一种拖拉机传动系用副变速主动轴精锻成形工艺的制作方法
本发明涉及变速箱主动轴,尤其涉及一种拖拉机传动系用副变速主动轴精锻成形工艺。
背景技术:
1、副变速主动轴产品是拖拉机传动系中的关键部件,其结构形式为前端带有齿轮的空心轴结构,其中,在轴的后端中部有一段外花键结构,要用于拖拉机作业时低速大扭矩条件下的动力传动,运动过程中,两端为轴承支撑,花键和齿轮传递扭扭矩作用,使用过程中,有一个轴穿过产品的直径为30的中心孔,该产品加工工序主要由锻造成形、机加工热处理等三部分组成,由于目前的锻件结构形式为实心杆,需要再采用钻孔的方式对实心杆进行后续加工处理后才能实现最终产品的空心结构,这不仅导致加工效率低下,而且大大增加了制造成本。
技术实现思路
1、为了克服背景技术中的不足,本发明公开了一种拖拉机传动系用副变速主动轴精锻成形工艺,本发明采用二次挤压成形和冲孔工艺,实现了锻件中心孔的锻造成形,减少了成形锻件用材料质量,取消了后续钻孔工序,提高了加工效率,通过挤压深孔工艺优化了锻件流线分布,提高了锻件整体强度。
2、为实现上述目的,本发明采用如下技术方案:
3、一种拖拉机传动系用副变速主动轴精锻成形工艺及其模具,包括由上至下依次由齿轮、上端部和下端部一体挤压成型、且为中空结构的主动轴,上端部与下端部之间由度锥面过渡连接,主动轴的中空结构是由齿轮中部的齿轮空腔、上端部中部的上端部内孔、下端部中部的下端部内孔、以及下端部内孔的底端开口相连通形成,齿轮空腔与上端部内孔、上端部内孔与下端部内孔、下端部内孔与底端开口连接处均设有阶梯结构过渡,拖拉机传动系用副变速主动轴精锻成形工艺包括以下步骤:
4、s1:下料工序
5、在常温状态下,通过剪切模具将实心圆棒料剪断为符合工艺要求的一定长度的实心短棒料段;
6、s2:加热工序
7、将剪切好的实心短棒料段放入中频加热设备内加热到1150±30℃;
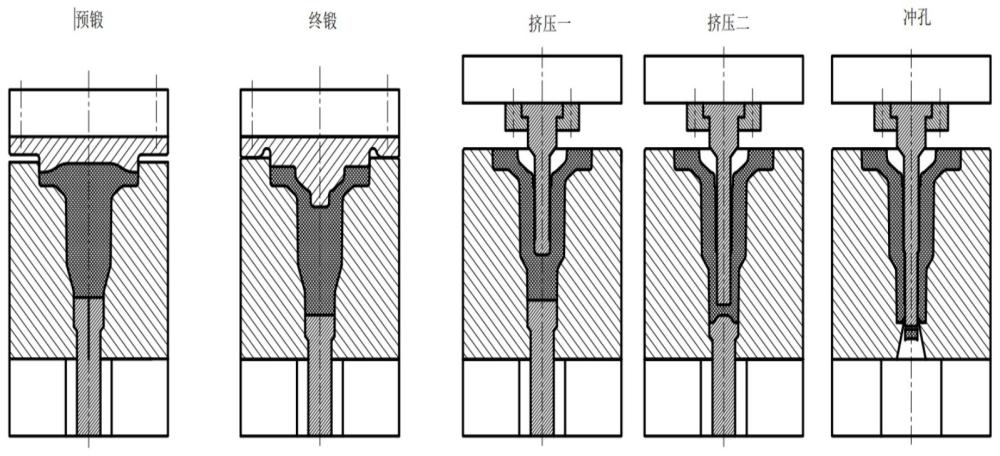
8、s3:成形工序
9、a、将加热好的料段放置到预锻模具中,通过压力机完成预锻胚体,实现齿轮、上端部和下端部的预成形,同时成形后齿轮不出现纵向毛刺现象;
10、b、将预锻胚体放入终锻模具中,通过压力机完成终锻胚体,实现齿轮和齿轮空腔的终成形,以及上端部和下端部的预成形;
11、s4:挤压工序
12、a、将终锻胚体放入第一挤压模具内,通过压力机完成第一挤压胚体,实现上端部内孔和上端部的终成形;
13、b、将第一挤压胚体放入第二挤压模具内,通过压力机完成第二挤压胚体,实现下端部和下端部内孔的终成形;
14、s5:冲孔工序
15、将第二挤压胚体放入冲孔模具中,通过冲孔模具将挤压后的连皮部分冲掉,实现底端开口的成形,完成主动轴的加工。
16、进一步的,s2中加热后的实心短棒料段还需通过高压水除磷设备,将加热过程中产生的表面氧化皮去除掉,去除后的实心短棒料段温度不低于1100℃。
17、进一步的,预锻模具包括上模座a、预锻上模、预锻下模和下模座a,下模座a上部设有预锻下模,上模座a下部设有与预锻下模a相对应的预锻上模,预锻上模与预锻下模a之间配合形成与预锻胚体相适配的形腔a,形腔a内腔下部卡放有与形腔a内壁相贴附、且贯穿预锻下模a和下模座a的预锻下顶杆。
18、进一步的,终锻模具包括上模座b、终锻上模、终锻下模和下模座b,下模座b上部设有终锻下模,上模座a下部设有与终锻下模相对应的终锻上模,终锻上模下部设有与齿轮空腔相适配的凸模,终锻上模与终锻下模之间配合形成与终锻胚体相适配的形腔b,形腔b内腔下部卡放有与形腔b内壁相贴附、且贯穿终锻下模和下模座b的终锻下顶杆。
