一种电机壳体内套的加工方法与流程
本发明涉及电机制造,尤其涉及一种电机壳体内套的加工方法。
背景技术:
1、电机壳体是电机的重要组成部分,起到承载零部件、冷却散热以及保护内部结构不受破坏的作用。分体式电机壳体(内套、外套、含阻尼材料连接件)不仅有以上作用,而且还具有优良的nvh(noise噪声、vibration振动、harshness声振粗糙度)性能。
2、现有技术中,常规工艺是先对壳体内套和外套的分别进行加工,只精加工两者的结合面尺寸,内、外套进行合装焊接后再进行精加工。对有精度有极高要求的尺寸,采用车床扇形卡爪内撑内套内孔或者外夹壳体内套外圆,按照正常液压压力紧固。
3、在实现本发明过程中,发明人发现现有技术中至少存在以下问题:因为壳体内套壁厚较薄(大约6mm),使用扇形卡爪夹紧外圆或者支撑内孔装夹,按照正常液压压力紧固,拆卸后内径、外圆会有0.05-0.1mm椭圆变形,无法保证孔径、外圆、圆柱度、同轴度等关键尺寸精度,加工产品的稳定性和一致性较差;而将液压压力调低,会造成装夹不牢固,内套加工件有掉落风险,容易产生加工件报废和安全事故。
技术实现思路
1、本发明旨至少在一定程度上解决相关技术中的技术问题之一。
2、为此,本发明的目的在于提出一种电机壳体内套的加工方法,保证加工内套的稳定性和一致性,降低废品率。
3、为达到上述目的,本发明提出一种电机壳体内套的加工方法,包括:
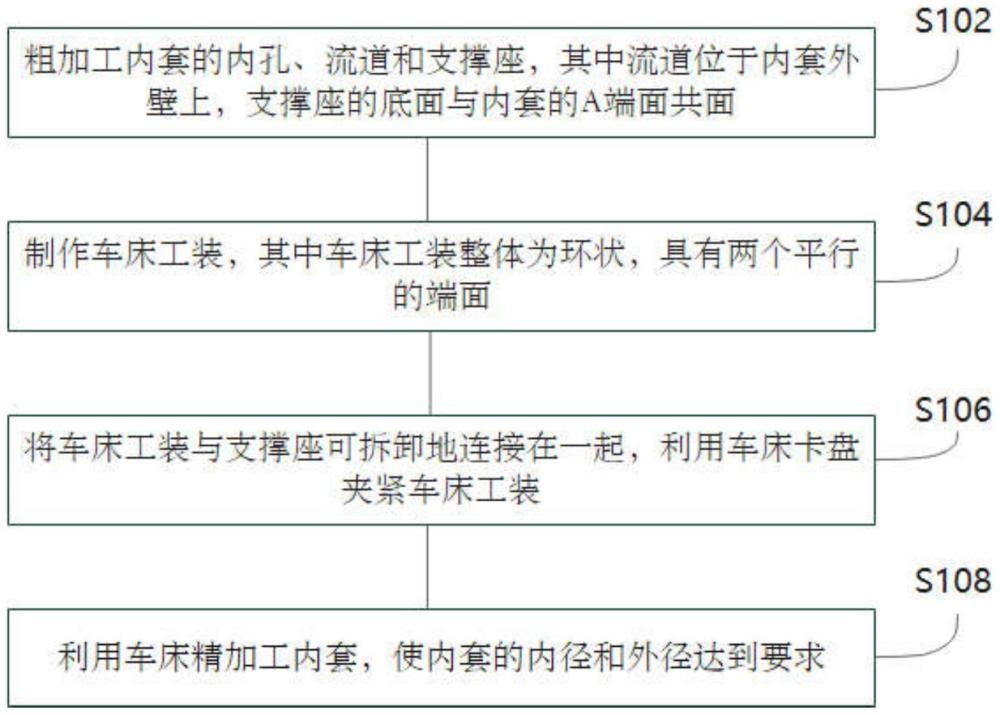
4、s102,加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面;
5、s104,制作车床工装,其中车床工装整体外形为环状;
6、s106,将车床工装与支撑座可拆卸地连接在一起,利用车床卡盘夹紧车床工装;
7、s108,利用车床精加工内套,使内套的内径和外径达到要求。
8、根据本发明的电机壳体内套的加工方法,利用车床工装将内套连接在一起,车床卡盘夹紧车床工装后再精加工内套,卡盘卡爪不直接夹持内套,这样内套就不存在装夹变形的问题,能够保证加工内套的稳定性和一致性,进而降低加工过程中的废品率。
9、根据本发明的一个实施例,所述将车床工装与支撑座可拆卸地连接在一起,包括:
10、将车床工装与支撑座利用定位销和紧固件连接在一起,其中支撑座的边沿设有若干螺孔和定位孔,车床工装上设有与支撑座适配的若干螺孔和定位孔。
11、根据本发明的一个实施例,所述加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面,包括:
12、s1021,加工中心对毛坯料的a端面粗加工,铣削掉棱角,加工出具有第一内孔的内套;
13、s1022,加工中心对内套的b端面粗加工,铣削掉棱角,加工第二内孔,使第二内孔与第一内孔连通。
14、根据本发明的一个实施例,所述加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面,还包括:
15、s1023,车床以a端面为基准,卡盘卡爪夹持第二内孔,车削外径内套的外径尺寸到要求尺寸,粗加工支撑座的顶面,扩大第一内孔的内径;
16、s1024,车床以b端面为基准,卡盘卡爪夹持内套的外壁,扩大第二内孔直径,粗加工支撑座的底面,第二内孔的上侧车出台阶孔作为止口。
17、根据本发明的一个实施例,所述加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面,还包括:
