一种冲压级进模及其生产方法与流程
本发明属于冲压模具,尤其涉及一种冲压级进模及其生产方法。
背景技术:
1、冲压生产工艺被广泛应用于工业生产。图1所示是汽车的零件产品,就是使用材质为sph270c-0d、料厚为2.0mm的钢板进行冲压制造的。由图1可看出,此零件的端部两侧有180度范围的倒角,生产要求两侧倒角平顺光滑。现有的生产工艺通常是采用模具进行冲裁落料后获得半成品,再旋转90度单工序地成型两侧圆角,工序多,生产效率低,品质稳定性差。
2、现有技术中也有采用级进模或连续模冲压生产上述的零件,但级进模一次冲压生产时倒角结构的冲压方向为上下成型,存在无法完成侧面倒角形状或倒角不平顺的问题,导致产品的侧面形状无法满足生产要求,产品品质低下。
3、因此,本申请提供一种冲压级进模及其生产方法,以解决上述问题或之一。
技术实现思路
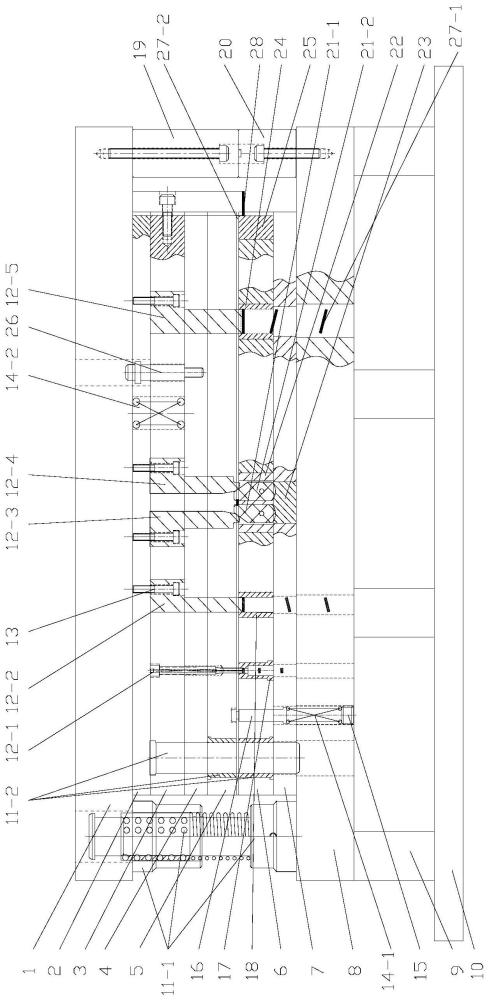
1、为了解决上述技术问题,本发明目的之一提供了一种冲压级进模,包括可开合的上模与下模,所述上模与所述下模合模后夹持产品料带,产品料带用于冲切出零件产品;所述上模包括依次设置的上模座、上垫板、上夹板、止档板及脱料板,所述下模包括依次设置的下模板、下垫板及下模座;
2、所述止档板通过第一弹簧可浮动地与所述上模座连接,并用等高套限位;
3、所述上夹板安装有第一冲头,所述下模板对应所述第一冲头配置有第一切边镶件,产品料带前移,所述第一冲头配合所述第一切边镶件对产品料带冲压成型零件的待加工侧面;
4、所述上夹板还安装有第二冲头及第三冲头,所述下模板对应所述第二冲头及所述第三冲头配置有下模镶件,所述下模镶件安装有可摆动的第一摆动块及第二摆动块,所述第一摆动块及所述第二摆动块均设置有成型槽,产品料带前移,所述第二冲头及所述第三冲头同时分别驱动所述第一摆动块及所述第二摆动块在所述成型槽中对零件的待加工侧面一次冲压成型目标结构;
5、所述上夹板还安装有第四冲头,所述下模板对应所述第四冲头配置有第二切边镶件,产品料带前移,所述第四冲头配合所述第二切边镶件对产品料带冲压成型零件的整体;
6、所述下模座配置有浮升销及第二弹簧,在产品料带前移之前,所述浮升销与所述第二弹簧使得产品料带自动升起。
7、可选地,所述成型槽可形成为圆弧槽、铆钉槽或翻边槽。
8、可选地,所述上模座与所述下模座通过外导向组件及内导向组件进行导向。
9、可选地,所述上模座与所述下模座通过上外限位部及下外限位部进行限位。
10、可选地,所述上模座还设置有第五冲头,所述下模座对应所述第五冲头配置有凹模套,产品料带前移,所述第五冲头配合所述凹模套对产品料带冲压成型零件的孔结构。
11、可选地,所述上模座还设置有第六冲头,所述下模座对应所述第六冲头配置有第三切边镶件,产品料带前移,所述第六冲头配合所述第三切边镶件对产品料带冲压切除废料。
12、可选地,所述下模座的底面设置有下垫脚及下托板。
13、可选地,所述下模座配置止付螺钉装配所述第二弹簧,所述止付螺钉限制所述第二弹簧脱离所述下模座。
14、可选地,所述下模座设置有垫块支承所述第一摆动块及所述第二摆动块。
15、本发明的目的之二还提供了一种应用上述冲压级进模进行生产零件的生产方法,生产步骤为:
16、s10,上模开始下行,第一弹簧压缩,脱料板作用于浮升销下行,浮升销托着产品料带;
17、脱料板下行到与下模板只相差一个产品料带厚度时,浮升销下行到位,模具处于脱料板开模状态;
18、s20,上模继续下行;
19、第五冲头下行,第五冲头与凹模套作用,冲切出零件孔结构,孔废料受重力自然掉落;
20、第一冲头下行,第一冲头与第一切边镶件作用,冲切出零件的待加工侧面,切边废料受重力自然掉落;
