一种厢式车全尺寸门框拼焊设备的制作方法
本发明涉及焊接夹具,尤其涉及一种厢式车全尺寸门框拼焊设备。
背景技术:
1、冷藏车、医疗废物转运车等厢式车后门框由上下门框及左右侧门框共四根边框拼焊而成。由于该类专用车辆为满足客户需求,多采用定制化小批量生产模式,造成该类车辆车型多、厢体种类多、后门框尺寸多的实际生产现象,无法采用固定流水线式大批量生产模式。现有企业多采用人工现场拼焊,四根边框拼接成门框形状,测量长宽尺寸后点焊,然后用卷尺测量门框对角尺寸后,矫正门框使尺寸在公差范围内,矫正完成后进行满焊焊接。整个焊接过程无专用焊接夹具进行固定,无定位工装,均在自由状态下完成拼焊,由于该类车辆门框边框为u型折弯件,且所组成的门框尺寸较大,焊接后两端局部受热,易于扭曲变形,影响门框焊接成型质量,使门框装配时极易产生偏差,影响门框及门的装配精度。继而造成冷藏车后门框漏冷等现象,影响专用车性能。
2、随着社会的进步,物流等运输行业的快速发展,冷藏车、医疗废物转运车等厢式车的需求量逐年增加,传统粗放的加工方式、生产工艺急需改善,以提高工作效率,提高产品的一致性,保障制造精度,提升产品技术性能,因此急需一种厢式车全尺寸多规格门框拼焊夹具。
技术实现思路
1、为了克服背景技术中的不足,本发明公开了一种厢式车全尺寸门框拼焊设备,本发明不仅可对门框横梁和纵梁进行精准稳定的对准夹持固定,为后续门框的焊接作业提供有力帮助,而且还能根据不同的门框尺寸进行适应性调节,满足尺寸门框的焊接作业。
2、为实现上述目的,本发明采用如下技术方案:
3、一种厢式车全尺寸门框拼焊设备,包括由纵杆和横杆拼接而成的矩形固定架,矩形固定架内的其中一根横杆一端设有固定安装板a,该根横杆的另一端设有能有沿横杆轴向滑动调节的活动安装板a,矩形固定架内的两根纵杆之间设有能够沿纵杆轴向滑动、且与横杆相平行的活动杆,活动杆一端设有固定安装板b,活动杆的另一端设有能够沿活动杆轴向滑动调节的活动安装板b,固定安装板a、活动安装板a、固定安装板b和活动安装板b上部均设有用于对相抵触的门框横梁和门框纵梁端部进行支撑夹持的支撑夹持组件,支撑夹持组件包括横梁夹持机构和纵梁夹持机构,横梁夹持机构包括门字形支架、支撑板、水平式夹钳和驱动机构,门字形支架上部设有用于水平支撑门框横梁的支撑板,支撑板上设有用于对门框横梁进行夹持限位的水平式夹钳,门字形支架内设有用于驱动支撑板沿门框横梁轴向进行移动调节的驱动机构,纵梁夹持机构与横梁夹持机构的结构相同,纵梁夹持机构内支撑板用于水平支撑门框纵梁,纵梁夹持机构内的驱动机构用于驱动支撑板沿门框纵梁轴向移动。
4、进一步的,驱动机构包括驱动螺杆和驱动块,门字形支架上部面设有贯穿门字形支架、且呈长条状结构的活动槽,支撑板下部设有与活动槽间隙配合、且贯穿至活动槽下部的驱动块,门字形支架的两侧壁之间转动安装有螺纹贯穿驱动块的驱动螺杆,驱动螺杆的一端贯穿门字形支架的侧壁、并在其端部设有转柄。
5、进一步的,横梁夹持机构和纵梁夹持机构内还包括设置在门字形支架一侧的侧支架,侧支架上部设有用于对门框横梁或门框纵梁进行抵触夹持的推拉式夹钳。
6、进一步的,支撑夹持组件还包括用于对门框纵梁端部进行抵触限位的顶紧机构,顶紧机构包括与纵梁夹持机构相对应的安装板,安装板上螺纹连接有贯穿安装板的调节螺栓,调节螺栓靠近纵向夹持机构的一端设有顶板。
7、进一步的,横杆和活动杆上均设有沿其轴向设置、且分别与活动安装板a或活动安装板b相配合的横向轨道,两根纵杆上均设有沿其轴向设置的纵向滑轨,活动杆的两端均设有与相邻的纵向滑轨滑动配合的活动座。
