一种抓手框架自动装配线的制作方法
本发明涉及抓手框架装配,尤其涉及一种抓手框架自动装配线。
背景技术:
1、工业用铝型材已经广泛用于工业自动化设备当中,铝型材间常用的连接方式通过螺钉和滑块螺母相连而固定,铝型材的装配连接现在为人工装配实现组装,铝型材的装配存在滑块螺母定位难、螺钉与螺母配合难、铝型材加工误差大等行业难点,当前抓手为传统钳工人工装配,装配效率、装配的一致性均较低。我司抓手主要由铝型材框架、吸盘组件、板边检测系统、真空控制系统、电气控制系统组成,其中框架的装配以及吸盘的装配耗时较长、装配效率低、作业强度大,因此设计一种自动化作业实现抓手框架的装配线。
技术实现思路
1、为克服现有技术中存在的框架的装配以及吸盘的装配耗时较长、装配效率低、作业强度大的问题,本发明提供了一种抓手框架自动装配线。
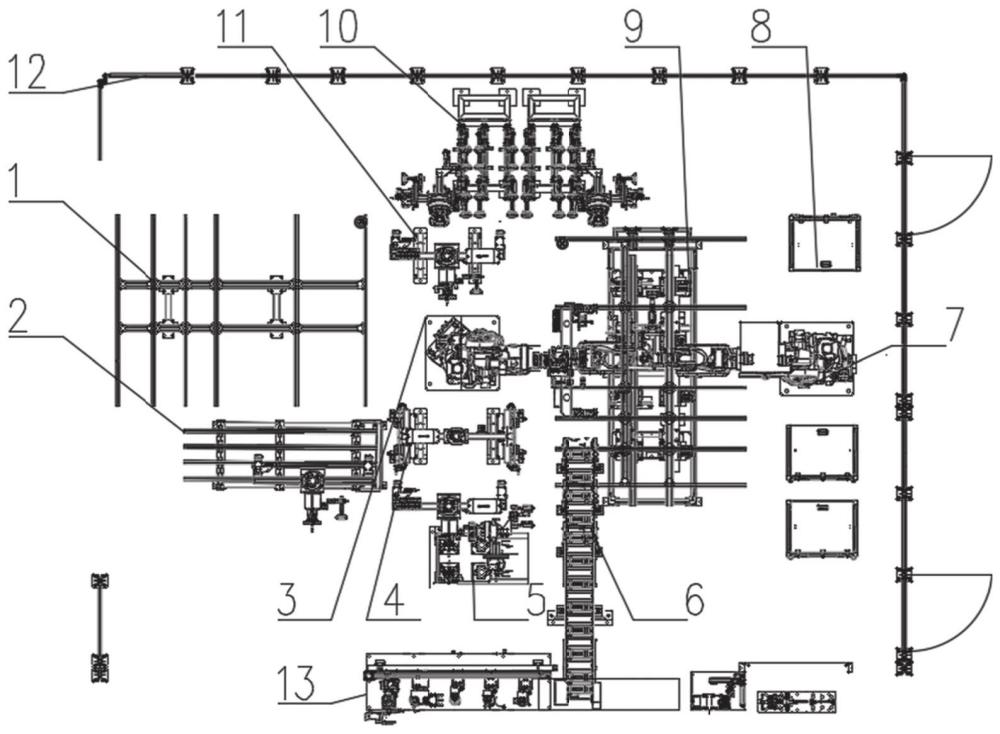
2、本发明公开一种抓手框架自动装配线,包括抓手框架成品放置架,用于放置零件装配好的抓手框架;型材上料架,用于放置第一型材、第二型材;装配机械手,用于抓取搬运各零件;框架抓手放置架,用于放置框架抓手;连接板上料台,用于放置连接板;吸盘组件输送机,用于输送吸盘组件;拧紧机械手,螺母上料振动盘,框架装配台面,过渡放置架,用于放置过渡的第二型材组件;零件抓手放置架,围栏,和吸盘组装机构;所述装配机械手、框架抓手放置架设置在框架装配台面一侧,拧紧机械手设置在框架装配台面另一侧,所述拧紧机械手周围设置了螺母上料振动盘,所述装配机械手一侧设置抓手框架成品放置架、型材上料架连接板上料台、吸盘组件输送机、过渡放置架、零件抓手放置架和吸盘组装机构。
3、在此基础上,所述抓手框架成品放置架包括框架放置架子、限位块和在位检测传感器,所述框架放置架子固定在地面上,所述限位块通过螺钉安装固定于框架放置架子之上,所述在位检测传感器安装固定于靠近限位块的安装面的一侧。
4、在此基础上,所述型材上料架包括第一型材放置架子、第一型材限位座、第一型材料空检测、第一型材基准挡板、第二型材基准挡板、第二型材限位座和第二型材放置架子,所述第一型材放置架子和第二型材放置架子固定在地面上,所述第一型材限位座和第二型材限位座分别固定在第一型材放置架子和第二型材放置架子上方,第一型材限位座一侧固定有第一型材料空检测,第一型材放置架子一侧设置有第一型材基准挡板,第二型材放置架子一侧设置第二型材基准挡板。
5、在此基础上,所述框架装配台面包括主框架、滑块螺母定位引导槽、夹紧气缸、基准板和调节机构,所述主框架固定在地面上,所述滑块螺母定位引导槽安装在主框架的一端,所述夹紧气缸和调节机构安装在主框架上方,基准板安装在主框架靠近滑块螺母定位引导槽一侧。
6、在此基础上,所述连接板上料台包括连接板上料台面、分料定位机构、端部连接板上料位、中间连接板上料位a和中间连接板上料位b,所述分料定位机构、端部连接板上料位、中间连接板上料位a和中间连接板上料位b均设置在连接板上料台面上。
7、在此基础上,所述吸盘组件输送机包括上层输送机和下层输送机。
8、在此基础上,所述过渡放置架包括主框架、基准挡板、压紧气缸,主框架固定在地面上,所述主框架靠下的位置安装有基准挡板,主框架中部位置安装有压紧气缸。
9、与现有技术相比,本发明的有益效果是:以铝型材为框架的抓手自动化装配线,实现了铝型材主梁与各辅梁及与吸盘组件、各连接板的自动化装配作业,采用本发明专利的装置,可实现铝型材、螺钉、t型滑块螺母的装配拧紧,从而实现铝型材框架的装配,实现由传统钳工手工装配到自动化装配,相较人工装配不仅装配效率提高,而且装配精度、装配的一致性也提高;装配线以抓手为中心,其余装置布局在抓手周围,装置布局为方形,结构紧凑,布局合理。
技术特征:
