一种灶具阀传动组件装配设备的制作方法
发明涉及自动化设备,特别是涉及一种灶具阀传动组件装配设备。
背景技术:
1、燃气阀通过设置传动组件,使得燃气阀具有手动控制模式,如说明书附图图17所示,传动组件由限位片301、推板302、卡簧303、底板304、阀杆305和e型卡簧306组成,在传统工艺中,该燃气阀的传动组件的组装主要依靠工人手动完成,生产效率低。
2、因此,有必要进一步改进。
技术实现思路
1、基于此,发明的目的旨在提供一种灶具阀传动组件装配设备以克服现有技术中的不足之处,传动组件装配有利于提高生产效率,节约人力成本,降低生产成本,实用性强。
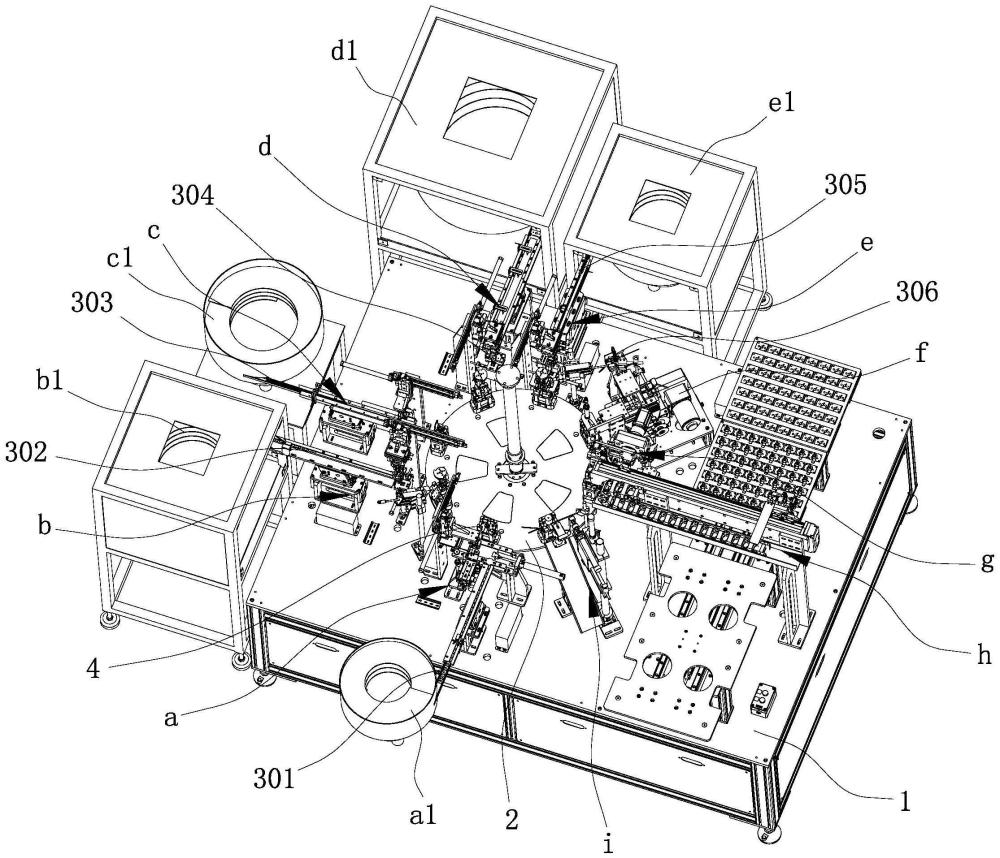
2、按此目的设计的一种灶具阀传动组件装配设备,
3、包括机架;
4、转动盘,所述转动盘转动安装于所述机架上,所述转动盘上设有多个用于放置所述传动组件的辅助治具;
5、所述机架环绕所述转动盘依次设有用于将限制片组装在所述辅助治具上的第一组装装置、用于将推板组装到所述辅助治具上的第二组装装置,使所述推板安装在所述限制片上、用于将卡簧组装到所述辅助治具上的第三组装装置,使所述卡簧一端抵接在所述推板上、用于将底板组装在所述辅助治具上的第四组装装置、用于将阀杆依次插装在所述辅助治具上并与所述底板、所述卡簧、所述推板、所述限制片配合的第五组装装置以及用于将e型卡簧组装插装在所述辅助治具上的第六组装装置,使所述e型卡簧组装卡装在所述阀杆上,以形成所述传动组件。
6、所述辅助治具上设有定位装置,所述定位装置包括定位柱以及与所述定位柱传动连接的驱动件,所述驱动件安装于所述辅助治具上,所述驱动件能够驱动所述定位柱可上下活动在所述辅助治具上,所述定位柱与所述传动组件配合,以实现对所述传动组件的位置校正;
7、所述第一组装装置包括第一振动盘、第一传输组件、第一检测机构和第一取放机构,所述第一振动盘用于供所述限制片,所述第一传输组件用于将从所述第一振动盘的出料口排出的所述限制片传输至所述第一检测机构上,所述第一检测机构可对所述限制片摆放位置进行检测并可对所述限制片进行调整至与所述定位柱配合的位置,所述第一检测机构上的限制片通过所述第一取放机构放置在所述辅助治具上并与所述定位柱配合;
8、所述第一检测机构包括第一移送组件、第一位置检测组件、矫正组件和第一升降组件;
9、所述矫正组件包括矫正电机以及与所述矫正电机连接的传动轴;所述第一升降组件包括升降气缸以及与所述升降气缸配合的滑动组件,所述矫正组件安装在所述滑动组件上;
10、所述第一移送组件包括第一移送气缸以及与所述第一移送气缸连接的第一滑动座,所述第一滑动座上设有与所述第一传输组件的输出口相匹配的第一定位开槽;
11、所述第一取放机构包括第一支撑架、第一升降组件、第一夹紧组件和第一推送组件,所述第一推送组件安装在所述第一支撑架上,所述第一升降组件安装在所述第一推送组件上,所述第一夹紧组件安装在所述第一升降组件上,所述第一夹紧组件通过所述第一升降组件可上下升降,所述第一夹紧组件通过所述第一推送组件在所述第一滑动座和所述辅助治具上;
12、所述第一支撑架上设有与所述第一升降组件配合的回收废料组件,所述回收废料包括回收气缸以及与所述回收气缸连接的回收废料盒;
