一种耐压异种导管焊接方法与流程
本发明涉及异种材料焊接领域,具体涉及一种耐压异种导管焊接方法。
背景技术:
1、在运载火箭的增压输送管路系统中,包含大量的异种导管。异种导管之间通常通过法兰连接,然后使用紧固件进行紧固。由于连接法兰加整圈紧固件的重量较重,使得管路系统重量加重。
2、为实现管路系统减重需求,保证管路的密封性,设计一种耐压异种导管焊接方法显得尤为重要。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种耐压异种导管焊接方法。
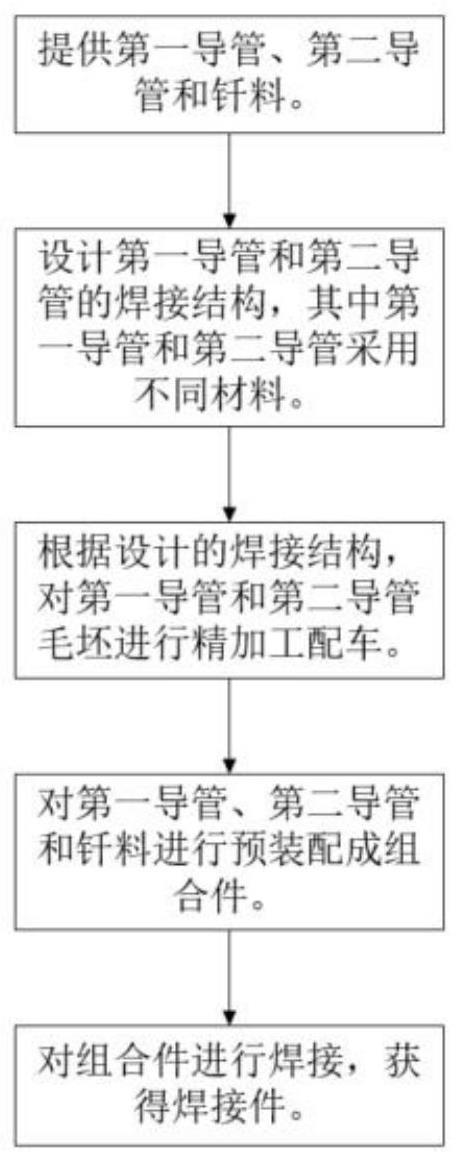
2、本发明提供一种耐压异种导管焊接方法,包括:提供第一导管、第二导管和钎料;设计第一导管和第二导管的焊接结构,其中第一导管和第二导管采用不同材料;根据设计的焊接结构,对第一导管和第二导管毛坯进行精加工配车;对第一导管、第二导管和钎料进行预装配成组合件;对组合件进行焊接,获得焊接件;所述设计第一导管和第二导管的焊接结构,包括:将第一导管和第二导管的待套接端设计为锥面;根据第一导管和第二导管的相关参数,计算第一导管待套接端的锥度,为
3、
4、式中,t为钎料熔化阶段的温度,α为钎焊温度下第一导管线膨胀系数,β为钎焊温度下第二导管线膨胀系数,r为室温下第二导管待焊接端面半径,△l为钎焊温度下第一导管与第二导管间隙,△h为第二导管下滑高度;所述根据设计的焊接结构,对第一导管和第二导管进行精加工配车,包括:根据计算结果将第一导管待套接端的周向内壁和第二导管待套接端的周向外壁加工为相互适配的锥面。
5、根据本发明的一个实施例,所述根据计算结果将第一导管待套接端的周向内壁和第二导管待套接端的周向外壁加工为相互适配的锥面之后,包括:在第一导管的待套接端端面加工钎料槽,用于放置钎料。
6、根据本发明的一个实施例,所述对第一导管、第二导管和钎料进行预装配成组合件之前,包括:对第一导管、第二导管毛坯和钎料进行预处理。
7、根据本发明的一个实施例,所述对第一导管、第二导管毛坯和钎料进行预处理,包括:对钎料、第一导管和第二导管进行化学清洗。
8、根据本发明的一个实施例,所述对第一导管、第二导管毛坯和钎料进行预处理,包括:对第二导管待焊接端的周向外侧进行镀银处理。
9、根据本发明的一个实施例,所述第一导管为铝管,所述第二导管为不锈钢管,所述钎料为铝硅系共晶钎料;所述对第一导管、第二导管和钎料进行预装配成组合件,包括:将钎剂溶解于无水乙醇中,配置为稠溶液;将稠溶液均匀涂敷在第一导管和第二导管待套接端周向侧壁,并对第一导管和第二导管进行烘干;将第一个导管和第二导管进行套接装配;将钎料缠绕在第二导管待套接端的周向外侧壁,并靠近第一导管,形成组合件。
10、根据本发明的一个实施例,所述对组合件进行焊接,获得焊接件,包括:将组合件装配入炉和在炉中进行钎焊;所述将组合件装配入炉,包括:将组合件移入钎焊炉,使第二导管在上、第一导管在下,并保持水平无倾斜;将焊接压块设置于所述第二导管上端,在钎焊过程中对第二导管施加向下的压力,以控制第一导管和第二导管之间的间隙;所述在炉中进行钎焊包括:设定钎焊程序中的温度和加热时间;启动程序进行焊接;待组合件达到保温时间后停止加热程序。
