一种三维数控弯管机的制作方法
本发明涉及弯管机,更具体地说,本发明涉及一种三维数控弯管机。
背景技术:
1、铜管由于具有良好的导热性能和延展性被用在空调管组件上,由于空调管组件上的铜管数量较多而且走线复杂,需要对铜管预折弯,现有的折弯工作通常是利用三维数控弯管机进行的,数控弯管机在工作时,弯管精准且快速,无需人工稳定弯管,弯管尺寸可更换,然而,还存在一定的弊端,现有的数控弯管机对空调管的折弯都是固定设置多个方向的折弯机构,通过更换不同方向的折弯机构执行顺序更改铜管的形状,一般出厂后就不能够进行其他方向的折弯,不便于实时对折弯的方向进行更换,对于不同形状的空调管需要购置多台不同的数控弯管机,增加了购置成本,适用范围较窄。
2、为了解决上述问题,专利公开号cn116000156a,一种空调管组件加工用三维数控弯管机,包括底板和活塞组件;底板:其右端通过第一支座固定连接有支撑板,支撑板的上表面右端设有输送组件;活塞组件:固定连接于底板上表面左端设置的第二支座的内弧面,活塞组件的左端设有连接板,连接板的上表面右端设有弯管组件,所述弯管组件包括弯管电机,所述弯管电机的输出轴上端头处设有转轮,弯管组件的前端设有压紧组件。
3、上述装置,通过对转轮调整方向实现大范围的折弯角度调节,便于向各个方向进行折弯,适用范围广,但该种的折弯角度调节不仅调节速度较慢,且占用体积较大,无法实现所有角度的折弯调节,此外,由于数控弯管机在对铜管弯管前,对于本身就不直的铜管,大多需要通过矫直机先校直,再进行弯管,这样采用多个设备进行加工,不仅大大增加了弯管机的使用成本,且设备占用场地面积较大,还需要耗费人力对铜管的转移,影响铜管的弯管效率。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明的实施例提供一种三维数控弯管机,通过设置校直,抛光和弯管一体,提高装置的功能和性能,同时,占用场地面积小,提高铜管的弯管效率,实现功能的自动转化和自动上料与一体,减少操作人员对铜管的转移和调节,实现自动上料,提高弯管机的自动化和智能化,快速对铜管折弯方向的调节,相对于上述装置的铜管折弯方向的调节,更加简单快速,且相对于上述装置的,折弯方向更加全面,测量更加精准,从而实现对铜管输送距离的快速测量和反馈,以解决上述背景技术中提出的问题。
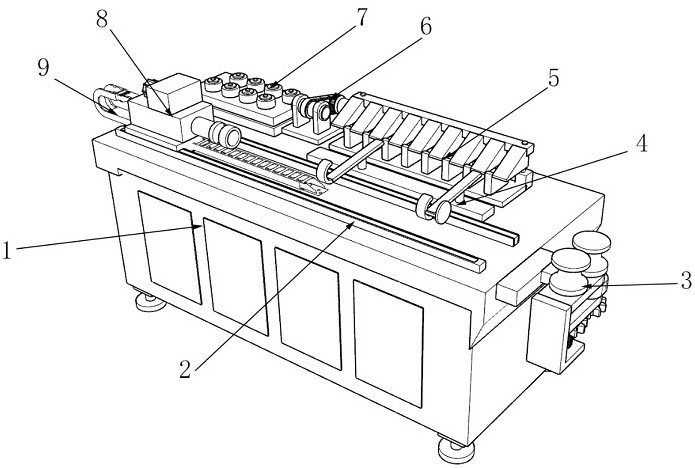
2、为实现上述目的,本发明提供如下技术方案:一种三维数控弯管机,包括弯管机体,所述弯管机体顶部的一侧固定安装有固定轨道,所述弯管机体的一端固定连接有折弯装置,所述弯管机体顶部的远离固定轨道的一端固定连接有转换装置,所述弯管机体的顶部位于固定轨道和转换装置之间设置有导料上料装置,所述弯管机体的顶部位于转换装置的一端设置有抛光装置,所述弯管机体的顶部位于抛光装置的一侧设置有校直机构,所述固定轨道的内部设置有拖链,所述固定轨道的外表面滑动安装有推动装置;所述转换装置包括固定安装在弯管机体顶部的转换底板,所述转换底板的顶部固定安装有限位挡块,所述转换底板的侧边固定连接有固定架,所述固定架顶部的两端均固定连接有限位杆,所述限位杆的外表面活动套接有升降架,所述升降架靠近限位挡块的一侧固定连接有推动块,所述固定架内部的底端位于转换底板的另外一侧固定连接有升降气缸,所述升降气缸的顶部与升降架的底部固定连接。
3、在一个优选地实施方式中,所述限位挡块靠近推动块的一侧为斜面,且限位挡块的数量为若干个,所述推动块的数量为若干个,且与限位挡块相互交错分布,所述推动块靠近限位挡块的一侧为斜面设计,且推动块的斜面斜度大于限位挡块的斜度。
4、在一个优选地实施方式中,所述抛光装置包括支撑架和抛光驱动,所述支撑架的上端转动安装有抛光砂轮桶,所述抛光砂轮桶的外表面固定套接有第一传动轮,所述抛光驱动的侧边固定连接有第一驱动轮,所述第一传动轮和第一驱动轮的外表面活动套接有第一传动皮带,所述抛光砂轮桶一端的孔位与校直机构的出料口相对应,所述抛光砂轮桶另外一端的孔位与限位挡块和推动块交错的位置相对应,所述支撑架靠近转换装置一端的顶部设置有辅助下料机械手。