8、进一步的,横向轨道和纵向轨道上均设有数个沿其轴向间隔有序设置的定位孔,活动座和活动安装板a上均设有与定位孔相适配的定位插销。
9、进一步的,横向轨道和纵向轨道的表面均设有规格标尺。
10、进一步的,横向轨道和纵向轨道端部均设有用于对活动安装板a、活动安装板b和活动座进行限位卡挡的限位挡杆。
11、进一步的,矩形固定架的各个内顶角处均设有支板,支板上部设有螺纹贯穿支板的螺杆,位于支板下部的螺杆端部设有支座。
12、进一步的,矩形固定架下部均匀分布有数个万向轮。
13、与现有技术相比,本发明的有益效果是: 通过设置可滑动的活动安装板以及活动杆,可实现对支撑加持组件之间间距的调节,从而能够根据门框横梁和纵梁的尺寸进行适应性调节,满足不同型号门框的焊接工作;
14、通过水平式夹钳与推拉式夹钳的配合,能够对门框横梁和纵梁进行有效的夹持固定,为后续的焊接作业提供有力支持;
15、通过设置驱动机构,在对门框纵梁和横梁夹持固定后,可通过驱动支撑板移动的方式实现对门框纵梁与门框横梁焊接点之间的精细调节,从而为后续的高质量焊接作业提供有力保障;
16、通过设置顶紧机构,可对门框纵梁端部进行抵触限位,从而保证门框纵梁的准确定位;
17、通过设置可调节的支座,可实现对矩形固定架进行水平调节,保证矩形固定架的水平稳定;
18、通过设置规格标尺,可方便工作人员对活动杆及活动安装板进行精准的调节;
19、本发明不仅可对门框横梁和纵梁进行精准稳定的对准夹持固定,为后续门框的焊接作业提供有力帮助,而且还能根据不同的门框尺寸进行适应性调节,满足尺寸门框的焊接作业;本发明使得焊接后的后门框各边框外表面处于同一平面,后门框四个角度保持垂直,即保证了门框焊接的平面度、垂直度,提高拼焊效率,提高焊接质量。
技术特征:
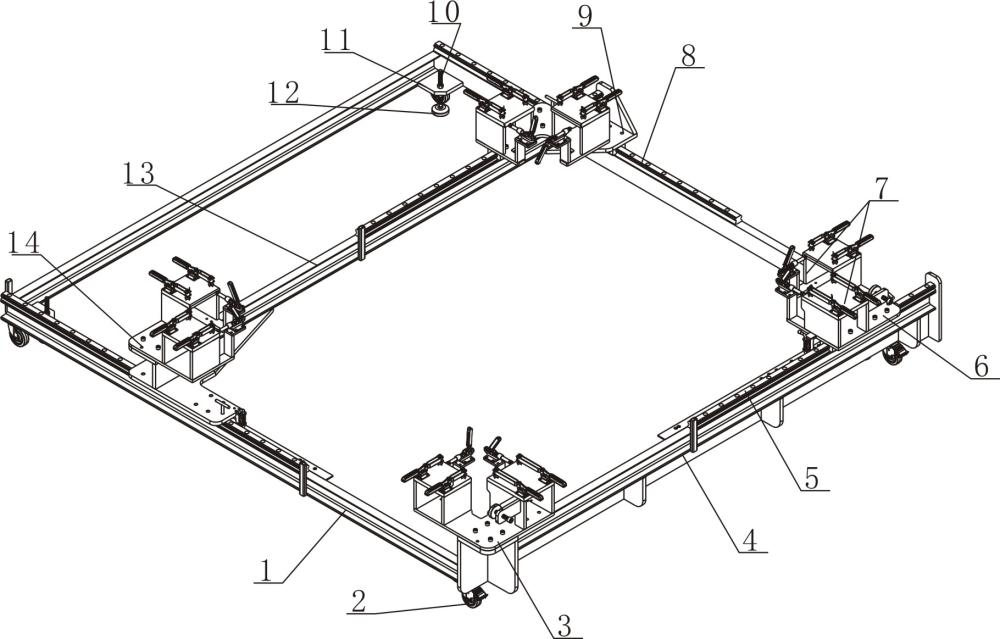
1.一种厢式车全尺寸门框拼焊设备,包括由纵杆(1)和横杆(4)拼接而成的矩形固定架,其特征在于:矩形固定架内的其中一根横杆(4)一端设有固定安装板a(3),该根横杆(4)的另一端设有能有沿横杆(4)轴向滑动调节的活动安装板a(6),矩形固定架内的两根纵杆(1)之间设有能够沿纵杆(1)轴向滑动、且与横杆(4)相平行的活动杆(13),活动杆(13)一端设有固定安装板b(14),活动杆(13)的另一端设有能够沿活动杆(13)轴向滑动调节的活动安装板b(9),固定安装板a(3)、活动安装板a(6)、固定安装板b(14)和活动安装板b(9)上部均设有用于对相抵触的门框横梁和门框纵梁端部进行支撑夹持的支撑夹持组件(7),支撑夹持组件(7)包括横梁夹持机构(16)和纵梁夹持机构(15),横梁夹持机构(17)包括门字形支架(26)、支撑板(22)、水平式夹钳(21)和驱动机构(28),门字形支架(26)上部设有用于水平支撑门框横梁的支撑板(22),支撑板(22)上设有用于对门框横梁进行夹持限位的水平式夹钳(21),门字形支架(26)内设有用于驱动支撑板(22)沿门框横梁轴向进行移动调节的驱动机构(28),纵梁夹持机构(15)与横梁夹持机构(16)的结构相同,纵梁夹持机构(15)内支撑板(22)用于水平支撑门框纵梁,纵梁夹持机构(15)内的驱动机构(28)用于驱动支撑板(22)沿门框纵梁轴向移动。
