一种拉表找平行的软操作法的制作方法
本发明属于机械加工行业中零件精加工或夹具的找正方法,尤其涉及一种拉表找平行的软操作法。
背景技术:
1、在机械加工行业中,零件精加工或夹具找正首先就需要将它们拉表找平行,这是为下一步定义加工基准的基础,直接决定最终的零件加工精度及产品质量。在现实的工作中,这个工作都是凭借操作者的经验来完成。没有理论依据等方法来快速准确的完成该项工作,造成浪费很多时间,甚至对于很多经验较少的操作者来讲,连稍微复杂一些的拉表找平行的工作都完成不了。可见传统拉表找平行操作对对操作者的技能水平要求高,找正时间长,找正精度低,学习难度高和推广性差。
技术实现思路
1、本发明提供一种拉表找平行的软操作法,以解决传统拉表找平行操作对对操作者的技能水平要求高,找正时间长,找正精度低,学习难度高和推广性差的问题。
2、本发明采取的技术方案是,包括下列步骤:
3、(1)、用压紧装置压紧工件,但不能完全压实,使工件具有一定的调整范围;
4、(2)、将百分表压住左测点a’后将百分表调0,拉表至右测点b’处,记下表显数值δ’;
5、(3)、根据几何关系确定需要调整的测点位移δ;
6、(4)、根据需要重复操作步骤(2)和(3),百分表往返左测点a’和右测点b’调整后的无误差左点a和无误差右点b,两点无误差后,夹紧压紧装置。
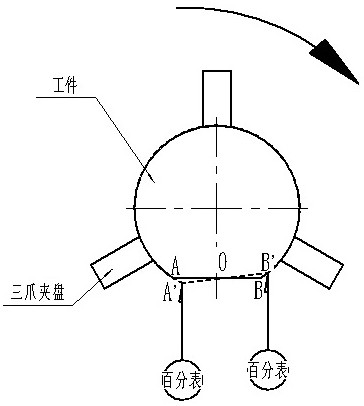
7、本发明所述步骤(1)中压紧装置压紧工件具体为三爪夹盘装夹回转体工件时,其它步骤如下:
8、(2)、将百分表压住左测点a’后将百分表调0,拉表至右测点b’处,记下表显数值δ’;
9、(3)、根据如下几何关系确定需要调整的测点位移δ:
10、a、由于工件是回转体,工件绕“o”点回转,故△aao’≌△bbo’即δ=δ’;
11、b、将工件顺时针调整百分表读数δ=δ’;
12、(4)根据需要重复操作步骤(2)和(3),百分表往返左测点a’和右测点b’调整后的无误差左点a和无误差右点b,两点无误差后,夹紧工件。
13、本发明所述步骤(1)中压紧装置压紧工件具体为压板压紧长工艺面工件时,将左侧压板压紧工件,但不能完全压实,使工件具有一定的调整范围;右侧压板处于松开状态,其它步骤如下:
14、(2)、将百分表压住左测点a’后将百分表调0,拉表至右测点b’处,记下表显数值δ’;
15、(3)、根据几何关系确定需要调整的测点位移δ:
16、a、δ=δ’;
17、b、将工件顺时针调整百分表读数δ=δ’;
18、(4)根据需要重复操作步骤(2)和(3),百分表往返左测点a’和右测点b’调整后的无误差左点a和无误差右点b,两点无误差后,夹紧左侧压板后再压紧右侧压板。
19、本发明所述步骤(1)中压紧装置压紧工件具体为压板压紧短工艺面板类零件时,将左侧压板压紧工件,但不能完全压实,使工件具有一定的调整范围;右侧压板处于松开状态,其它步骤如下:
20、(2)、将百分表压住左测点a’后将百分表调0,拉表至右测点b’处,记下表显数值δ’;
21、(3)、根据几何关系确定需要调整的测点位移δ:
22、a、△obb’∽△oaa’,采用ob=2oa,则bb’=2aa’,则δ=2δ’;
23、b、将工件右测点b’ 调整δ=2δ’;
24、(4)根据需要重复操作步骤(2)和(3),百分表往返左测点a’和右测点b’调整后的无误差左点a和无误差右点b,两点无误差后,夹紧左侧压板后再压紧右侧压板。
25、本发明所述步骤(1)中压紧装置压紧工件具体为压板压紧无工艺面但有基准孔或基准轴的零件时,根据孔的大小配制长台阶销,尾部与孔配合,头部两销直径相同,将销塞入孔内;将左侧压板压紧工件,但不能完全压实,使工件具有一定的调整范围;右侧压板处于松开状态,其它步骤如下:
26、(2)、将百分表压住左测点a’处,打出销直径的最大点后百分表调0,拉表至右测b’点处,打出销直径的最大点的数值记下表显数值δ’;
