一种面向高效低碳加工的轴类零件车削定位方法
本发明涉及机械加工领域,尤其涉及一种面向高效低碳加工的轴类零件车削定位方法。
背景技术:
1、轴类零件因其支承传动零部件,传递扭矩和承受载荷的功能广泛应用于制造业中,例如车床设备零部件的光杆和滚珠丝杠;汽车领域中各种型号发动机使用的曲轴;航天领域中展开卫星天线的螺杆;工程机械设备中用到的钻杆等。目前,全球轴类零件市场规模已经达到5000亿美元,而中国作为全球制造业中心,其轴类零件市场规模也在不断扩大,市场规模已经超过2000亿人民币。
2、随着对轴类零件的需求日趋增加,减少材料浪费和制造时间是公司提高竞争力的主要任务。近年来,许多国内外专家和学者针对提高轴类零件加工效率提出了很多卓有成效的研究。林春秧等从加工工艺出发研究出适合斜轴类零件的最优工艺和检测方案,提高了加工效率;杨朋伟等通过对304不锈钢轴类零件采用干式超声辅助车削加工方式改变了表面粗糙度和加工切屑,实现了超声辅助车削的高效加工;denkena berend等利用流量控制方法,从切削液角度实现了在切削加工中切削液的高效节能供给;王兵、唐臣升、廖秒等均从材料角度出发,提出了针对钛合金、铝合金、镍基高温合金等不同材质的工件加工效率的提高方法。此外,也有提高工件加工效率的专利研究,吴光武等提出了提高加工效率的车床用工件固定装置(中国专利:cn201620304571.9),王建斌等提出了一种提高加工效率的工件装夹装置(中国专利:cn202123301265.x),万志强等建立加工工序的多维指标测算模型,使得多工序加工系统达到待加工件的加工期望,充分利用加工指标的测算数据,提高加工效率(中国专利:cn202310304776.1)。
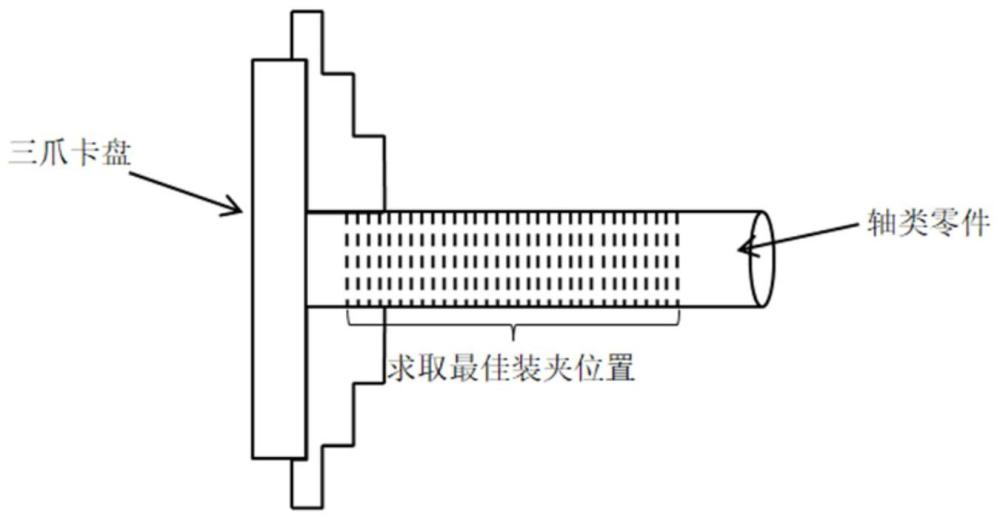
3、上述研究几乎都是从加工工艺、加工材料、切削液等方面进行研究,以达到高效加工轴类零件的目的,极少数有从工件的装夹位置,即定位角度出发进行加工优化。目前,关于工件的定位,往往根据经验进行,例如,用三爪卡盘装夹工件进行车削时,若工件直径小于或等于30mm,其悬伸长度应不大于直径5倍,若工件直径大于30mm,其悬伸长度应不大于直径3倍,并未充分考虑加工的高效节能。因此,本专利从轴类零件以及车床在加工过程的变形量分析入手,以高效节能为目的对轴类零件的装夹位置进行优化研究,具有较广阔的应用前景。
技术实现思路
1、本发明为了能够使轴类零件在车削加工时达到高效节能的目标,提供一种面向高效低碳加工的轴类零件车削定位方法,该方法是基于轴类零件加工点变形量建立的。
2、为了解决上述技术问题,本发明采用了如下技术方案:
3、一种面向高效低碳加工的轴类零件车削定位方法,包括以下步骤:
4、s1、获取车床信息和工件信息,车床信息包括车床头架的刚度k头架,工件信息包括工件材料的刚度k工件、工件材料的杨氏模量e和截面惯性矩i;
5、s2、获取加工位置距离头架的长度z;
6、s3、建立由车床变形和工件变形共同引起的加工位置处变形量δ的数学模型;
7、s4、获取使变形量δ最小时工件悬伸长度l值;
8、s5、获取工件的装夹位置。
9、作为本发明的一种优选方案,所述步骤s3中加工位置处变形量δ的数学模型,包括由车床变形引起的加工位置处的变形量以及加工处受力产生的变形量;
