一种车用热气胀成形的管梁结构制造方法及管梁结构与流程
本发明属于车身结构零件加工制造,具体涉及一种车用热气胀成形的管梁结构制造方法及管梁结构。
背景技术:
1、目前,在车身结构的设计中常采用不同厚度与重量的管材相结合搭建主体框架,如对于a柱、b柱、c柱和车门防撞梁等位置采用较厚的管材以保证强度,而其他位置则采用较薄的管材以兼顾轻量化要求。现阶段针对不同管材的连接主要是通过焊接手段实现,存在缺焊漏焊难以杜绝、易断裂以及长期可靠性差等缺点。某些现有技术如cn115151476b中采用了先将相接触的两管坯端部加工成不同管径的插接榫卯后再进行焊接的手段,还利用吹塑成形前的预热来改善管坯的结晶微观结构,能在一定程度上避免直接焊接时可靠性差的缺陷,并得到整体强度较为一致的成品。然而,由于这种方式中相互配合的管端榫卯部分壁厚不同,在加热吹塑或后续使用过程中管材形变率必然不同,故可能造成贴合不良以及焊缝的扩大,从而限制了车身结构产品的质量和性能。
技术实现思路
1、有鉴于此,针对本领域中所存在的技术问题,本发明提供了一种车用热气胀成形的管梁结构制造方法,具体包括以下步骤:
2、步骤一、按照设计管壁和管截面形状,分别通过执行热气胀工艺加工形成待相互连接的第一管坯和第二管坯;第一管坯和第二管坯的具有相同的壁厚;
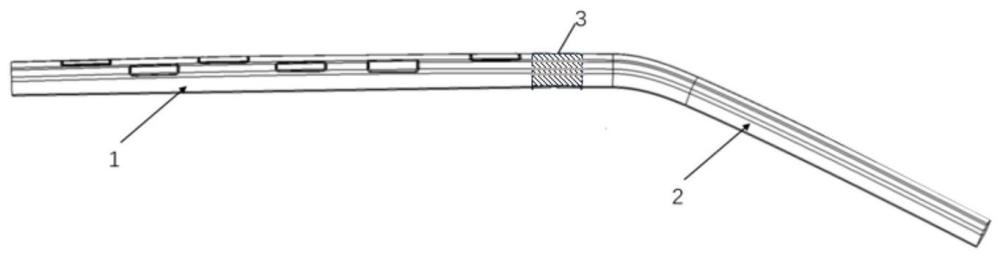
3、步骤二、在第一管坯用于与第二管坯连接的端部周面上开设一工艺缺口,用于在与第二管坯连接时方便其插入;
4、步骤三、将所述第一管坯的工艺缺口端与第二管坯的端部连接,使第一管坯工艺缺口端内表面与第二管坯端部外表面贴合,两管坯之间形成榫卯形式的连接;
5、对第一管坯和第二管坯的连接处外表面进行焊接,得到紧密固连的管梁结构整体;焊接位置仅位于与第一管坯端部边缘垂直的工艺缺口侧边缘,并且不包括与第一管坯端部边缘平行的工艺缺口底边缘;所述侧边缘与底边缘之间的拐角处则可根据需要选择是否进行焊接;
6、步骤四、对管梁结构的外表面及焊接区域进行打磨,得到最终的管梁结构成品。
7、进一步地,在步骤三中,第一管坯和第二管坯的连接处外表面具体执行mag焊接或激光焊实现紧密固连。
8、进一步地,在步骤一中,通过热气胀工艺加工得到两个第一管坯和一个第二管坯,所述第二管坯的两端分别用于与其中一个第一管坯的工艺缺口端相连接。
9、进一步地,在步骤一中,通过热气胀工艺使第二管坯分别插入两第一管坯工艺缺口端之间的管坯中部外壁形成凸起的台阶,用于在第二管坯与第一管坯连接时,所述台阶的两侧分别与一第一管坯的工艺缺口端边缘抵接。
10、进一步地,在步骤一中,通过热气胀工艺使所述台阶处形成与第一管坯相同的管截面形状、内径和外径。
11、相应地,本发明还提供了一种车用热气胀成形的管梁结构,其通过执行前述方法来制造。
12、上述本发明所提供的车用热气胀成形的管梁结构制造方法及管梁结构,利用所设计的管端榫卯连接结构并结合热气胀工艺,可得到结构强度良好的管梁产品,并同时满足轻量化指标,广泛适用于包含了不同管径、壁厚、材料的管材的车身结构件制造。该方法的制造过程中选择先进行热气胀后再焊接的方式,相对背景技术及同类型现有技术能够避免先焊接造成的缺焊漏焊在后续胀形过程中导致漏气现象,从而有效提高了成品率。所设计的具有工艺缺口的榫卯连接形式,可在不降低连接牢固性的前提下使组装与焊接环节更易操作,有助于显著提高大规模生产的效率。
技术特征:
1.一种车用热气胀成形的管梁结构制造方法,其特征在于:具体包括以下步骤:
2.如权利要求1所述的方法,其特征在于:在步骤三中,第一管坯和第二管坯的连接处外表面具体执行mag焊接或激光焊实现紧密固连。
3.如权利要求1所述的方法,其特征在于:在步骤一中,通过热气胀工艺加工得到两个第一管坯和一个第二管坯,所述第二管坯的两端分别用于与其中一个第一管坯的工艺缺口端相连接。
4.如权利要求3所述的方法,其特征在于:在步骤一中,通过热气胀工艺使第二管坯分别插入两第一管坯工艺缺口端之间的管坯中部外壁形成凸起的台阶,用于在第二管坯与第一管坯连接时,所述台阶的两侧分别与一第一管坯的工艺缺口端边缘抵接。
5.如权利要求3所述的方法,其特征在于:在步骤一中,通过热气胀工艺使所述台阶处形成与第一管坯相同的管截面形状、内径和外径。
6.一种车用热气胀成形的管梁结构,其特征在于:通过执行如权利要求1-5任意一项所述的方法来制造。
技术总结
本发明提供了一种车用热气胀成形的管梁结构制造方法及管梁结构,利用所设计的管端榫卯连接结构并结合热气胀工艺,可得到结构强度良好的管梁产品,并同时满足轻量化指标,广泛适用于包含了不同管径、壁厚、材料的管材的车身结构件制造。所设计的具有工艺缺口的榫卯连接形式,可在不降低连接牢固性的前提下使组装与焊接环节更易操作,从而显著提高大规模生产的效率。
技术研发人员:程鹏志,丁振,白洪平
受保护的技术使用者:航宇智造(北京)工程技术有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!