通过局部加热实现塑胶件与五金件稳定装配的自动化设备的制作方法
本发明涉及自动化装配设备,特别是涉及一种通过局部加热实现塑胶件与五金件稳定装配的自动化设备。
背景技术:
1、随着科技发展,加工方法日益成熟,现有的很多产品会涉及到塑胶件与五金件的装配。如图1所示,在板料加工过程中,需要将塑胶材质的塞钉10(塑胶件)装配到金属材质的面板20(五金件)的孔洞21上。为了使装配后塑胶件能够与五金件孔洞21的内壁充分接触,防止连接脱落,塑胶件与孔洞21采用过盈配合。在实际装配过程中,常见的方法是给塑胶件施压,使其自身发生形变后挤入五金件的孔洞21内。但是,这种方式容易出现以下问题:其一,塑胶件变形不均匀,在压入孔洞21后,塑胶件存在有形变的褶皱,容易造成密封不完整;其二,塑胶件强行挤入孔洞21内,其表面会与孔洞21边缘发生严重剐蹭,进而使得塑胶件表面出现明显划痕,同样影响装配后的密封性能。而且,塑胶件在使用一段时间后其自身弹性会衰退,导致其装配发生松动。
2、同时,现有技术缺少相应的自动化设备,加工时只能由人工进行装配操作,工作效率较低。
3、为此,如何设计一种通过局部加热实现塑胶件与五金件稳定装配的自动化设备,使其能够实现塑胶件与五金件的稳定装配,确保装配后的密封性能,同时提高工作效率,这是该领域技术人员需要解决的技术问题。
技术实现思路
1、本发明的目的是克服现有技术中的不足之处,提供一种通过局部加热实现塑胶件与五金件稳定装配的自动化设备,使其能够实现塑胶件与五金件的稳定装配,确保装配后的密封性能,同时提高工作效率。
2、本发明的目的是通过以下技术方案来实现的:
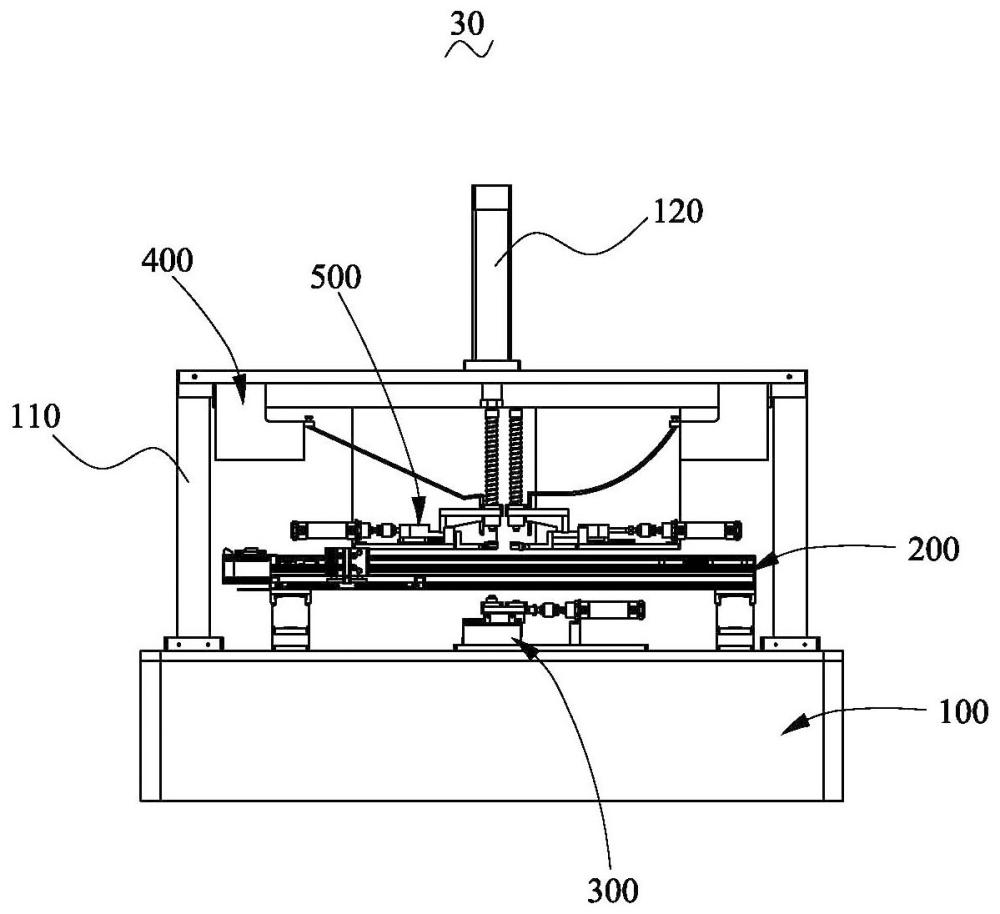
3、一种通过局部加热实现塑胶件与五金件稳定装配的自动化设备,包括:机座、平移模组、加热模组、上料模组以及装配模组;
4、所述平移模组设于所述机座上,所述平移模组用以移动面板;
5、所述加热模组设于所述机座上,所述加热模组用于对所述面板上的孔洞进行局部加热;
6、所述机座上设有支撑架,所述上料模组设于所述支撑架上,所述上料模组用于将塞钉传递给所述装配模组;
7、所述装配模组用于将所述塞钉压入所述面板的孔洞,所述装配模组包括:基准块、推杆以及临时定位组件,所述推杆通过复位弹簧活动设于所述基准块上,所述临时定位组件用于临时固定所述塞钉;
8、所述面板位于所述装配模组与所述加热模组之间,所述支撑架上设有施压气缸,所述施压气缸推动所述推杆靠近所述临时定位组件,所述推杆将所述临时定位组件上的塞钉压入所述面板的孔洞,所述加热模组为所述面板托底。
9、在其中一个实施例中,所述平移模组包括:夹持治具、移动平台、x轴滑轨以及y轴滑轨,所述x轴滑轨活动架设于所述y轴滑轨上,所述移动平台活动设于所述x轴滑轨上,所述夹持治具固设于所述移动平台上,所述面板安装于所述夹持治具上。
10、在其中一个实施例中,所述加热模组包括:基座、滑台、行进气缸以及加热头,所述行进气缸安装于所述基座上,所述滑台设于所述行进气缸的活塞杆末端,所述加热头滑动设于所述滑台上;
11、所述基座上设有凸轨,所述加热头的末端滑动抵持于所述凸轨上,所述加热头用于为所述面板局部加热。
12、在其中一个实施例中,所述加热头的数量为两个,两个所述加热头并排设置在所述滑台上,且两个所述加热头相互独立;
13、所述凸轨为两侧倾斜中间凸起的锥形体结构,两个所述加热头分别滑动抵持于所述凸轨上,当所述加热头处于所述凸轨的中间凸起处时,所述加热头探出所述滑台,且所述加热头顶持于所述面板的孔洞处。
14、在其中一个实施例中,所述临时定位组件包括固定块以及翻转件,所述固定块开设有入料通道以及与所述推杆配合的避让口,所述翻转件可转动地设于所述入料通道与所述避让口的交汇处;
15、所述塞钉从所述入料通道进入到所述固定块内,所述翻转件对所述塞钉进行定位;所述翻转件上设有卡持缺口以及导向倾斜面,所述塞钉卡持于所述卡持缺口,所述导向倾斜面用于引导所述塞钉运动。
16、在其中一个实施例中,所述推杆为中空结构,所述推杆上开设有抽气孔,所述推杆的末端开设有与所述抽气孔贯通的吸气口,所述吸气口形成负压并吸附所述塞钉。
