半球谐振陀螺的真空焊接设备及其焊接方法与流程
本发明涉及惯性元件装配,尤其涉及半球谐振陀螺的真空焊接设备及其焊接方法。
背景技术:
1、平面电极与半球谐振子是半球谐振陀螺的核心部件,它们之间的连接固定是半球谐振陀螺装配的关键过程,连接固定后,不仅要保证z向物理间隙一致,还要保证平面电极与半球谐振子同轴(x和y方向间隙一致),间隙不一致会严重影响半球谐振陀螺性能。此外,焊接还要保证可靠性并减少焊料中的孔隙率,孔隙率会导致陀螺阻尼不均变大,也会影响陀螺仪性能。
2、目前传统半球谐振陀螺的焊接工艺为:将半球谐振子与平面电极分别固定在多维运动机构上,利用电容信号或者标准垫块控制z向间隙,利用视觉系统或者物理测量的方法控制x和y方向间隙,通过多维运动机构进行空间对准,调整到固定位置后再进行焊接。传统工艺的缺点如下:1.在焊料熔化过程中,由于温度发生变化,固定半球谐振子和平面电极的工装和运动机构很容易出现微变形,焊接后间隙很容易出现变化,通常需要二次调整;2.间隙调整比较繁琐,不利于批量化生产;3.半球谐振子和平面电极周向对中精度较差;4.焊接后孔隙率较高。
技术实现思路
1、本发明旨在至少解决相关技术中存在的技术问题之一。为此,本发明提供一种半球谐振陀螺的真空焊接设备,本发明真空焊接设备结构简单,操作方便,可实现半球谐振陀螺在真空中焊接,明解决了半球谐振子焊接后间隙一致性差的问题和焊接后焊锡孔隙率较大的问题,焊接后的组件孔隙率低于0.5%,实现半球谐振子与平面电极的高精度焊接。
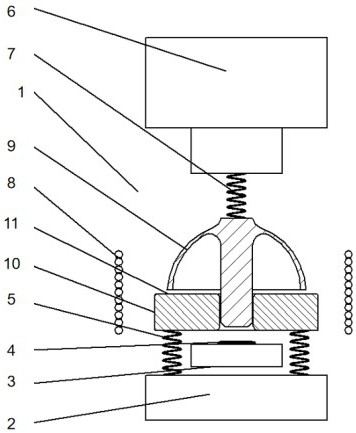
2、在本发明的一个方面,本发明提供了一种半球谐振陀螺的真空焊接设备,该半球谐振陀螺的真空焊接设备包括:
3、真空腔体;
4、固定装置,所述固定装置固定在所述真空腔体中;
5、纯铟加热盘,所述纯铟加热盘固定在所述真空腔体中,位于所述固定装置的上侧;
6、纯铟,所述纯铟设置在所述纯铟加热盘的上表面;
7、多个下压缩弹簧,多个所述下压缩弹簧设置在所述固定装置的上表面,且位于所述纯铟加热盘的外周侧,至少一个所述下压缩弹簧的高度高于所述纯铟的高度;
8、升降装置,所述升降装置固定在所述真空腔体中,所述升降装置位于所述多个所述下压缩弹簧的上方;
9、上压缩弹簧,所述上压缩弹簧固定在所述升降装置上,且位于多个所述下压缩弹簧和所述升降装置之间。
10、进一步地,所述半球谐振陀螺的真空焊接设备还包括:
11、真空加热管,所述真空加热管固定在所述真空腔体中。
12、进一步地,所述下压缩弹簧的个数至少为3个,均匀分布在所述纯铟加热盘的外周侧。
13、在本发明的另一方面,本发明提供了一种半球谐振陀螺的焊接方法,利用如前面所述的半球谐振陀螺的真空焊接设备焊接半球谐振陀螺,包括以下步骤:
14、s1,将平面电极固定在多个下压缩弹簧上方,将半球谐振子固定在下压缩弹簧下方,使半球谐振子的内柱伸入所述平面电极内孔中,将标准垫块置于所述平面电极上表面;
15、s2,对所述真空腔体抽真空处理,通过纯铟加热盘对纯铟进行第一加热处理;
16、s3,使升降装置向下移动并带动所述平面电极向下移动直至接触加热熔融后的纯铟;
17、s4,向上移动所述升降装置,使所述半球谐振子与所述平面电极处于自由状态,当纯铟将所述半球谐振子与所述平面电极之间的间隙填充完后,使所述升降装置向下移动并压紧所述标准垫块;
18、s5,冷却处理,完成半球谐振陀螺的焊接。
19、进一步地,在进行步骤s1之前,对所述半球谐振子和平面电极进行预处理,所述预处理包括:用离子风枪处理所述半球谐振子的内柱和所述平面电极。
20、进一步地,步骤s2中,第一加热处理的温度为200℃,对所述真空腔体抽真空处理至真空度小于等于2×10-5pa。
21、进一步地,在进行步骤s2的同时,使用真空加热管进行第二加热处理,通过所述第二加热处理使得所述半球谐振子与平面电极的温度在190~210℃之间。