10、机床变形引起的加工位置处的变形主要是由于车床头架以及工件距离三爪卡盘较远端的位移引起的,其变形量函数如下式所述:
11、
12、式中,δ机床为车床变形引起的加工位置处的变形量,fp为径向切削力,k头架为车床头架的刚度,k工件为工件的刚度,z为加工位置距离头架的长度,l为工件悬伸长度。
13、工件加工位置处受力产生的变形,由材料力学悬臂梁公式计算工件在切削处的变形量,其变形量函数如下式所述:
14、
15、式中,δ工件为加工处受力产生的变形量,fp为径向切削力,z为加工位置距离头架的长度,e为工件材料杨氏模量,i为截面惯性矩。
16、即,步骤s3中加工位置处变形量δ的数学模型如下式所述:
17、
18、式中,δ为加工位置处变形量,fp为径向切削力,k头架为车床头架的刚度,k工件为工件的刚度,z为加工位置距离头架的长度,l为工件悬伸长度,e为工件材料杨氏模量,i为截面惯性矩。
19、作为本发明的一种优选方案,所述步骤s4中变形量δ最小的获取过程为步骤s2的δ数学模型对工件悬伸长度l进行数学求导,得使变形量δ最小时工件悬伸长度l值的计算模型如下式所示:
20、
21、式中,l为工件悬伸长度,k头架为车床头架的刚度,k工件为工件的刚度,z为加工位置距离头架的长度。
22、作为本发明的一种优选方案,所述步骤s5中装夹位置由工件总长度减去悬伸长度。
23、相对于现有的技术,本发明具有如下优点:
24、1、本发明通过改变装夹位置,在轴类零件变形量最小的位置进行加工,能够有效的减少加工时间,达到高效加工的目标。
25、2、本发明在轴类零件变形量最小的位置进行加工,材料切削所消耗的电能减少,达到减碳的目标。
技术特征:
1.一种面向高效低碳加工的轴类零件车削定位方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的轴类零件车削定位方法,其特征在于,所述步骤s3中加工位置处变形量δ的数学模型如下式所述:
3.根据权利要求2所述的轴类零件车削定位方法,其特征在于,所述步骤s4中变形量δ最小的获取过程为步骤s2的δ数学模型对工件悬伸长度l进行数学求导,得使变形量δ最小时工件悬伸长度l值的计算模型如下式所示:
4.根据权利要求1所述的轴类零件车削定位方法,其特征在于,所述步骤s5中装夹位置由工件总长度减去悬伸长度。
技术总结
本发明提供了一种面向高效低碳加工的轴类零件车削定位方法,包括以下步骤:S1、获取车床信息和工件信息,车床信息包括车床头架的刚度K<subgt;头架</subgt;,工件信息包括工件材料的刚度K<subgt;工件</subgt;、工件材料的杨氏模量E和截面惯性矩I;S2、获取加工位置距离头架的长度z;S3、建立由车床变形和工件变形共同引起的加工位置处变形量δ的数学模型;S4、获取使变形量δ最小时工件悬伸长度L值;S5、获取工件的装夹位置。本发明通过改变装夹位置,在轴类零件变形量最小的位置进行加工,能够有效的减少加工时间,达到高效加工的目标;在轴类零件变形量最小的位置进行加工,材料切削所消耗的电能减少,达到减碳的目标。
技术研发人员:庹军波,方洛娜,张贤明,龚海峰
受保护的技术使用者:重庆工商大学科技开发有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!