一种钢管塔全自动铆接用定位装置的制作方法
本发明属于领域钢管塔铆接,特别涉及一种钢管塔全自动铆接用定位装置。
背景技术:
1、钢管塔主要部件用钢管,其它部件用钢管或型钢等组成的格构式塔架。是架空输电线路来支持导线和避雷线的支持结构。使导线对地面、地物满足限距要求,并能承受导线、避雷线及本身的荷载及外荷载
2、目前,钢管基座或塔身连接处为了提升稳定性一般需要预先铆接,根据强度和要求进行配合,从而提升局部薄弱点的强度。
3、但是,钢管塔结构的定位铆接效果不佳,容易造成偏差而影响铆接效果。
4、因此,鉴于上述方案于实际制作及实施使用上的缺失之处,而加以修正、改良,同时本着求好的精神及理念,并由专业的知识、经验的辅助,以及在多方巧思、试验后,方创设出本发明,特再提供一种钢管塔全自动铆接用定位装置,用于解决的问题。
技术实现思路
1、本发明提出一种钢管塔全自动铆接用定位装置,解决了现有技术中的问题。
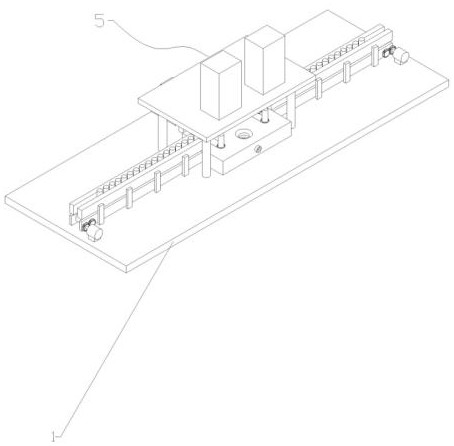
2、本发明的技术方案是这样实现的:一种钢管塔全自动铆接用定位装置,包括:工作台,所述工作台上设置有加工座,所述加工座两侧配合设置有自动上料定位机构,所述自动上料定位机构向加工座内延伸以实现稳定上料,所述加工座一端配合设置有推料机构,所述加工座对应推料机构设置有滑动槽,所述推料机构与滑动槽滑动配合,所述加工座上方设置有冲压机构,所述冲压机构向下运动实现对钢管件的铆接。
3、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述加工座上设置有负压孔,所述加工座一端设置有气管连接头,所述气管连接头与负压孔相贯通。
4、采用上述方案,气管连接头一端配合连接有负压泵,钢管件安放于加工座上后,负压孔能够达到对钢管件的吸附定位,保障铆接的效果。
5、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述自动上料定位机构包括输送带,所述输送带两侧配合设置有架体,所述输送带两端分别设置有传动辊和从动辊,所述传动辊一端与驱动电机传动配合,传动辊另一端与从动辊传动配合,所述架体外侧设置有第一连接板,所述输送带上方设置有两个限位板,所述两个限位板与第一连接板固定配合,所述两个限位板之间存在间距,所述加工座两侧设置有直角槽,所述输送带沿直角槽向加工座内延伸。
6、采用上述方案,两个限位板中间用于输送铆接配件,铆接配件底部与输送带相接触,以达到输送。
7、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述传动辊两端轴贯穿架体向外延伸,其一端轴延伸于轴座内,另一端轴与驱动电机传动配合,所述从动辊两端轴贯穿架体均延伸于轴座内。
8、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述传动辊一端轴上设置有传动齿轮,另一端轴上设置有链轮,所述链轮上配合有齿链,所述驱动电机输出端设置有齿轮,所述齿轮与传动齿轮相啮合,所述从动辊一端轴上设置有链轮,所述传动辊一端链轮与从动辊一端链轮通过齿链相配合。
9、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述直角槽上方设置有设置有横向缺口和纵向槽,所述横向缺口、纵向槽尺寸与两个限位板之间间距相同,所述横向缺口与纵向槽相连通,且夹角为90度。
10、采用上述方案,输送带一端沿直角槽向加工座内延伸,铆接配件将稳定的输送至横向缺口内,推料机构可实现横向缺口内铆接配件的推送。
11、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述推料机构包括第一气缸,所述第一气缸输出端连接有第二连接板,所述第二连接板一端连接有推臂,所述加工座底部一侧设置有滑动槽,所述推臂与滑动槽位置对应,且滑动配合。
12、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述滑动槽与纵向槽位置对应。
13、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述推臂端部为圆弧状以便于更好的推送铆接配件。
14、作为一种钢管塔全自动铆接用定位装置优选的实施方式,所述冲压机构包括支架,所述支架顶部设置有第二气缸,所述第二气缸输出端设置有冲压头,所述冲压头与纵向槽位置对应,所述支架底部设置有连接柱,所述支架通过连接柱与工作台固定配合。
15、采用上述方案,第二气缸下压产生的压力达到铆接配件端部的形变,与钢管件相配合的过程实现铆接。
16、采用了上述技术方案后,本发明的有益效果是:1加工座两侧的自动上料定位机构为相对运动,可达到两个铆接配件的输送。
17、2、管件安放于加工座上后,负压泵以实现负压孔内形成负压,从而达到对钢管塔配件的吸附定位,保障铆接的效果。