13、其中,当所述第一移送气缸驱动所述第一滑动座移动至所述第一传输组件上时,所述第一传输组件上的限制片传输至所述第一滑动座上的第一定位开槽上,所述第一移送气缸驱动所述第一滑动座移动至所述矫正组件位置时,所述传动轴通过所述第一升降组件可上下升降在所述第一定位开槽上,所述第一位置检测组件可对所述限制片的d轴孔和凹槽的摆放位置进行检测,所述第一位置检测组件与所述矫正电机电连接,当所述限制片的凹槽摆放位置不正确时,所述矫正电机驱动所述传动轴转动,使所述传动轴带动所述限制片转动,以实现所述限制片的凹槽摆放位置正确,当所述限制片的d轴孔摆放位置不正确时,所述第一升降组件带动所述传动轴顶升所述限制片且所述回收气缸推动所述回收废料盒朝所述第一定位开槽方向伸出,所述第一取放机构夹持所述限制片放置在回收废料盒上;当所述限制片的d轴孔和凹槽摆放位置正确时,所述顶升组件顶升所述限制片,所述第一取放机构夹持所述限制片移送至所述辅助治具上,使所述限制片的d轴孔与所述定位柱配合。
14、所述第二组装装置包括第二振动盘、第二传输组件、第二移送组件和第二取放机构,所述第二振动盘用于供所述推板,所述第二传输组件用于将所述第二振动盘出料口排出的所述限制片传输至所述第二移送组件上,所述第二移送组件上的推板通过所述第二取放机构放置在所述辅助治具上并与所述定位柱配合;
15、所述第二移送组件包括第二移送气缸以及与所述第二移送气缸连接的第二滑动座,所述第二滑动座上设有与所述第二传输组件的输出口相匹配的第二定位开槽,当所述第二移送气缸驱动所述第二滑动座移动至所述第二传输组件上时,所述第二传输组件上的推板传输所述第二滑动座的第二定位开槽上,所述第二滑动座远离所述第二传输组件时,所述第二取放机构夹取所述第一滑动座上的推板;
16、所述第二取放机构包括第二支撑架、第二升降组件、第二夹紧组件、第二推送组件和第一旋转气缸,所述第二升降组件安装在所述第二移送组件,所述第一旋转气缸安装在所述第二升降组件上,所述第二夹紧组件安装在所述第一旋转气缸上,所述第二夹紧组件通过所述第二升降组件可上下升降,所述第二夹紧组件通过所述第二移送组件移动在所述第一滑动座和所述辅助治具上,当所述第二夹紧组件夹持所述推板时,所述第二夹紧组件通过所述第一旋转气缸转动使所述推板上的摆臂与所述辅助治具上的定位槽一致,所述第二夹紧组件通过所述第二升降组件下降时,使所述推板安装在所述辅助治具上。
17、所述第三组装装置包括第三振动盘、第三传输组件、转动组件和第三取放机构,所述第三振动盘用于供所述弹簧,所述第三传输组件用于将所述第三振动盘的出料口排出的所述弹簧传输至所述转动组件上,所述转动组件上的弹簧通过所述第三取放机构将所述弹簧套设在所述辅助治具上的定位柱且其一端与所述推板抵接;
18、所述第三传输组件上设有用于串接多个所述弹簧的连杆;
19、所述转动组件包括第一转动气缸和连接轴,所述第一转动气缸与所述连接轴传动连接,所述连接轴上设有用于与所述弹簧相匹配的开孔,所述连接轴通过所述第一旋转气缸可朝第一方向和第二方向转动,所述连接轴朝第一方向旋转时,所述第三传输组件上的弹簧输送至所述连接轴的开孔上,所述连接轴朝第二方向旋转时,所述第三取放机构可夹取所述连接轴上的弹簧移送至所述辅助治具上;
20、所述第三取放机构包括第三支撑架、第三升降组件、第三夹紧组件和第三推送组件,所述第三升降组件安装在所述第三推送组件,所述第三夹紧组件安装在所述第三升降组件,所述第三夹紧组件通过所述第三升降组件可上下升降,所述第三夹紧组件通过所述第三推送组件移动在所述连接轴或所述辅助治具上。
21、所述第四组装装置包括第四振动盘、第四传输组件、第四移送组件和第四取放机构,所述第四振动盘用于供所述底板,所述第四传输组件用于将所述第四振动盘的出料口排出的所述底板传输至所述第四移送组件上,所述第四移送组件上的底板通过所述第四取放机构放置在所述辅助治具上并与所述定位柱配合;