11、根据本发明的一个实施例,还包括出炉后对焊接件进行精加工和焊缝检测。
12、根据本发明的一个实施例,所述焊缝检测包括对焊接件进行氦质谱漏率测试。
13、根据本发明的一个实施例,所述根据设计的焊接结构,对第一导管和第二导管毛坯进行精加工配车,包括:在加工过程中,对第一导管和第二导管的待套接端的壁厚设置余量。
14、根据本发明的耐压异种导管焊接方法,根据第一导管和第二导管的相关参数,将第一导管和第二导管的待套接端设计为锥面,并进行装配焊接,不仅减轻了现有管道系统的重量,还能够有效控制焊接间隙,保证导管之间的密封性、耐压性和焊接质量。该焊接方法满足了管路系统减重的需求,解决了耐压异种导管焊接的问题。
15、应了解的是,上述一般描述及以下具体实施方式仅为示例性及阐释性的,其并不能限制本发明所欲主张的范围。
技术特征:
1.一种耐压异种导管焊接方法,其特征在于,包括:
2.根据权利要求1所述的焊接方法,其特征在于,所述根据计算结果将第一导管待套接端的周向内壁和第二导管待套接端的周向外壁加工为相互适配的锥面之后,包括:在第一导管的待套接端端面加工钎料槽,用于放置钎料。
3.根据权利要求1所述的焊接方法,其特征在于,所述对第一导管、第二导管和钎料进行预装配成组合件之前,包括:对第一导管、第二导管毛坯和钎料进行预处理。
4.根据权利要求3所述的焊接方法,其特征在于,所述对第一导管、第二导管毛坯和钎料进行预处理,包括:对钎料、第一导管和第二导管进行化学清洗。
5.根据权利要求3所述的焊接方法,其特征在于,所述对第一导管、第二导管毛坯和钎料进行预处理,包括:对第二导管待焊接端的周向外侧进行镀银处理。
6.根据权利要求1所述的焊接方法,其特征在于,所述第一导管为铝管,所述第二导管为不锈钢管,所述钎料为铝硅系共晶钎料;
7.根据权利要求1所述的焊接方法,其特征在于,所述对组合件进行焊接,获得焊接件,包括:将组合件装配入炉和在炉中进行钎焊;
8.根据权利要求1所述的焊接方法,其特征在于,还包括出炉后对焊接件进行精加工和焊缝检测。
9.根据权利要求8所述的焊接方法,其特征在于,所述焊缝检测包括对焊接件进行氦质谱漏率测试。
10.根据权利要求1-9任一项所述的焊接方法,其特征在于,所述根据设计的焊接结构,对第一导管和第二导管毛坯进行精加工配车,包括:在加工过程中,对第一导管和第二导管的待套接端的壁厚设置余量。
技术总结
本发明提供一种耐压异种导管焊接方法,包括:设计第一导管和第二导管的焊接结构,其中第一导管和第二导管采用不同材料;根据设计的焊接结构,对第一导管和第二导管毛坯进行精加工配车;对第一导管、第二导管和钎料进行预装配成组合件;对组合件进行焊接,获得焊接件。该焊接方法能够减轻现有管道系统的重量。
技术研发人员:李玉龙,朱晗,耿昌
受保护的技术使用者:浙江蓝箭航天空间科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!