18、s1025,加工中心利用止口定位,粗加工流道,其中流道螺旋环绕地设置所述内套的外壁上;
19、s1026,对内套所有表面进行喷丸处理。
20、根据本发明的一个实施例,所述加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面,还包括:
21、s1027,车床以b端面为基准,卡盘卡爪夹持第一内孔,车削支撑座的底面和台阶孔;
22、s1028,加工中心对支撑座加工出若干螺孔和定位孔。
23、根据本发明的一个实施例,还包括:
24、s110,加工中心装夹车床工装,加工中心加工内套b端面、插槽、退刀槽和工艺销孔。
25、根据本发明的一个实施例,还包括:
26、s112,将内套从车床工装上取下,加工中心加工支撑座上的螺纹孔、定位孔和插槽至最终尺寸。
27、根据本发明的一个实施例,还包括:
28、s114,加工中心加工内套a端面上的斜孔,其中斜孔与内套内壁贯穿。
29、根据本发明的一个实施例,还包括:
30、s116,加工中心加工内套b端面上的斜孔,其中斜孔与内套内部贯穿。
31、本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种电机壳体内套的加工方法,其特征在于,包括:
2.根据权利要求1所述的电机壳体内套的加工方法,其特征在于,所述将车床工装与支撑座可拆卸地连接在一起,包括:
3.根据权利要求1所述的电机壳体内套的加工方法,其特征在于,所述加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面,包括:
4.根据权利要求3所述的电机壳体内套的加工方法,其特征在于,所述加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面,还包括:
5.根据权利要求4所述的电机壳体内套的加工方法,其特征在于,所述加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面,还包括:
6.根据权利要求5所述的电机壳体内套的加工方法,其特征在于,所述加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的a端面共面,还包括:
7.根据权利要求6所述的电机壳体内套的加工方法,其特征在于,还包括:
8.根据权利要求7所述的电机壳体内套的加工方法,其特征在于,还包括:
9.根据权利要求8所述的电机壳体内套的加工方法,其特征在于,还包括:
10.根据权利要求8所述的电机壳体内套的加工方法,其特征在于,还包括:
技术总结
本发明提出一种电机壳体内套的加工方法,包括:S102,加工内套的内孔、流道和支撑座,其中流道位于内套外壁上,支撑座的底面与内套的A端面共面;S104,制作车床工装,其中车床工装整体外形为环状;S106,将车床工装与支撑座可拆卸地连接在一起,利用车床卡盘夹紧车床工装;S108,利用车床精加工内套,使内套的内径和外径达到要求。根据本发明的电机壳体内套的加工方法,利用车床工装将内套连接在一起,车床卡盘夹紧车床工装后再精加工内套,卡盘卡爪不直接夹持内套,这样内套就不存在装夹变形的问题,能够保证加工内套的稳定性和一致性,进而降低加工过程中的废品率。
技术研发人员:周忠坤,李冬景,刘永明,乔守贺,王宇航
受保护的技术使用者:精进电动科技(菏泽)有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!