5、在一个优选地实施方式中,所述导料上料装置包括导料架,所述导料架固定安装在转换底板和固定轨道之间的弯管机体的顶部,所述导料架顶端的中部设置有转向驱动,所述导料架顶部的两端均转动安装有转动轴,所述转动轴的顶部固定连接有导向板,所述导向板的一端一体形成有弯钩板。
6、在一个优选地实施方式中,所述导向板相对于转动轴处于倾斜设计,且导向板位于弯钩板的一端低于导向板的另外一端,所述导料架远离推动装置一侧的弯钩板侧边固定连接有顶架,所述顶架的侧边固定连接有上料气缸,所述上料气缸的一端位于弯钩板的内部固定连接有顶块。
7、在一个优选地实施方式中,所述转向驱动固定安装在导料架的顶部,所述转向驱动的底部固定连接有第二驱动轮,所述第二驱动轮的外表面活动套接有第二传动皮带,且与第二传动皮带的内壁相啮合,所述导料架两端的转动轴底部固定连接有第二传动轮,所述第二传动轮分别活动套接并与两端的第二传动皮带内表面相啮合,所述第二驱动轮和第二传动皮带分别活动在导料架的内部。
8、在一个优选地实施方式中,所述折弯装置包括固定板,所述固定板固定安装在弯管机体靠近固定轨道的一端,所述固定板的顶部转动安装有固定轮,所述固定板的底部固定连接有限位齿轮,所述固定板的外表面转动安装有转动架,所述转动架的顶部转动安装有折弯轮,所述转动架的底部转动安装有驱动齿轮,所述驱动齿轮的底部位于转动架的底部固定连接有折弯驱动,所述折弯轮和固定轮之间活动套接有弯管,所述驱动齿轮的外表面与限位齿轮的外表面相啮合。
9、在一个优选地实施方式中,所述推动装置包括移动板,所述移动板的底部设置有滚轮,所述移动板通过滚轮滑动安装在固定轨道的顶部,所述移动板的顶部固定连接有转动箱,所述转动箱的内部转动安装有转动杆,所述转动杆的一端设置有夹持卡盘,所述转动杆的外表面固定套接有第三转动轮,所述第三转动轮的外表面活动套接有第三传动皮带,所述第三传动皮带另外一端的内表面活动套接有第三驱动轮,所述第三驱动轮的侧边固定连接有转向调节驱动,所述转向调节驱动固定安装在转动箱上端的侧边。
10、在一个优选地实施方式中,所述夹持卡盘的位置与弯钩板的位置相对应,且夹持卡盘的位置与固定轮和折弯轮的位置相对应。
11、本发明的技术效果和优点:
12、1、本发明通过设置校直机构进行校直,并将校直后的铜管推送到抛光砂轮桶的内部,对铜管的外表面进行打磨,通过校直机构带动铜管移动到抛光装置的内部,并通过辅助下料机械手,将铜管的尾端,通过夹持并推动到转换装置的内部,将铜管放置在转换装置的内部,通过设置校直,抛光和弯管一体,提高装置的功能和性能,同时,占用场地面积小,提高铜管的弯管效率。
13、2、本发明通过设置推动块将停留在限位挡块与推动块交错位置的铜管进行上移推动,铜管升降气缸控制升降架进行上升的同时,将铜管推动到导向板的表面,随后,铜管在导向板的表面并受到重力影响,铜管滚落到弯钩板的内部,最后,通过顶块的推动,使铜管推动到夹持卡盘的内部,并利用夹持卡盘对铜管的一端进行夹持固定,实现功能的自动转化和自动上料与一体,减少操作人员对铜管的转移和调节,实现自动上料,提高弯管机的自动化和智能化。
14、3、本发明通过设置通过推动装置对铜管的推动,使铜管进入到折弯轮和固定轮之间,使折弯轮对折弯轮和固定轮内部的铜管进行折弯,当需要对折弯方向进行转变时,直接启动转向调节驱动带动第三驱动轮转动,并利用第三传动皮带的传动,控制夹持卡盘内部铜管的转动,进而快速对铜管折弯方向的调节,相对于上述装置的铜管折弯方向的调节,更加简单快速,且相对于上述装置的,折弯方向更加全面。
15、4、本发明通过设置,通过转动箱在固定轨道内部移动的距离,相对于上述装置传统的计米器通过内部的编码器测量计米器的轮体转动圈数,测量更加精准,从而实现对铜管输送距离的快速测量和反馈。
- 还没有人留言评论。精彩留言会获得点赞!