技术特征:
1.一种钢管塔全自动铆接用定位装置,包括:工作台(1),其特征在于,所述工作台(1)上设置有加工座(2),所述加工座(2)两侧配合设置有自动上料定位机构(3),所述自动上料定位机构(3)向加工座(2)内延伸以实现稳定上料,所述加工座(2)一端配合设置有推料机构(4),所述加工座(2)对应推料机构(4)设置有滑动槽(26),所述推料机构(4)与滑动槽(26)滑动配合,所述加工座(2)上方设置有冲压机构(5),所述冲压机构(5)向下运动实现对钢管件的铆接。
2.根据权利要求1所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述加工座(2)上设置有负压孔(21),所述加工座(2)一端设置有气管连接头(22),所述气管连接头(22)与负压孔(21)相贯通。
3.根据权利要求1所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述自动上料定位机构(3)包括输送带(31),所述输送带(31)两侧配合设置有架体(32),所述输送带(31)两端分别设置有传动辊(33)和从动辊(34),所述传动辊(33)一端与驱动电机(37)传动配合,传动辊(33)另一端与从动辊(34)传动配合,所述架体(32)外侧设置有第一连接板(35),所述输送带(31)上方设置有两个限位板(36),所述两个限位板(36)与第一连接板(35)固定配合,所述两个限位板(36)之间存在间距,所述加工座(2)两侧设置有直角槽(25),所述输送带(31)沿直角槽(25)向加工座(2)内延伸。
4.根据权利要求3所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述传动辊(33)两端轴贯穿架体(32)向外延伸,其一端轴延伸于轴座内,另一端轴与驱动电机(37)传动配合,所述从动辊(34)两端轴贯穿架体(32)均延伸于轴座内。
5.根据权利要求4所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述传动辊(33)一端轴上设置有传动齿轮,另一端轴上设置有链轮,所述链轮上配合有齿链,所述驱动电机(37)输出端设置有齿轮,所述齿轮与传动齿轮相啮合,所述从动辊(34)一端轴上设置有链轮,所述传动辊(33)一端链轮与从动辊(34)一端链轮通过齿链相配合。
6.根据权利要求3所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述直角槽(25)上方设置有设置有横向缺口(23)和纵向槽(24),所述横向缺口(23)、纵向槽(24)尺寸与两个限位板(36)之间间距相同,所述横向缺口(23)与纵向槽(24)相连通,且夹角为90度。
7.根据权利要求1所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述推料机构(4)包括第一气缸(41),所述第一气缸(41)输出端连接有第二连接板(42),所述第二连接板(42)一端连接有推臂(43),所述加工座(2)底部一侧设置有滑动槽(26),所述推臂(43)与滑动槽(26)位置对应,且滑动配合。
8.根据权利要求7所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述滑动槽(26)与纵向槽(24)位置对应。
9.根据权利要求7所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述推臂(43)端部为圆弧状。
10.根据权利要求1所述的一种钢管塔全自动铆接用定位装置,其特征在于,所述冲压机构(5)包括支架(51),所述支架(51)顶部设置有第二气缸(52),所述第二气缸(52)输出端设置有冲压头(53),所述冲压头(53)与纵向槽(24)位置对应,所述支架(51)底部设置有连接柱(54),所述支架(51)通过连接柱(54)与工作台(1)固定配合。
技术总结
本发明提出了一种钢管塔全自动铆接用定位装置,包括:工作台,工作台上设置有加工座,加工座两侧配合设置有自动上料定位机构,自动上料定位机构向加工座内延伸以实现稳定上料,加工座一端配合设置有推料机构,所述加工座对应推料机构设置有滑动槽,推料机构与滑动槽滑动配合,加工座上方设置有冲压机构,冲压机构向下运动实现对钢管件的铆接,借此,本发明具有的优点为:加工座两侧的自动上料定位机构为相对运动,可达到钢管件的铆接配合,钢管件安放于加工座上后,负压泵以实现负压孔内形成负压,从而达到对钢管件的吸附定位,保障铆接的效果。
技术研发人员:周家正,徐宗强,马艳红,辛凯,张树诚
受保护的技术使用者:中电装备青岛豪迈钢结构有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!