一种热连轧辊道偏导辊复合传送机的制作方法
本发明涉及有色金属1+1热连轧生产线装备,具体涉及一种热连轧辊道偏导辊复合传送机。
背景技术:
1、有色金属1+1热连轧生产线由一台粗轧机和一台精轧机串联组成,在粗轧机与精轧机之间通过辊道连接;在辊道与精轧机连接处下部及生产线尾端均设置有收卷机,用于精轧机往复轧制金属板带材的收卷。但粗轧后的金属板带材在首次进入精轧机时,是直接由辊道传送至精轧机,但由于辊道与精轧机之间连接处下部设置有收卷机,因此此处辊道与精轧机(实际为精轧机的牵引机)之间设有一段缺口,此段缺口内设置有升降偏导辊,以方便金属板带材往复轧制时,通过此缺口的升降偏导辊进入收卷机。由于此缺口的存在,金属板带材首次进入精轧机时,须有经验的操作人员用工具辅助操作,引导金属板带材顺利进入精轧机,防止金属板带材在缺口处因无辊道支撑,出现“沉头”现象而导致“撞机”事故;“撞机”事故的发生不仅会导致金属板带材报废、设备损坏,甚至会威胁到操作人员的生命安全;当金属板带材从精轧机进入辊道下部的收卷机时,同样存在须有经验的操作人员用工具辅助操作,引导金属板带材顺利进入收卷机的问题;因此金属板带材由粗轧转为精轧、或精轧道次中金属板带材进入收卷机时,必须降低生产线速度以配合操作人员引导金属板带材进入精轧机或收卷机,因此无法实现全自动化生产,极大影响到生产效率,同时还存在安全隐患;
2、如何消除辊道与精轧机之间的缺口,既能在无人辅助的情况下,保证金属板带材首次进入精轧机的顺利,又能满足金属板带材往复轧制时,能顺利进入辊道下部的收卷机,实现有色金属1+1热连轧生产线的全自动化生产,彻底杜绝安全隐患,成为有色金属1+1热连轧生产线的设计难题。
技术实现思路
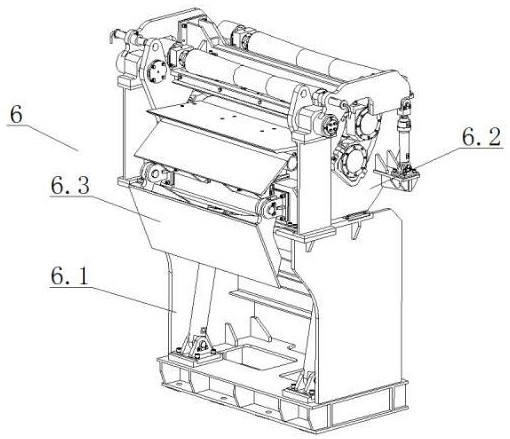
1、为了克服背景技术中的不足,本发明公开了一种热连轧辊道偏导辊复合传送机,其在旋转架上同时设置有两只导辊和两只偏导辊,两只偏导辊设置在两只导辊下部,构成辊道偏导辊复合旋转头;辊道偏导辊复合旋转头铰接设置在底座上部,构成热连轧辊道偏导辊复合传送机;热连轧辊道偏导辊复合传送机固定设置在热连轧生产线辊道与精轧机前端牵引机之间,消除了辊道与精轧机之间的缺口;当两只导辊处于水平位置时,热连轧辊道偏导辊复合传送机成为热连轧生产线辊道的一部分,实现热连轧生产线辊道与精轧机前端牵引机之间的金属板带材传送引导;当辊道偏导辊复合旋转头绕旋转架铰接轴线旋转时,固定偏导辊与可调偏导辊成为精轧机前端牵引机与收卷机之间的偏导辊装置,实现精轧机前端牵引机与收卷机之间的金属板带材传送引导;该热连轧辊道偏导辊复合传送机在无人辅助的情况下,既能保证金属板带材首次进入精轧机的顺利,又能满足金属板带材往复轧制时顺利进入辊道下部的收卷机,实现有色金属1+1热连轧生产线的全自动化生产。
2、为了实现所述发明目的,本发明采用如下技术方案:一种热连轧辊道偏导辊复合传送机,用于1+1热连轧生产线辊道与精轧机前端牵引机之间的金属板带材传送,及精轧机前端牵引机与收卷机之间的金属板带材传送;包括底座、辊道偏导辊复合旋转头;辊道偏导辊复合旋转头包括旋转架,旋转架上转动设置有两只导辊、固定偏导辊、可调偏导辊,辊道偏导辊复合旋转头通过旋转架铰接设置在底座上部;当两只导辊处于水平位置时,热连轧辊道偏导辊复合传送机成为热连轧生产线辊道的一部分,实现热连轧生产线辊道与精轧机前端牵引机之间的金属板带材传送引导,防止金属板带材出现“沉头”现象而无法顺利进入精轧机前端的牵引机,避免发生“撞机”事故;当辊道偏导辊复合旋转头绕旋转架铰接轴线旋转时,固定偏导辊与可调偏导辊成为精轧机前端牵引机与收卷机之间的偏导辊装置,实现精轧机前端牵引机与收卷机之间的金属板带材传送引导,使金属板带材顺利进入收卷机;本发明的热连轧辊道偏导辊复合传送机,在无现场操作人员的辅助下,可确保金属板带材从辊道到精轧机、或精轧机到收卷机之间的顺利传送,从而实现了有色金属1+1热连轧生产线的全自动化生产,且彻底解决了以往存在的“撞机”隐患。
