一种带钢产线穿带方法与流程
本申请涉及带钢生产,具体而言,涉及一种带钢产线穿带方法。
背景技术:
1、国内传统冷轧卧式退火炉产线在实际日常运行生产过程中遇到机组检修、故障断带等情况需要进行穿带作业,全线穿带是日常生产组织的重要组成部分,由于产线长、带钢速度薄,造成了穿带困难的情况。
2、因此,急需一种方法来解决穿带困难的问题。
技术实现思路
1、本申请的实施例提供了一种带钢产线穿带方法,以解决带钢产线穿带困难的问题,本方法可以高效的进行带钢穿带,并且可以避免在穿带过程中的造成设备损坏的情况发生。
2、本申请的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本申请的实践而习得。
3、根据本申请实施例的第一方面,提供了一种带钢产线穿带方法,包括:
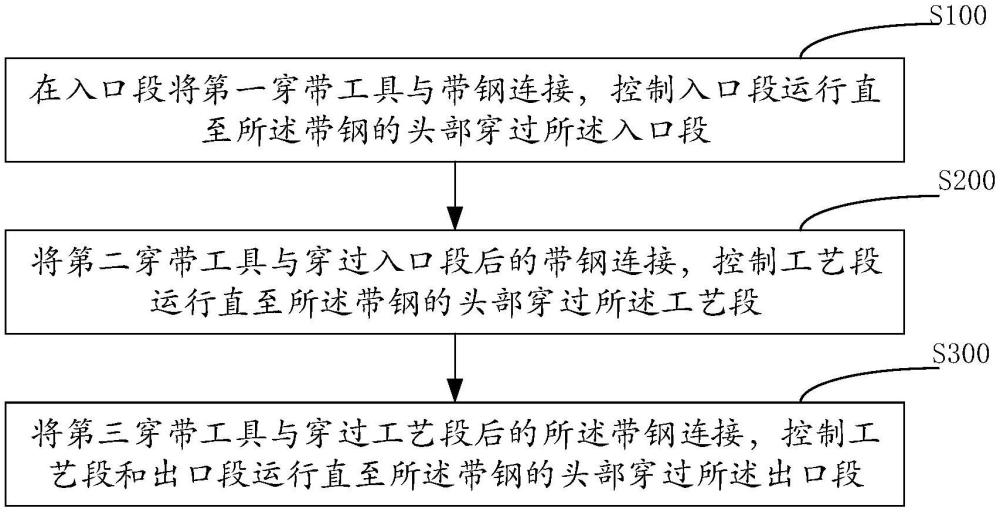
4、在入口段将第一穿带工具与带钢连接,控制入口段运行直至所述带钢的头部穿过所述入口段;
5、在工艺段将第二穿带工具与穿过入口段后的带钢连接,控制工艺段运行直至所述带钢的头部穿过所述工艺段;
6、在出口段将第三穿带工具与穿过工艺段后的所述带钢连接,控制工艺段和出口段运行直至所述带钢的头部穿过所述出口段。
7、在本申请的一些实施例中,基于前述方案,所述在入口段将第一穿带工具与带钢连接,包括:
8、将所述第一穿带工具沿带钢运行轨迹反向穿过所述入口段后与带钢连接。
9、在本申请的一些实施例中,基于前述方案,所述控制入口段运行直至所述带钢的头部穿过所述入口段,包括:
10、控制入口段的第一根张力辊点动运行,将所述带钢引至入口活套;
11、在所述入口活套处以第一低张力建张,以第一低张力为运行条件控制入口段的其他张力辊联合点动运行,将所述带钢从活套入口引至所述工艺段。
12、在本申请的一些实施例中,基于前述方案,所述第一低张力的取值范围为:1n/mm2≤第一低张力≤3n/mm2。
13、在本申请的一些实施例中,基于前述方案,所述控制工艺段运行直至所述带钢的头部穿过所述工艺段,包括:
14、将所述带钢引入工艺段,控制工艺段所有的张力辊联合点动运行,直至所述带钢的头部穿过所述工艺段。
15、在本申请的一些实施例中,基于前述方案,所述在出口段将第三穿带工具与穿过工艺段后的所述带钢连接,包括:
16、将所述第三穿带工具沿带钢运行轨迹反向穿过所述出口段后与带钢连接。
17、在本申请的一些实施例中,基于前述方案,所述控制工艺段和出口段运行直至所述带钢的头部穿过所述出口段,包括:
18、在工艺段以第二低张力建张,在出口活套处以第三低张力建张;
19、以第二低张力为运行条件控制工艺段所有的张力辊联合点动运行,同时以第三低张力为运行条件控制出口段最后一根张力辊点动运行,将所述带钢引至出口。
20、在本申请的一些实施例中,基于前述方案,所述第二低张力的取值范围为:1n/mm2≤第二低张力≤3n/mm2。
21、在本申请的一些实施例中,基于前述方案,所述第三低张力的取值范围为:3n/mm2≤第二低张力≤5n/mm2。
22、在本申请的一些实施例中,基于前述方案,还包括:
23、制备用于牵引带钢的带头,并将制备完成的带头一端与带钢连接,另一端与所述第一穿带工具、第二穿带工具或第三穿带工具连接。
24、本申请的技术方案,通过第一穿带工具、第二穿带工具和第三穿带工具分别实现带钢在入口段、工艺段以及出口段的穿带,利用穿带工具可以有效地提高穿带效率,并且可以避免在穿带过程中的造成设备损坏的情况发生。
25、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种带钢产线穿带方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述在入口段将第一穿带工具与带钢连接,包括:
3.根据权利要求1所述的方法,其特征在于,所述控制入口段运行直至所述带钢的头部穿过所述入口段,包括:
4.根据权利要求3所述的方法,其特征在于,所述第一低张力的取值范围为:1n/mm2≤第一低张力≤3n/mm2。
5.根据权利要求1所述的方法,其特征在于,所述控制工艺段运行直至所述带钢的头部穿过所述工艺段,包括:
6.根据权利要求1所述的方法,其特征在于,所述在出口段将第三穿带工具与穿过工艺段后的所述带钢连接,包括:
7.根据权利要求1所述的方法,其特征在于,所述控制工艺段和出口段运行直至所述带钢的头部穿过所述出口段,包括:
8.根据权利要求7所述的方法,其特征在于,所述第二低张力的取值范围为:1n/mm2≤第二低张力≤3n/mm2。
9.根据权利要求7所述的方法,其特征在于,所述第三低张力的取值范围为:3n/mm2≤第二低张力≤5n/mm2。
10.根据权利要求1-9任一项所述的方法,其特征在于,还包括:
技术总结
本申请的实施例提供了一种带钢产线穿带方法,涉及带钢生产技术领域,所述方法包括:在入口段将第一穿带工具与带钢连接,控制入口段运行直至所述带钢的头部穿过所述入口段;在工艺段将第二穿带工具与穿过入口段后的带钢连接,控制工艺段运行直至所述带钢的头部穿过所述工艺段;在出口段将第三穿带工具与穿过工艺段后的所述带钢连接,控制工艺段和出口段运行直至所述带钢的头部穿过所述出口段。本申请的技术方案,通过第一穿带工具、第二穿带工具和第三穿带工具分别实现带钢在入口段、工艺段以及出口段的穿带,利用穿带工具可以有效地提高穿带效率,并且可以避免在穿带过程中的造成设备损坏的情况发生。
技术研发人员:张红波,吴耐,俞学成,王彪,任中一,贾晓溪,付光,李志军,张世龙,汤小超
受保护的技术使用者:北京首钢股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!