19、进一步的,第一挤压模具包括上模板a、挤压一工步冲子、挤压一工步下模和下模板a,下模板a上部设有挤压一工步下模,挤压一工步下模内设有与第一挤压胚体相适配的形腔c,上模板a下部设有与形腔c相对应、且与上端部内孔相适配的挤压一工步冲子,形腔c内腔下部卡放有与形腔c内壁相贴附、且贯穿挤压一工步下模和下模板a的挤压一工步顶杆。
20、进一步,第二挤压模具包括上模板b、挤压二工步冲子、挤压二工步下模和下模板b,下模板b上部设有挤压二工步下模,挤压二工步下模内设有与第二挤压胚体相适配的形腔d,上模板b下部设有与形腔d相对应、且与下端部内孔相适配的挤压二工步冲子,形腔d内腔下部卡放有与形腔d内壁相贴附、且贯穿挤压二工步下模和下模板b的挤压二工步顶杆。
21、进一步,挤压二工步顶杆上端面设有用于对第二挤压胚体下端面进行锻造加工的锻头。
22、进一步的,冲孔模具包括上模板c、冲孔冲子、冲孔下模、支撑座和下模板c,下模板c上部设有用于支撑冲孔下模的支撑座,冲孔下模内设有与第二挤压胚体相适配的形腔e,形腔e内底面设有与底端开口匹配、且贯穿冲孔下模的冲孔,支撑座上设有与冲孔相对应的通口,上模板c下部设有与冲孔相对应、且用于贯穿第二挤压胚体形成底端开口的冲孔冲子。
23、进一步的,挤压一工步下模、挤压二工步下模和冲孔下模上部均设有数根支撑杆,数根支撑杆上均设有脱料板,挤压一工步冲子、挤压二工步冲子和冲孔冲子均贯穿相对应的脱料板、并经由脱料板对挤压一工步冲子、挤压二工步冲子和冲孔冲子表面进行脱料处理。
24、与现有技术相比,本发明的有益效果是:本发明采用二次挤压成形和冲孔工艺,实现了锻件中心孔的锻造成形,减少了成形锻件用材料质量,取消了后续钻孔工序,提高了加工效率,通过挤压深孔工艺优化了锻件流线分布,提高了锻件整体强度;本发明不仅提高了副变速主动轴的加工效率,而且降低了制造成本,经济收益十分明显,也符合目前制造业节能减排降本增效、绿色制造发展的趋势。
技术特征:
1.一种拖拉机传动系用副变速主动轴精锻成形工艺,包括由上至下依次由齿轮(1)、上端部(3)和下端部(4)一体挤压成型、且为中空结构的主动轴,上端部(3)与下端部(4)之间由(20)度锥面过渡连接,主动轴的中空结构是由齿轮(1)中部的齿轮空腔(2)、上端部(3)中部的上端部内孔(5)、下端部(4)中部的下端部内孔(6)、以及下端部内孔(6)的底端开口(7)相连通形成,齿轮空腔(2)与上端部内孔(5)、上端部内孔(5)与下端部内孔(6)、下端部内孔(6)与底端开口(7)连接处均设有阶梯结构过渡,其特征在于:还包括以下步骤:
2.根据权利要求1所述的一种拖拉机传动系用副变速主动轴精锻成形工艺,其特征在于:s2中加热后的实心短棒料段还需通过高压水除磷设备,将加热过程中产生的表面氧化皮去除掉,去除后的实心短棒料段温度不低于1100℃。
3.根据权利要求1所述的一种拖拉机传动系用副变速主动轴精锻成形工艺,其特征在于:预锻模具包括上模座a(8)、预锻上模(9)、预锻下模(11)和下模座a(13),下模座a(13)上部设有预锻下模(11),上模座a(8)下部设有与预锻下模a(11)相对应的预锻上模(9),预锻上模(9)与预锻下模a(11)之间配合形成与预锻胚体相适配的形腔a(10),形腔a(10)内腔下部卡放有与形腔a(10)内壁相贴附、且贯穿预锻下模a(11)和下模座a(13)的预锻下顶杆(12)。