27、(3)根据几何关系确定需要调整的测点位移δ:
28、a、△obb’∽△oaa’,采取ob=2oa,则bb’=2aa’,则δ=2δ’;
29、b、将工件顺时针方向调整δ=2δ’即可;
30、(4)根据需要重复操作步骤(2)和(3),百分表往返左测点a’和右测点b’调整后的无误差左点a和无误差右点b,两点无误差后,夹紧左侧压板后再压紧右侧压板。
31、本发明所述步骤(1)中压紧装置压紧工件具体为压板压紧轴类零件时,将压板压紧工件,但不能完全压实,使工件具有一定的调整范围;
32、(2)、将百分表压住左测点a’后将百分表调0,拉表至右测点b’处,记下表显数值δ’;
33、(3)根据几何关系确定需要调整的测点位移δ:
34、a、△obb’∽△oaa’,采取ob=2oa,则bb’=2aa’,则δ=2δ’;
35、b、将工件顺时针方向调整δ=2δ’即可;
36、(4)根据需要重复操作步骤(2)和(3),百分表往返左测点a’和右测点b’调整后的无误差左点a和无误差右点b,两点无误差后,夹紧压板。
37、本发明的优点是根据两个相似直角三角形各边的比例关系相同的定理,将其引入到了拉表找平行的工作中,通过百分表指针读数来推导出零件或夹具需要调整的数值,把凭经验找正变为凭数据找正,使拉表平行工作变得分外简单,百分表基本往返三次就可以完成精准找正,对机械操作者在工件拉表平行操作中有极大的实用价值,而且将来随着该操作方法的推广,可以在机械生产加工中持续创造出它应有的价值,还具有简便、易学、快速、实用、易于推广等特点。
技术特征:
1.一种拉表找平行的软操作法,其特征在于,包括下列步骤:
2.根据权利要求1所述的一种拉表找平行的软操作法,其特征在于,所述步骤(1)中压紧装置压紧工件具体为三爪夹盘装夹回转体工件时,其它步骤如下:
3.根据权利要求1所述的一种拉表找平行的软操作法,其特征在于,所述步骤(1)中压紧装置压紧工件具体为压板压紧长工艺面工件时,将左侧压板压紧工件,但不能完全压实,使工件具有一定的调整范围;右侧压板处于松开状态,其它步骤如下:
4.根据权利要求1所述的一种拉表找平行的软操作法,其特征在于,所述步骤(1)中压紧装置压紧工件具体为压板压紧短工艺面板类零件时,将左侧压板压紧工件,但不能完全压实,使工件具有一定的调整范围;右侧压板处于松开状态,其它步骤如下:
5.根据权利要求1所述的一种拉表找平行的软操作法,其特征在于,所述步骤(1)中压紧装置压紧工件具体为压板压紧无工艺面但有基准孔或基准轴的零件时,根据孔的大小配制长台阶销,尾部与孔配合,头部两销直径相同,将销塞入孔内;将左侧压板压紧工件,但不能完全压实,使工件具有一定的调整范围;右侧压板处于松开状态,其它步骤如下:
6.根据权利要求1所述的一种拉表找平行的软操作法,其特征在于,所述步骤(1)中压紧装置压紧工件具体为压板压紧轴类零件时,将压板压紧工件,但不能完全压实,使工件具有一定的调整范围;
技术总结
本发明涉及一种拉表找平行的软操作法,属于机械加工行业中零件精加工或夹具的找正方法。用压紧装置压紧工件,将百分表压住左测点后将百分表调0,拉表至右测点处,记下表显数值,根据几何关系确定需要调整的测点位移Δ,百分表往返两点无误差后,夹紧压紧装置。优点是根据两个相似直角三角形各边的比例关系相同的定理,将其引入到了拉表找平行的工作中,通过百分表指针读数来推导出零件或夹具需要调整的数值,把凭经验找正变为凭数据找正,使拉表平行工作变得分外简单,百分表基本往返三次就可以完成精准找正,对机械操作者在工件拉表平行操作中有极大的实用价值。
技术研发人员:郭震宇,杨圣文,鞠春雨,夏丽华
受保护的技术使用者:吉林东光奥威汽车制动系统有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!