22、所述第四移送组件包括第四移送气缸以及与所述第四移送气缸连接的第四滑动座,所述第四滑动座上设有与所述第四传输组件的输出口配合的第四定位开槽,当所述第四移送气缸驱动所述第四滑动座移动至所述第四传输组件上时,所述第四传输组件上的底板传输至所述第四滑动座的第四定位开槽上,所述第四滑动座远离所述第四传输组件时,所述第四取放机构夹取所述第四滑动座上的底板;
23、所述第四取放机构包括第四支撑架、第四升降组件、第四夹紧组件和第四推送组件和第二旋转气缸,所述第四升降组件安装在所述第四移送组件,所述第二旋转气缸安装在所述第四升降组件上,所述第四夹紧组件安装在所述第四旋转气缸上,所述第四夹紧组件通过所述第四升降组件可上下升降,所述第四夹紧组件通过所述第四推送组件移动在所述第四滑动座和所述辅助治具上,当所述第四夹紧组件夹持所述底板时,所述第四夹紧组件通过所述第二旋转气缸转动使所述底板与所述辅助治具摆放位置一致,所述第四夹紧组件通过所述第四升降组件下降,使所述底板安装在所述辅助治具上。
24、所述第五组装装置包括第五振动盘、第五传输组件、第五移送组件和第五取放机构,所述第四振动盘用于供所述阀杆,所述第五传输组件用于将所述第五振动盘的出料口排出的所述阀杆传输至所述第五移送组件上,所述第五移送组件上的阀杆通过所述第五取放机构放置在所述辅助治具上并与所述限制片、所述推板、所述卡簧和所述底板配合;
25、所述第五移送组件包括第五移送气缸以及与所述第五移送气缸连接的第五滑动座,所述第五滑动座上设有与所述第五传输组件的输出口配合的第五定位开槽,当所述第五驱动气缸驱动所述第五滑动座移动至所述第五传输组件上时,所述第五传输组件上的阀杆传输至所述第五滑动座的第五定位开槽上,所述第五滑动座远离所述第五传输组件时,所述第五取放机构夹取所述第五滑动座上的阀杆;
26、所述第五取放机构包括第五支撑架、第五升降组件、第五夹紧组件和第五推送组件和第三旋转气缸,所述第五升降组件安装在所述第五移送组件,所述第三旋转气缸安装在所述第五升降组件上,所述第五夹紧组件安装在所述第三旋转气缸上,所述第五夹紧组件通过所述第五升降组件可上下升降,所述第五夹紧组件通过所述第五推送组件移动在所述第五滑动座和所述辅助治具上,当所述第五夹紧组件夹持所述阀杆时,所述第五夹紧组件通过所述第三旋转气缸转动使所述阀杆与所述辅助治具摆放位置一致,所述第五夹紧组件通过所述第五升降组件下降,使所述阀杆插装在所述限制片、所述推板、所述卡簧和所述底板上。
27、所述第六组装装置包括第六振动盘、第六传输组件、压平装置、第六取放机构以及与所述第六取放机构连接的旋转机构,所述第四振动盘用于供所述e型卡簧,所述第六传输组件用于将所述第六振动盘的出料口排出的所述e型卡簧传输至所述第六移送组件上,所述第六移送组件上的e型卡簧通过所述第六取放机构夹持放置在所述辅助治具上并卡设在所述阀杆上;
28、所述第六取放机构通过所述旋转机构可转动在所述第六传输组件和所述辅助治具之间;
29、所述阀杆上设有与所述e型卡簧配合的卡槽;
30、所述第六取放机构包括第六气缸、夹持座和夹具,所述夹持座与所述第六气缸的输出端连接,所述夹具安装在所述夹持座上;其中,
31、当所述第六取放机构转动至所述第六传输组件时,所述第六气缸启动所述夹持座往所述第六传输组件伸出,使所述夹具夹持所述e型卡簧,当所述第六取放机构转动至所述辅助治具时,所述压平装置用于将所述辅助治具中已组装好的所述限制片、所述推板、所述卡簧、所述底板和所述阀杆压紧使得所述阀杆向下移动并露出所述卡槽,所述夹具将所述e型卡簧卡设在所述阀杆的卡槽上;
