一种数控机床刀具温度与振动状态监测系统的制作方法
本发明涉及数控机床温度监测、振动监测,具体来说是一种数控机床刀具温度与振动状态监测系统。
背景技术:
1、数控机床是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。数控机床的基本组成包括加工程序载体、数控装置、伺服驱动装置、机床主体和其他辅助装置。
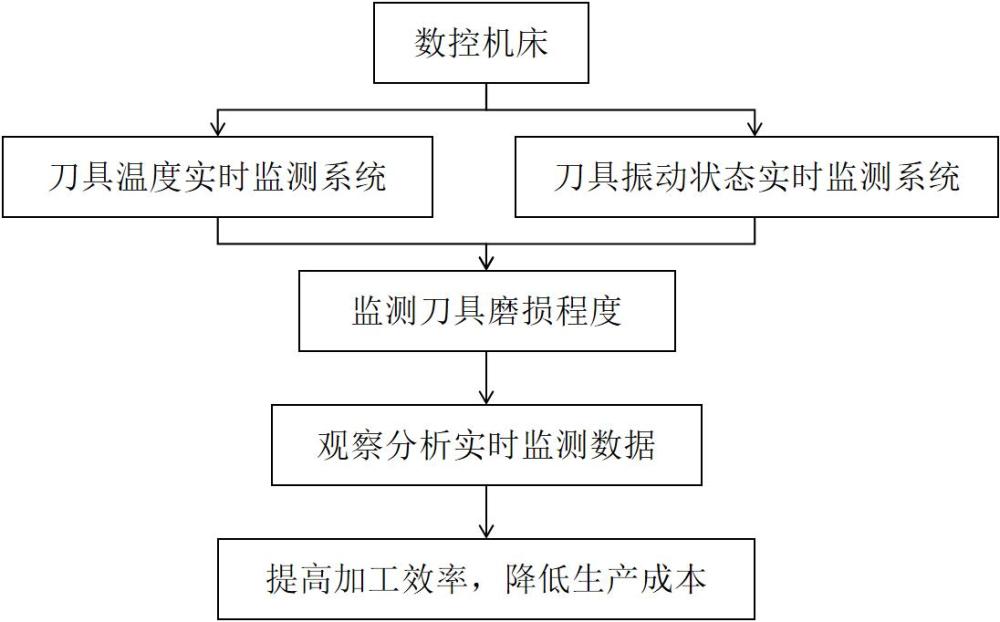
2、刀具作为数控机床中加工产品的直接参与者,其磨损程度与产品的尺寸精度、表面粗糙度息息相关。因此需要跟据实际要求和具体场景进行调研和分析,设计一套针对数控机床刀具的温度以及振动响应信号的监测系统,为监测刀具磨损程度提供实时监测数据,以此提高加工效率,降低生产成本。
3、物体表面温度如果超过绝对零度即会辐射出电磁波,随着温度变化,电磁波的辐射强度与波长分布特性也随之改变,波长介于0.75μm到1000μm间的电磁波称为“红外线”。由于红外线对极大部份的固体及液体物质的穿透能力极差,因此红外热成像检测是以测量物体表面的红外线辐射能量为主。研究表明,物体辐射出的红外线峰值波长与绝对温度成反比,即物体的温度越高,其辐射出的峰值波长越短。当测得物体表面辐射出的波长时,即可根据维恩位移定律计算得到物体表面温度,这就是红外热成像测温技术的理论基础。
技术实现思路
1、刀具作为数控机床中加工产品的直接参与者,其磨损程度与产品的尺寸精度、表面粗糙度息息相关。为了实时监测机床的刀具温度和振动状态,进而为监测刀具磨损程度提供实时数据,本发明提出了一种数控机床刀具温度与振动状态监测系统。
2、为了实现上述目的,本发明的技术方案如下:
3、一种数控机床刀具温度实时监测系统,其特征在于:
4、采用非接触式红外线测温仪,具体为一种红外热成像仪,包括:红外镜头、红外探测器、信号处理电路、热图显示器等。基于红外辐射强度,实时拍摄刀具切削区域,得到刀具的实时温度,实现对刀具的温度实时监测。
5、优选的,采用非接触式红外线测温仪,因为机床在工作时,无法采用必须埋在刀具或工件内部的传感器,如热电偶等,故只能通过非接触的形式采集数据。
6、优选的,所述的红外镜头使用锗玻璃制成,因为锗玻璃折射系数高,可将可见光与紫外光过滤掉,只通过红外光。红外镜头的材料可根据实际情况进行调整和改变。
7、优选的,所述的红外探测器一般为红外感应元件(红外传感器),也可以是晶片等其他元件。
8、优选的,所述的信号处理电路接收到来自红外探测器的模拟电信号,然后经过放大、滤波、ad(模-数)转换等一系列处理后,将其变成适当的数字信号,再进行后续处理。信号处理环节的具体步骤视不同场景的需要而改变。
9、一种数控机床刀具振动状态实时监测系统,其特征在于:
10、选取针对刀具特点的加速度传感器及安装位置,选型调理电路以及采集系统,对特定点的振动信号进行时域、频域以及时频域特征提取,完成对刀具的振动状态的实时监测,用于后续算法得到刀具当前的磨损状态。