4.根据权利要求1所述的一种拖拉机传动系用副变速主动轴精锻成形工艺,其特征在于:终锻模具包括上模座b(14)、终锻上模(15)、终锻下模(17)和下模座b(20),下模座b(20)上部设有终锻下模(17),上模座a(8)下部设有与终锻下模(17)相对应的终锻上模(15),终锻上模(15)下部设有与齿轮空腔(2)相适配的凸模(16),终锻上模(15)与终锻下模(17)之间配合形成与终锻胚体相适配的形腔b(18),形腔b(18)内腔下部卡放有与形腔b(18)内壁相贴附、且贯穿终锻下模(17)和下模座b(20)的终锻下顶杆(19)。
5.根据权利要求1所述的一种拖拉机传动系用副变速主动轴精锻成形工艺,其特征在于:第一挤压模具包括上模板a(21)、挤压一工步冲子(22)、挤压一工步下模(25)和下模板a(28),下模板a(28)上部设有挤压一工步下模(25),挤压一工步下模(25)内设有与第一挤压胚体相适配的形腔c(26),上模板a(21)下部设有与形腔c(26)相对应、且与上端部内孔(5)相适配的挤压一工步冲子(22),形腔c(26)内腔下部卡放有与形腔c(26)内壁相贴附、且贯穿挤压一工步下模(25)和下模板a(28)的挤压一工步顶杆(27)。
6.根据权利要求1所述的一种拖拉机传动系用副变速主动轴精锻成形工艺,其特征在于:第二挤压模具包括上模板b(29)、挤压二工步冲子(30)、挤压二工步下模(31)和下模板b(35),下模板b(35)上部设有挤压二工步下模(31),挤压二工步下模(31)内设有与第二挤压胚体相适配的形腔d(32),上模板b(29)下部设有与形腔d(32)相对应、且与下端部内孔(6)相适配的挤压二工步冲子(34),形腔d(32)内腔下部卡放有与形腔d(32)内壁相贴附、且贯穿挤压二工步下模(31)和下模板b(35)的挤压二工步顶杆(34)。
7.根据权利要求6所述的一种拖拉机传动系用副变速主动轴精锻成形工艺,其特征在于:挤压二工步顶杆(34)上端面设有用于对第二挤压胚体下端面进行锻造加工的锻头(33)。
8.根据权利要求1所述的一种拖拉机传动系用副变速主动轴精锻成形工艺,其特征在于:冲孔模具包括上模板c(36)、冲孔冲子(37)、冲孔下模(38)、支撑座(41)和下模板c(43),下模板c(43)上部设有用于支撑冲孔下模(38)的支撑座(41),冲孔下模(38)内设有与第二挤压胚体相适配的形腔e(39),形腔e(39)内底面设有与底端开口(7)匹配、且贯穿冲孔下模(38)的冲孔(40),支撑座(41)上设有与冲孔(40)相对应的通口(42),上模板c(36)下部设有与冲孔(40)相对应、且用于贯穿第二挤压胚体形成底端开口(7)的冲孔冲子(37)。
9.根据权利要求5、6和8所述的一种拖拉机传动系用副变速主动轴精锻成形工艺,其特征在于:挤压一工步下模(25)、挤压二工步下模(31)和冲孔下模(38)上部均设有数根支撑杆(24),数根支撑杆(24)上均设有脱料板(23),挤压一工步冲子(22)、挤压二工步冲子(30)和冲孔冲子(37)均贯穿相对应的脱料板(23)、并经由脱料板(23)对挤压一工步冲子(22)、挤压二工步冲子(30)和冲孔冲子(37)表面进行脱料处理。
技术总结
本发明公开了一种拖拉机传动系用副变速主动轴精锻成形工艺,包括以下步骤:下料工序、加热工序、成形工序、挤压工序和冲孔工序,本发明采用二次挤压成形和冲孔工艺,实现了锻件中心孔的锻造成形,减少了成形锻件用材料质量,取消了后续钻孔工序,提高了加工效率,通过挤压深孔工艺优化了锻件流线分布,提高了锻件整体强度。
技术研发人员:夏占雪,祁伟,张鸿涛,张延喜,付贺,田兴平,刘金蕾,刘玲玲
受保护的技术使用者:第一拖拉机股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!