3、进一步的,底座与辊道偏导辊复合旋转头之间铰接设置有复合旋转头驱动缸,复合旋转头驱动缸驱动辊道偏导辊复合旋转头绕铰接轴线旋转,切换辊道偏导辊复合旋转头的工作状态。
4、进一步的,可调偏导辊转动连接有可调偏导辊旋转架,可调偏导辊旋转架与旋转架铰接连接,当可调偏导辊旋转架绕其铰接轴线旋转时,带动可调偏导辊随其一起旋转,使可调偏导辊与固定偏导辊之间的间隙发生改变,以适应不同的金属板带材厚度。
5、进一步的,可调偏导辊旋转架与旋转架之间铰接设置有可调偏导辊旋转架组合驱动缸,可调偏导辊旋转架组合驱动缸驱动可调偏导辊旋转架绕其与旋转架的铰接轴线旋转,调整可调偏导辊与固定偏导辊之间的间隙。
6、进一步的,还包括出口导板组合,出口导板组合包括导板固定梁、出口固定下导板、出口活动下导板,出口固定下导板与导板固定梁固定连接,出口活动下导板与导板固定梁铰接连接,出口导板组合通过导板固定梁固定设置在底座上部;辊道偏导辊复合旋转头中还固定设置有出口随动下导板、入口随动上导板、入口随动下导板、出口随动上导板;当辊道偏导辊复合旋转头绕其铰接轴线旋转时,入口随动上导板、入口随动下导板、出口随动上导板、出口随动下导板随辊道偏导辊复合旋转头一起旋转,出口活动下导板绕其铰接轴线旋转,入口随动上导板与入口随动下导板构成金属板带材进入偏导辊装置的导向口,引导金属板带材顺利进入两只偏导辊之间;出口随动上导板与出口随动下导板、出口固定下导板、出口活动下导板之间构成金属板带材进入收卷机的导向口,引导金属板带材顺利进入收卷机;在本发明的热连轧辊道偏导辊复合传送机中,出口下导板采用了分段结构及不同运动形式设计,是为了解决了热连轧辊道偏导辊复合传送机本身设置空间狭小、出口下导板长度过长所造成的运动干涉、支撑强度不足等问题。
7、进一步的,出口活动下导板与底座之间铰接有出口活动下导板驱动缸,出口活动下导板驱动缸驱动出口活动下导板绕其铰接轴线旋转。
8、进一步的,辊道偏导辊复合旋转头还设置有清刷辊,清刷辊摆动设置在固定偏导辊下侧,受控与固定偏导辊抵触或分离,当清刷辊与固定偏导辊抵触时,用于清洁固定偏导辊表面的杂物。
9、进一步的,辊道偏导辊复合旋转头中,在两只导辊之间固定设置有辊道防护板;该辊道防护板防止两只导辊之间距离过长,使金属板带材在两只导辊之间产生“沉头”现象。
10、由于采用如上所述的技术方案,本发明具有如下有益效果:本发明公开的一种热连轧辊道偏导辊复合传送机,其在旋转架上同时设置有两只导辊和两只偏导辊,两只偏导辊设置在两只导辊下部,构成辊道偏导辊复合旋转头;辊道偏导辊复合旋转头铰接设置在底座上部,构成热连轧辊道偏导辊复合传送机;热连轧辊道偏导辊复合传送机固定设置在热连轧生产线辊道与精轧机前端牵引机之间,消除了辊道与精轧机之间的缺口;当两只导辊处于水平位置时,热连轧辊道偏导辊复合传送机成为热连轧生产线辊道的一部分,实现热连轧生产线辊道与精轧机前端牵引机之间的金属板带材传送;当辊道偏导辊复合旋转头绕旋转架铰接轴线旋转时,固定偏导辊与可调偏导辊成为精轧机前端牵引机与收卷机之间的偏导辊装置,实现精轧机前端牵引机与收卷机之间的金属板带材传送;该热连轧辊道偏导辊复合传送机在无人辅助的情况下,既能保证金属板带材首次进入精轧机的顺利,又能满足金属板带材往复轧制时顺利进入辊道下部的收卷机,实现有色金属1+1热连轧生产线的全自动化生产,彻底杜绝安全隐患,解决了有色金属1+1热连轧生产线的设计难题。
- 还没有人留言评论。精彩留言会获得点赞!