32、所述压平装置包括第七气杆以及与所述七气杆连接的压块。
33、所述机架上还设有用于取出所述传动组件的成品下料装置以及与所述成品下料装置配合的成品出料装置;
34、所述成品下料装置包括下料支撑座、下料升降组件、下料夹紧组件和第四旋转气缸,所述下料升降组件安装在所述下料支撑座,所述第四旋转气缸安装在所述下料升降组件上并与所述下料夹紧组件连接,所述下料夹紧组件通过下料升降组件可上下升降在所述下料支撑座上,所述下料夹紧组件通过所述第四旋转气缸可转动在所述辅助治具和转移位置上,当所述下料夹紧组件位于所述辅助治具上时,所述下料夹紧组件夹持所述辅助治具上的传动组件,所述下料夹紧组件位于所述转移位置上时,可使所述传动组件翻转;
35、所述成品出料装置包括出料盘、龙门机架以及滑动在所述龙门机架上的夹持机构,所述夹持机构包括出料移送组件、出料升降组件、出料夹紧组件和第五旋转气缸,所述出料移送组件安装在所述龙门机架上,所述出料升降组件安装在所述出料移送组件上,所述第五旋转气缸安装在所述出料升降组件,所述出料夹紧组件安装在所述第五旋转气缸上,所述出料夹紧组件通过所述出料移送组件可移动至所述转移位置上并通过所述出料夹紧组件夹取所述传动组件,所述出料夹紧组件通过所述第五旋转气缸旋转至指定摆放位置时,所述第五旋转气缸在所述出料升降组件作用下依次放置在所述出料盘上。
36、所述第二组装装置和所述第五组装装置分别设有用于对所述辅助治具上的限制片、阀杆进行喷油的喷润滑脂机构;
37、所述喷润滑脂机构包括喷油支座、喷油气缸、硅油阀和喷头,所述喷油支座设于所述转盘上,所述喷油气缸安装在所述喷油支座上,所述硅油阀连接所述喷油气缸的输出端,所述喷头安装在所述硅油阀上。
38、所述机架上还设有残留检测装置,所述残留检测装置用于清除所述辅助治具上的工件,所述残留检测装置包括残留检测升降组件、残留检测移动组件、定位板和电磁结构,所述残留检测升降组件和残留检测所述移动组件与所述定位板连接,所述电磁结构安装在所述定位板上,所述定位板通过所述残留检测升降组件和所述残留检测移动组件可上下升降和移动在所述辅助治具上,以实现所述电磁结构磁吸所述辅助治具上残留的工件。
39、上述实施例的一种灶具阀传动组件装配设备,包括机架;转动盘,转动盘转动安装于机架上,所述转动盘上设有多个用于放置传动组件的辅助治具;机架环绕转动盘依次设有用于将限制片组装在辅助治具上的第一组装装置、用于将推板组装到辅助治具上的第二组装装置,使推板安装在限制片上、用于将卡簧组装到辅助治具上的第三组装装置,使卡簧一端抵接在推板上、用于将底板组装在辅助治具上的第四组装装置、用于将阀杆依次插装在辅助治具上并与底板、卡簧、推板、限制片配合的第五组装装置以及用于将e型卡簧插装在辅助治具上的第六组装装置,使e型卡簧卡装在阀杆上,以形成传动组件。具体地,在上述装配过程中,通过第一组装装置、第二组装装置、第三组装装置、第四组装装置、第五组装装置、第六组装装置可将限制片、推板、卡簧、底板、阀杆和e型卡簧自动化输送和装配形成传动组件,改变了传统的人工作业,提高了生产效率,减少了人工成本,满足现有工艺的生产要求,大幅度提高了经济效益,由于产品的加工过程为机械自动化,具有严格的加工标准,降低了生产过程中人为因素对品质的影响,从而减小了加工过程中的误差,使产品的质量得到提升。
- 还没有人留言评论。精彩留言会获得点赞!