一种与外圆槽有角向位置关系的内台阶端面孔加工方法与流程
本发明涉及机械加工,具体涉及一种与外圆槽有角向位置关系的内台阶端面孔的加工方法。
背景技术:
1、如图1所示,待加工零件的内孔直径d1(基准a),深度l1;圆周孔直径d2,轴线距离左端面l2,从外圆贯穿至内孔;外圆直径d3。外圆上直线槽的宽度l3(基准b),直线槽与圆周孔d2沿轴向互相贯通;图纸要求对基准a位置度为0.2mm。8处螺纹孔m,要求对基准a和b位置度为φ0.25mm。
2、通常采用的加工方法是先在外圆上预留一段毛坯外圆,并在毛坯外圆上加工定向键槽,用于角向定位。然后安装如图2所示的钻模,并使用定向键定位。通过找平钻模上基准平面来确定角向加工圆周孔d2和直线槽,再通过钻模上的定位孔加工8处螺纹孔m。加工完后车掉多余的毛坯外圆与已加工外圆接齐。
3、由于零件内孔d1的深度l1较大,该加工方法中所用钻模的长度较长,重量较重,安装和拆卸都不方便。通过键槽和平键来进行定位,再找正基准平面确定外圆上槽和圆周孔d2的角向位置。工件和钻模上两处键槽的位置精度、键和键槽之间的装配精度、钻模基准平面的找平精度都会影响到最终的加工精度,各种误差的累积后相对较大。
技术实现思路
1、有鉴于此,本发明提供了一种与外圆槽有角向位置关系的内台阶端面孔加工方法,能够减小间接找平的误差,并且消除现有加工方法的累计误差,提高零件的加工精度。
2、一种与外圆槽有角向位置关系的内台阶端面孔加工方法,该加工方法实现的步骤如下:
3、步骤一:加工圆周孔d2和直线槽,保证其对基准a位置度,并控制圆周孔d2的公差;
4、步骤二:以圆周孔d2为基准利用钻模对内台阶端面孔进行定位;
5、步骤三:锁紧钻模和零件,通过钻模上的定位孔加工内孔d1的内台阶端面孔m。
6、进一步地,所述步骤一中圆周孔d2对基准a的位置度为0.2mm。
7、进一步地,所述步骤三中内孔d1的内台阶端面孔m与基准a和基准b的角向位置度φ0.25mm。
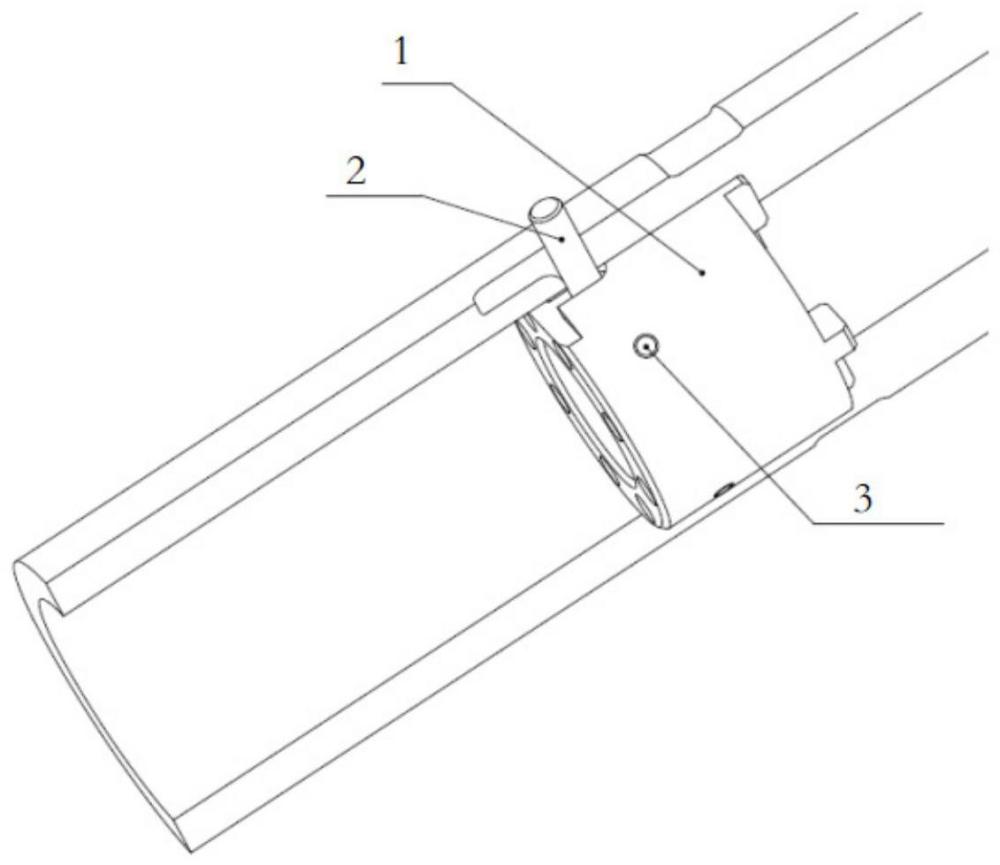
8、进一步地,所述钻模包括本体、定位销和锁紧螺栓;
9、所述本体是一个具有中心通孔的圆柱形结构,本体的轴向长度大于圆周孔d2至内孔d1的内台阶端面之间的距离,本体的外圆与内孔d1间隙配合,本体的外圆上加工一个键槽,键槽的宽度与圆周孔d2的直径相同;本体上加工有沿周向分布的螺栓孔,螺栓孔沿径向贯穿本体的内外表面,锁紧螺栓配合安装在螺栓孔内,锁紧螺栓的栓头部分朝向本体的中心通孔。