21、第二冲头与第三冲头下行,第二冲头的斜面p10与第三冲头的斜面p20分别接触第一摆动块的斜面d10与第二摆动块的斜面d20,从而推动两个摆动块往中间摆动,第一摆动块的型面d30与第二摆动块的型面d40将零件的两待加工侧面同时一次冲压成型;
22、第四冲头下行,第四冲头与第二切边镶件作用,切离出零件产品,零件产品重力自然掉落;
23、第六冲头下行,第六冲头与第三切边镶件作用,切断废料,废料重力自然掉落;
24、上外限位部与下外限位部接触,模具处于完全闭合状态;
25、s30,模具完成一次冲压工作后,上模开始上行,第一弹簧开始恢复,第五冲头、第一冲头、第二冲头、第三冲头、第四冲头、第六冲头上行,上外限位部与下外限位部分开,模具恢复到脱料板开模状态;
26、s40,上模继续上行;
27、脱料板开始上行,在第二弹簧的作用下,浮升销托着产品料带上行;
28、第一摆动块与第二摆动块受产品料带上行力复位;
29、当脱料板上行到完全脱离浮升销,浮升销完全复位,模具处于完全开模状态;
30、s50,送料装置推动产品料带前进一个步距;
31、s60,重复s10—s50,模具连续冲压作业。
32、相比现有技术,本发明的有益效果在于:
33、本发明提供的冲压级进模,上夹板安装有第二冲头及第三冲头,下模板对应第二冲头及第三冲头配置有下模镶件,下模镶件安装有可摆动的第一摆动块及第二摆动块,第一摆动块及第二摆动块均设置有成型槽,第二冲头及第三冲头同时分别驱动第一摆动块及第二摆动块在成型槽中对零件的待加工侧面一次冲压成型倒圆角结构,确保两侧倒角平顺光滑;解决了级进模两侧一次性倒圆角问题,实现用级进模具高效生产,提高材料利用率,改善产品品质。
技术特征:
1.一种冲压级进模,包括可开合的上模与下模,其特征在于,所述上模包括依次设置的上模座、上垫板、上夹板、止档板及脱料板,所述下模包括依次设置的下模板、下垫板及下模座;
2.如权利要求1所述的冲压级进模,其特征在于,所述成型槽可形成为圆弧槽、铆钉槽或翻边槽。
3.如权利要求1所述的冲压级进模,其特征在于,所述上模座与所述下模座通过外导向组件及内导向组件进行导向。
4.如权利要求1所述的冲压级进模,其特征在于,所述上模座与所述下模座通过上外限位部及下外限位部进行限位。
5.如权利要求1所述的冲压级进模,其特征在于,所述上模座还设置有第五冲头,所述下模座对应所述第五冲头配置有凹模套,产品料带前移,所述第五冲头配合所述凹模套对产品料带冲压成型零件的孔结构。
6.如权利要求1所述的冲压级进模,其特征在于,所述上模座还设置有第六冲头,所述下模座对应所述第六冲头配置有第三切边镶件,产品料带前移,所述第六冲头配合所述第三切边镶件对产品料带冲压切除废料。
7.如权利要求1所述的冲压级进模,其特征在于,所述下模座的底面设置有下垫脚及下托板。
8.如权利要求1所述的冲压级进模,其特征在于,所述下模座配置止付螺钉装配所述第二弹簧,所述止付螺钉限制所述第二弹簧脱离所述下模座。
9.如权利要求1所述的冲压级进模,其特征在于,所述下模座设置有垫块支承所述第一摆动块及所述第二摆动块。
10.一种应用冲压级进模进行生产零件的生产方法,其特征在于,生产步骤为:
技术总结
本发明属于冲压模具技术领域,提供一种冲压级进模,上夹板安装有第二冲头及第三冲头,下模板对应第二冲头及第三冲头配置有下模镶件,下模镶件安装有可摆动的第一摆动块及第二摆动块,第一摆动块及第二摆动块均设置有成型槽,第二冲头及第三冲头同时分别驱动第一摆动块及第二摆动块在成型槽中对零件的待加工侧面一次冲压成型倒圆角结构,确保两侧倒角平顺光滑;解决了级进模两侧一次性倒圆角问题,实现用级进模具高效生产,提高材料利用率,改善产品品质。
技术研发人员:朱锡源,叶奕锋,刘伟,岳学亮
受保护的技术使用者:广东新宝精密制造股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!