17、在其中一个实施例中,所述上料模组包括用于暂存所述塞钉的储料筒,以及用于传输所述塞钉的导料软管,所述导料软管连接所述储料筒与所述固定块的入料通道。
18、在其中一个实施例中,所述装配模组的数量为两个,每一所述装配模组包括移载气缸,所述移载气缸驱动所述基准块往复移动;所述上料模组的数量为两个,两个所述上料模组分别与两个所述装配模组连接。
19、综上,本发明的通过局部加热实现塑胶件与五金件稳定装配的自动化设备,能够实现塑胶件与五金件的稳定装配,确保装配后的密封性能,同时提高工作效率。
技术特征:
1.一种通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,包括:机座、平移模组、加热模组、上料模组以及装配模组;
2.根据权利要求1所述的通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,所述平移模组包括:夹持治具、移动平台、x轴滑轨以及y轴滑轨,所述x轴滑轨活动架设于所述y轴滑轨上,所述移动平台活动设于所述x轴滑轨上,所述夹持治具固设于所述移动平台上,所述面板安装于所述夹持治具上。
3.根据权利要求1所述的通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,所述加热模组包括:基座、滑台、行进气缸以及加热头,所述行进气缸安装于所述基座上,所述滑台设于所述行进气缸的活塞杆末端,所述加热头滑动设于所述滑台上;
4.根据权利要求3所述的通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,所述加热头的数量为两个,两个所述加热头并排设置在所述滑台上,且两个所述加热头相互独立;
5.根据权利要求1所述的通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,所述临时定位组件包括固定块以及翻转件,所述固定块开设有入料通道以及与所述推杆配合的避让口,所述翻转件可转动地设于所述入料通道与所述避让口的交汇处;
6.根据权利要求5所述的通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,所述推杆为中空结构,所述推杆上开设有抽气孔,所述推杆的末端开设有与所述抽气孔贯通的吸气口,所述吸气口形成负压并吸附所述塞钉。
7.根据权利要求5所述的通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,所述上料模组包括用于暂存所述塞钉的储料筒,以及用于传输所述塞钉的导料软管,所述导料软管连接所述储料筒与所述固定块的入料通道。
8.根据权利要求1所述的通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,所述装配模组的数量为两个,每一所述装配模组包括移载气缸,所述移载气缸驱动所述基准块往复移动;所述上料模组的数量为两个,两个所述上料模组分别与两个所述装配模组连接。
技术总结
本发明提供一种通过局部加热实现塑胶件与五金件稳定装配的自动化设备,其特征在于,包括:机座、平移模组、加热模组、上料模组以及装配模组。其中,平移模组用以移动面板,加热模组用于对面板上的孔洞进行局部加热。机座上设有支撑架,上料模组设于支撑架上,上料模组用于将塞钉传递给装配模组。装配模组用于将塞钉压入面板的孔洞,装配模组包括:基准块、推杆以及临时定位组件,推杆通过复位弹簧活动设于基准块上,临时定位组件用于临时固定塞钉。支撑架上设有施压气缸,施压气缸推动推杆,推杆将塞钉压入面板的孔洞,加热模组为面板托底。该自动化设备能够实现塑胶件与五金件的稳定装配,确保装配后的密封性能,同时提高工作效率。
技术研发人员:张映武,徐贵
受保护的技术使用者:展祥科技(惠州)有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!