2.根据权利要求1所述的一种厢式车全尺寸门框拼焊设备,其特征在于:驱动机构(28)包括驱动螺杆(31)和驱动块(30),门字形支架(26)上部面设有贯穿门字形支架(26)、且呈长条状结构的活动槽(29),支撑板(22)下部设有与活动槽(29)间隙配合、且贯穿至活动槽(29)下部的驱动块(30),门字形支架(26)的两侧壁之间转动安装有螺纹贯穿驱动块(30)的驱动螺杆(31),驱动螺杆(31)的一端贯穿门字形支架(26)的侧壁、并在其端部设有转柄(32)。
3.根据权利要求2所述的一种厢式车全尺寸门框拼焊设备,其特征在于:横梁夹持机构(16)和纵梁夹持机构(15)内还包括设置在门字形支架(26)一侧的侧支架(27),侧支架(27)上部设有用于对门框横梁或门框纵梁进行抵触夹持的推拉式夹钳(20)。
4.根据权利要求1所述的一种厢式车全尺寸门框拼焊设备,其特征在于:支撑夹持组件(7)还包括用于对门框纵梁端部进行抵触限位的顶紧机构(17),顶紧机构(17)包括与纵梁夹持机构(15)相对应的安装板(24),安装板(24)上螺纹连接有贯穿安装板(24)的调节螺栓(25),调节螺栓(25)靠近纵向夹持机构(15)的一端设有顶板(23)。
5.根据权利要求1所述的一种厢式车全尺寸门框拼焊设备,其特征在于:横杆(4)和活动杆(13)上均设有沿其轴向设置、且分别与活动安装板a(6)或活动安装板b(9)相配合的横向轨道(5),两根纵杆(1)上均设有沿其轴向设置的纵向滑轨(8),活动杆(13)的两端均设有与相邻的纵向滑轨(8)滑动配合的活动座(33)。
6.根据权利要求5所述的一种厢式车全尺寸门框拼焊设备,其特征在于:横向轨道(5)和纵向轨道(8)上均设有数个沿其轴向间隔有序设置的定位孔(19),活动座(33)和活动安装板a(6)上均设有与定位孔(19)相适配的定位插销(18)。
7.根据权利要求5所述的一种厢式车全尺寸门框拼焊设备,其特征在于:横向轨道(5)和纵向轨道(8)的表面均设有规格标尺。
8.根据权利要求6所述的一种厢式车全尺寸门框拼焊设备,其特征在于:横向轨道(5)和纵向轨道(8)端部均设有用于对活动安装板a(6)、活动安装板b(9)和活动座(33)进行限位卡挡的限位挡杆(34)。
9.根据权利要求1所述的一种厢式车全尺寸门框拼焊设备,其特征在于:矩形固定架的各个内顶角处均设有支板(11),支板(11)上部设有螺纹贯穿支板(11)的螺杆(10),位于支板(11)下部的螺杆(10)端部设有支座(12)。
10.根据权利要求9所述的一种厢式车全尺寸门框拼焊设备,其特征在于:矩形固定架下部均匀分布有数个万向轮(2)。
技术总结
本发明公开了一种厢式车全尺寸门框拼焊设备,矩形固定架内的其中一根横杆一端设有固定安装板A,该根横杆的另一端设有能有沿横杆轴向滑动调节的活动安装板A,矩形固定架内的两根纵杆之间设有能够沿纵杆轴向滑动、且与横杆相平行的活动杆,活动杆一端设有固定安装板B,活动杆的另一端设有能够沿活动杆轴向滑动调节的活动安装板B,固定安装板A、活动安装板A、固定安装板B和活动安装板B上部均设有用于对相抵触的门框横梁和门框纵梁端部进行支撑夹持的支撑夹持组件;本发明不仅可对门框横梁和纵梁进行精准稳定的对准夹持固定,为后续门框的焊接作业提供有力帮助,而且还能根据不同的门框尺寸进行适应性调节。
技术研发人员:胡方平,魏江,张洋,张鸿鹏
受保护的技术使用者:郑州红宇专用汽车有限责任公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!