22、进一步地,步骤s3中,加热熔融后的纯铟顺着所述半球谐振子与平面电极的间隙向上流动,纯铟上升的液面高度与半球谐振子和平面电极间隙满足如下公式:
23、
24、其中:h为液面最大高度;γ为液体的表面张力;θ为接触角;ρ为液体密度;g为重力加速度;r为半球谐振子与平面电极的间隙。
25、进一步地,步骤s2中,对所述真空腔体抽真空处理时,采用多次氮气置换的方式排出所述真空腔体内的空气。
26、进一步地,当纯铟加热熔融后,在所述真空腔体内通入甲酸。
27、本发明实施例中的上述一个或多个技术方案,至少具有如下技术效果之一:
28、本发明使用真空焊接设备完成半球谐振陀螺焊接,不需要复杂的位姿姿态调整过程,可以确保半球谐振子与平面电极三个方向间隙一致性,其中,x和y方向利用液体的表面张力作用,z方向利用标准垫块,焊接完成后,x和y方向间隙一致性误差在1%以内,z方向间隙一致性在0.5%以内,满足半球谐振陀螺使用需求。由于液体表面张力的作用,使得焊接完成后半球谐振子与平面电极在x和y方向间隙很小,在0.08~0.1mm之间;由于使用的是真空焊接设备,焊接后的组件孔隙率低于0.5%,满足半球谐振陀螺要求;本发明的焊接设备具不受半球谐振子外形尺寸与z向间隙大小影响的优点,适用于任何尺寸下的平面电极谐振陀螺,具有较高的普适性。
29、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种半球谐振陀螺的真空焊接设备,其特征在于,包括:
2.根据权利要求1所述的半球谐振陀螺的真空焊接设备,其特征在于,所述半球谐振陀螺的真空焊接设备还包括:
3.根据权利要求1或2所述的半球谐振陀螺的真空焊接设备,其特征在于,所述下压缩弹簧的个数至少为3个,均匀分布在所述纯铟加热盘的外周侧。
4.一种半球谐振陀螺的焊接方法,其特征在于,利用如权利要求1~3任一项所述的半球谐振陀螺的真空焊接设备焊接半球谐振陀螺,包括以下步骤:
5.根据权利要求4所述的半球谐振陀螺的焊接方法,其特征在于,在进行步骤s1之前,对所述半球谐振子和平面电极进行预处理,所述预处理包括:用离子风枪处理所述半球谐振子的内柱和所述平面电极。
6.根据权利要求4所述的半球谐振陀螺的焊接方法,其特征在于,步骤s2中,第一加热处理的温度为200℃,对所述真空腔体抽真空处理至真空度小于等于2×10-5pa。
7.根据权利要求4所述的半球谐振陀螺的焊接方法,其特征在于,在进行步骤s2的同时,使用真空加热管进行第二加热处理,通过所述第二加热处理使得所述半球谐振子与平面电极的温度在190~210℃之间。
8.根据权利要求4所述的半球谐振陀螺的焊接方法,其特征在于,步骤s3中,加热熔融后的纯铟顺着所述半球谐振子与平面电极的间隙向上流动,纯铟上升的液面高度与半球谐振子和平面电极间隙满足如下公式:
9.根据权利要求4~8任一项所述的半球谐振陀螺的焊接方法,其特征在于,步骤s2中,对所述真空腔体抽真空处理时,采用多次氮气置换的方式排出所述真空腔体内的空气。
10.根据权利要求4~8任一项所述的半球谐振陀螺的焊接方法,其特征在于,当纯铟加热熔融后,在所述真空腔体内通入甲酸。
技术总结
本发明涉及惯性元件装配技术领域,尤其涉及半球谐振陀螺的真空焊接设备及其焊接方法。半球谐振陀螺的真空焊接设备包括:真空腔体;固定装置;纯铟加热盘;纯铟;多个下压缩弹簧,多个所述下压缩弹簧设置在所述固定装置的上表面,且位于所述纯铟加热盘的外周侧,至少一个所述下压缩弹簧的高度高于所述纯铟的高度;升降装置,所述升降装置固定在所述真空腔体中,所述升降装置位于所述多个所述下压缩弹簧的上方;上压缩弹簧,所述上压缩弹簧固定在所述升降装置上,且位于多个所述下压缩弹簧和所述升降装置之间。半球谐振陀螺的真空焊接设备可实现半球谐振子与平面电极的高精度焊接。
技术研发人员:刘仁龙,赵小明,崔云涛,许晨阳,赵丙权,姜澜
受保护的技术使用者:中国船舶集团有限公司第七〇七研究所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!