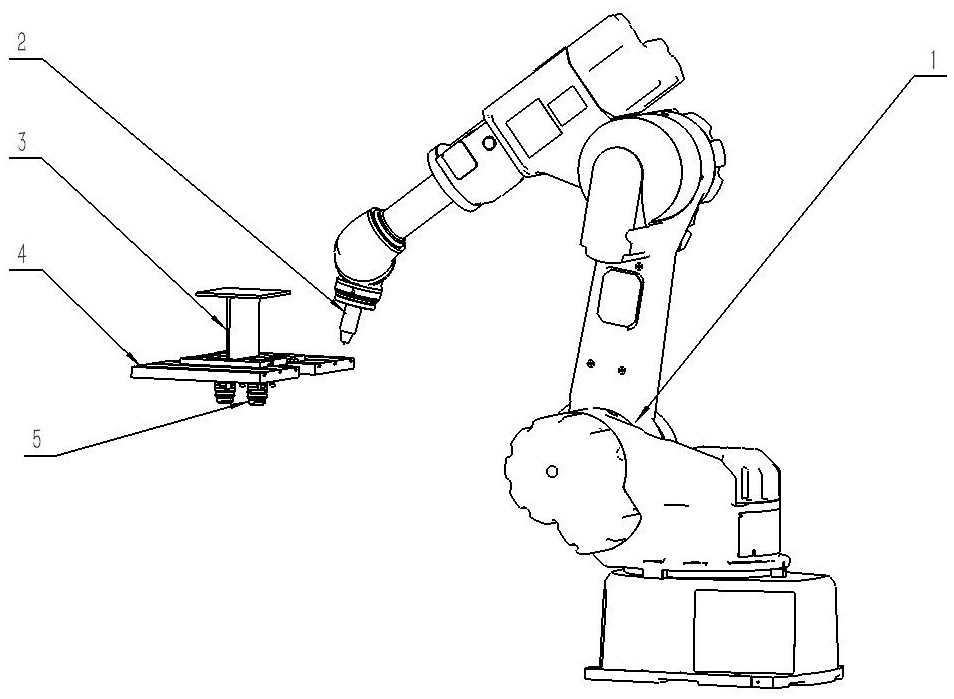
1.一种高强度板材低应力高性能焊接方法,其特征在于,高强度板材(3)长200mm,宽200mm,厚8mm,所述方法包括:对所述高强度板材(3)进行坡口加工后进行组对,固定于特制工装(4),依据焊缝位置,均匀装配高能声束激励器(5);采用机械手(1)夹持焊枪(2)氩弧焊对组对后的高强度板材(3)进行焊接,并且在焊接开始的同时打开高能声束激励器(5),对焊接过程中的高强度板材(3)进行应力调控。
2.根据权利要求1所述的一种高强度板材低应力高性能焊接方法,其特征在于:所述焊枪(2)夹持焊丝直径为1.5mm或2.0mm,焊丝伸出长度15~20mm,焊接速度15cm/min,焊接电流220~240a,焊接电压22~24v,焊枪保护气体ar纯度≥99.9% 。
3.根据权利要求1所述的一种高强度板材低应力高性能焊接方法,其特征在于:所述高强度板材(3)先进行点固焊,再采用断弧交替焊接的方法进行焊接。
4.根据权利要求1所述的一种高强度板材低应力高性能焊接方法,其特征在于:所述高强度板材(3)预焊部位及两侧各15~20mm内应认真清理,去除水分、铁锈、油污。
5.根据权利要求1所述的一种高强度板材低应力高性能焊接方法,其特征在于:所述高能声束激励器(5)高能声束激励器弹簧弹力12~20n,谐振频率20k,输出功率204w,输入电压220v,振幅设置15%。
技术总结
本发明公开一种高强度板材低应力高性能焊接方法,所述高强度钢板材长200mm,宽200mm,厚8mm,所述的方法包括:对高强度钢板材进行坡口加工后进行组对,用特定的工装装置将组对后高强度钢板材的进行固定,装配高能声束激励装置,采用机械手对高强度钢板材进行焊接的同时高能声束激励装置发出的超声波对高强度钢板材进行应力调控。本发明能够利用高能声束激励器对熔池及焊缝等应力集中、应力分布不均匀区域进行均化处理,消除焊接区域的残余应力。
技术研发人员:田志丹,原东杰,陈余人,王鹏
受保护的技术使用者:康硕(山西)低应力制造系统技术研究院有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!