11、优选的,所述的加速度传感器一般使用压电式传感器,也可根据需要使用其它类型的加速度传感器,如压阻式传感器、电容式传感器等。
12、优选的,所述的压电传感器的核心传感元件是压电石英晶片,也跟据实际情况可用其他材料代替。
13、优选的,所述的调理电路可选用电荷放大器作为测量电路,也可选用电压放大器等其他元件。调理电路的作用包括但不限于:电压放大、滤波、ad(模-数)转换等。
技术特征:
1.一种数控机床刀具温度实时监测系统,其特征在于:
2.根据权利要求1所述的一种数控机床刀具温度监测系统,其特征在于:采用非接触式红外线测温仪,因为机床在工作时,无法采用必须埋在刀具或工件内部的传感器,如热电偶等,故只能通过非接触的形式采集数据。
3.根据权利要求1所述的一种数控机床刀具温度监测系统,其特征在于:所述的红外镜头使用锗玻璃制成,因为锗玻璃折射系数高,可将可见光与紫外光过滤掉,只通过红外光。红外镜头的材料可根据实际情况进行调整和改变。
4.根据权利要求1所述的一种数控机床刀具温度监测系统,其特征在于:所述的红外探测器一般为红外感应元件(红外传感器),也可以是晶片等其他元件。
5.根据权利要求1所述的一种数控机床刀具温度监测系统,其特征在于:所述的信号处理电路接收到来自红外探测器的模拟电信号,然后经过放大、滤波、ad(模-数)转换等一系列处理后,将其变成适当的数字信号,再进行后续处理。信号处理环节的具体步骤视不同场景的需要而改变。
6.一种数控机床刀具振动状态实时监测系统,其特征在于:
7.根据权利要求6所述的一种数控机床刀具振动状态监测系统,其特征在于:所述的加速度传感器一般使用压电式传感器,也可根据需要使用其它类型的加速度传感器,如压阻式传感器、电容式传感器等。
8.根据权利要求6所述的一种数控机床刀具振动状态监测系统,其特征在于:所述的压电传感器的核心传感元件是压电石英晶片,也跟据实际情况可用其他材料代替。
9.根据权利要求6所述的一种数控机床刀具振动状态监测系统,其特征在于:所述的调理电路可选用电荷放大器作为测量电路,也可选用电压放大器等其他元件。调理电路的作用包括但不限于:电压放大、滤波、ad(模-数)转换等。
技术总结
本发明涉及数控机床温度监测、振动监测技术领域,具体为一种数控机床刀具温度与振动状态监测系统。该系统包括:数控机床刀具温度实时监测系统,采用非接触式红外线测温仪,基于红外辐射强度,实时拍摄刀具切削区域,得到刀具的实时温度,实现对刀具的温度实时监测;数控机床刀具振动状态实时监测系统,选取针对刀具特点的加速度传感器及安装位置,选型调理电路以及采集系统,对特定点的振动信号进行时域、频域以及时频域特征提取,完成对刀具的振动状态的实时监测,用于后续算法得到刀具当前的磨损状态。
技术研发人员:缪小龙
受保护的技术使用者:南通牧野机械有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!