10、所述定位销的直径小于圆周孔d2的直径。
11、进一步地,所述锁紧螺栓的栓头采用内六方结构,通过l型的内六方扳手实现对锁紧螺栓的锁紧和旋松。
12、有益效果:
13、1、本发明的加工方法以圆周孔d2为基准利用钻模对内台阶端面孔进行定位,避免了常规加工方法在毛坯外圆上加工定向键槽进行角向定位和找准时所产生的累积误差,能够极大地提高零件的加工精度。
14、2、本发明钻模中本体的轴向长度大于圆周孔d2至内孔d1的内台阶端面之间的距离,相对于常规钻模的长度与零件内孔d1的深度l1等长,在长度上可减小2/3左右,减少了原材料,节约了成本。
15、3、本发明通过圆周孔d2与钻模本体上的定位键槽直接通过圆柱定位销进行定位,减小了间接找平的误差,进一步提高了加工精度。
技术特征:
1.一种与外圆槽有角向位置关系的内台阶端面孔加工方法,其特征在于,该加工方法实现的步骤如下:
2.如权利要求1所述的一种与外圆槽有角向位置关系的内台阶端面孔加工方法,其特征在于,所述步骤一中圆周孔d2对基准a的位置度为0.2mm。
3.如权利要求2所述的一种与外圆槽有角向位置关系的内台阶端面孔加工方法,其特征在于,所述步骤三中内孔d1的内台阶端面孔m与基准a和基准b的角向位置度φ0.25mm。
4.如权利要求3所述的一种与外圆槽有角向位置关系的内台阶端面孔加工方法,其特征在于,所述钻模包括本体、定位销和锁紧螺栓;
5.如权利要求3或4所述的一种与外圆槽有角向位置关系的内台阶端面孔加工方法,其特征在于,所述锁紧螺栓的栓头采用内六方结构,通过l型的内六方扳手实现对锁紧螺栓的锁紧和旋松。
技术总结
本发明公开了一种与外圆槽有角向位置关系的内台阶端面孔加工方法,属于机械加工技术领域。该加工方法实现的步骤如下:步骤一:加工圆周孔D2和直线槽,保证其对基准A位置度,并控制圆周孔D2的公差;步骤二:以圆周孔D2为基准利用钻模对内台阶端面孔进行定位;步骤三:锁紧钻模和零件,通过钻模上的定位孔加工内孔D1的内台阶端面孔M。本发明的加工方法能够减小间接找平的误差,并且消除现有加工方法的累计误差,提高零件的加工精度。
技术研发人员:沈立,杨华荣,陈沙,刘成雨,吴家国
受保护的技术使用者:中船重工中南装备有限责任公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!