1.一种抓手框架自动装配线,其特征在于:包括抓手框架成品放置架(1),用于放置零件装配好的抓手框架(1-3);型材上料架(2),用于放置第一型材(2-1)、第二型材(2-8);装配机械手(3),用于抓取搬运各零件;框架抓手放置架(4),用于放置框架抓手(4-1);连接板上料台(5),用于放置连接板;吸盘组件输送机(6),用于输送吸盘组件;拧紧机械手(7),螺母上料振动盘(8),框架装配台面(9),过渡放置架(10),用于放置过渡的第二型材组件(10-5);零件抓手放置架(11),围栏(12),和吸盘组装机构(13);
2.根据权利要求1所述的抓手框架自动装配线,其特征在于:所述抓手框架成品放置架(1)包括框架放置架子(1-1)、限位块(1-2)和在位检测传感器(1-4),所述框架放置架子(1-1)固定在地面上,所述限位块(1-2)通过螺钉安装固定于框架放置架子(1-1)之上,所述在位检测传感器(1-4)安装固定于靠近限位块(1-2)的安装面的一侧。
3.根据权利要求1所述的抓手框架自动装配线,其特征在于:所述型材上料架(2)包括第一型材放置架子(2-2)、第一型材限位座(2-3)、第一型材料空检测(2-4)、第一型材基准挡板(2-5)、第二型材基准挡板(2-6)、第二型材限位座(2-7)和第二型材放置架子(2-9),所述第一型材放置架子(2-2)和第二型材放置架子(2-9)固定在地面上,所述第一型材限位座(2-3)和第二型材限位座(2-7)分别固定在第一型材放置架子(2-2)和第二型材放置架子(2-9)上方,所述第一型材限位座(2-3)一侧固定有第一型材料空检测(2-4),所述第一型材放置架子(2-2)一侧设置有第一型材基准挡板(2-5),所述第二型材放置架子(2-9)一侧设置第二型材基准挡板(2-6)。
4.根据权利要求1所述的抓手框架自动装配线,其特征在于:所述框架装配台面(9)包括主框架(9-1)、滑块螺母定位引导槽(9-2)、夹紧气缸(9-3)、基准板(9-4)和调节机构(9-5),所述主框架(9-1)固定在地面上,所述滑块螺母定位引导槽(9-2)安装在主框架(9-1)的一端,所述夹紧气缸(9-3)和调节机构(9-5)安装在主框架(9-1)上方,基准板(9-4)安装在主框架(9-1)靠近滑块螺母定位引导槽(9-2)一侧。
5.根据权利要求1所述的抓手框架自动装配线,其特征在于:所述连接板上料台(5)包括连接板上料台面(5-1)、分料定位机构(5-3)、端部连接板上料位(5-2)、中间连接板上料位a(5-4)和中间连接板上料位b(5-5),所述分料定位机构(5-3)、端部连接板上料位(5-2)、中间连接板上料位a(5-4)和中间连接板上料位b(5-5)均设置在连接板上料台面(5-1)上。
6.根据权利要求1所述的抓手框架自动装配线,其特征在于:所述吸盘组件输送机(6)包括上层输送机(6-1)和下层输送机(6-2)。
7.根据权利要求1所述的抓手框架自动装配线,其特征在于:所述过渡放置架(10)包括主框架(10-1)、基准挡板(10-2)和压紧气缸(10-4),所述主框架(10-1)固定在地面上,所述主框架(10-1)靠下的位置安装有基准挡板(10-2),所述主框架(10-1)中部位置安装有压紧气缸(10-4)。
技术总结
本发明提供了一种抓手框架自动装配线,包括抓手框架成品放置架,用于放置零件装配好的抓手框架;型材上料架,用于放置第一型材、第二型材;装配机械手,用于抓取搬运各零件;框架抓手放置架,用于放置框架抓手;连接板上料台,用于放置连接板;吸盘组件输送机,用于输送吸盘组件;拧紧机械手,螺母上料振动盘,本发明的有益效果是:以铝型材为框架的抓手自动化装配线,实现了铝型材主梁与各辅梁及与吸盘组件、各连接板的自动化装配作业,采用本发明专利的装置,可实现铝型材、螺钉、T型滑块螺母的装配拧紧,从而实现铝型材框架的装配,实现由传统钳工手工装配到自动化装配,相较人工装配不仅装配效率提高,而且装配精度、装配的一致性也提高。
技术研发人员:陈坤,金苏清,华丽,高昌颀,高雪嵩,王洋
受保护的技术使用者:中建材凯盛机器人(上海)有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!