一种护栏焊接自动化产线及加工方法与流程
本发明属于机械自动化设备,具体涉及一种护栏焊接自动化产线及加工方法。
背景技术:
1、防护栏是预防人或物品跌落而发生的危险起到防止意外事故发生的作用。防护栏的分类为路况防护栏、房屋阳台或窗框防护栏。结构均为两个一上一下的横条加上连接两横条的若干竖条组成,连接方式一般为间接结构。制造时需要将若干条横杆的两端与主杆按照一定的间隔焊接而成。现有的生产加工方式大部分为人工进行焊接操作,此方式费时费力,精度不高,经验不足的焊接员往往存在焊接不牢固且速度达不到要求,严重影响了产品的质量及产出,难以适应大规模焊接生产方式。因此,有必要设计一种交通隔离带护栏高效焊接生产设备,用来解决上述问题。
2、以上背景技术部分中公开的以上信息只是用来加强对本文所描述技术的背景技术的理解,因此,背景技术中可能包含某些信息,这些信息对于本领域技术人员来说并未形成在本国已知的现有技术。
技术实现思路
1、为了解决上述现有技术存在的缺陷,本发明提出一种护栏焊接自动化产线及加工方法。
2、本发明采用的技术方案如下:
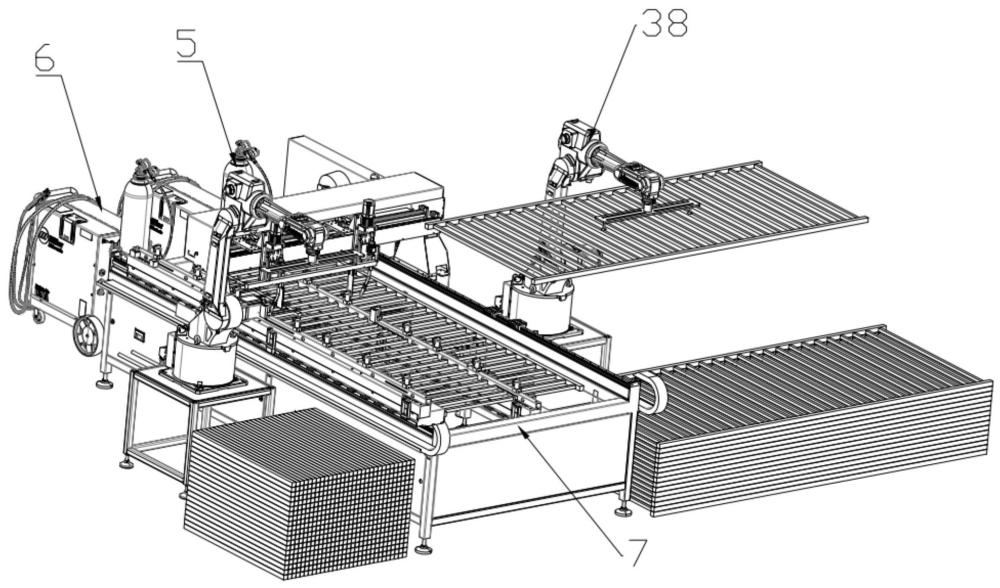
3、一种护栏焊接自动化产线,包括:分别包括上料机构、焊接工作台、下料机构以及主控装置,所述上料机构和下料机构分别位于焊接工作台的两侧;上料机构用于采集护栏构件的图像信息,并将护栏构件通过机械臂移送至焊接工作台上;焊接工作台用于对护栏构件的焊接点进行识别,并通过焊枪头对焊接点进行自动识别并焊接;下料机构对护栏成品进行自动取料。将护栏成品移送至成品堆放区。
4、在某些实施例中,所述上料机构包括上料机械臂,上料机械臂的端部设置有第一图像识别装置,第一图像识别装置、上料机械臂分别与主控装置电连接。
5、在某些实施例中,所述焊接工作台包括加工台面、第二图像识别装置、焊接机构以及护栏定位机构,所述加工台面包括机架,所述第二图像识别装置安装在机架上,用于获取护栏的焊点图形信息并对焊点进行定位,焊接机构安装在机架上用于对焊点进行焊接处理,护栏定位机构安装在机架上,用于对焊接完成的护栏进行夹持固定。
6、作为进一步的实施方式中,所述机架包括顶部的横梁以及侧梁,所述焊接机构包括行走梁、自动焊枪模组、第一驱动模组以及第二驱动模组,所述行走梁安装在机架的侧梁上,并通过第一驱动模组控制行走梁沿机架的长度方向往复移动,所述自动焊枪模组安装在行走梁上,并通过第二驱动模组控制其沿机架的宽度方向往复移动,所述护栏构件通过上料机械臂移送至机架表面。并通过自动焊枪模组进行电焊,焊接完毕后通过护栏定位机构固定在机架表面。
7、作为进一步的实施方式中,所述第一驱动模组包括设置在机架上两侧梁侧部的第一齿条、以及设置在行走梁两端部的第一电机、以及第一电机输出轴端部固定设置在第一齿轮,所述第一齿轮与第一齿条啮合连接,所述第一电机通过电机架固定安装在行走梁端部。
8、作为进一步的实施方式中,所述第二驱动模组包括:设置在条形槽中的第二齿条,所述第二齿条的齿形方向沿水平方向设置;还包括设置在条形槽中与第二齿条啮合连接的第二齿轮,所述第二齿轮固定设置在第二电机的输出轴端部;所述条形槽顶端两侧为滑轨,所述滑轨上滑动连接有一移动板,所述第二电机通过电机架固定安装在移动板上。
9、在某些实施例中,所述护栏定位机构包括对置设置在机架两侧的第一夹持单元和第二夹持单元,所述第一夹持单元和第二夹持单元的结构相同,区别在于镜像设置在机架两侧;护栏沿长度方向的两侧分别通过第一夹持单元和第二夹持单元进行夹持固定,机架上还设置有用于调节第一夹持单元和第二夹持单元之间距离的间距调节组件,通过间距调节组件可以调节第一夹持单元和第二夹持单元在机架上的间距,使其适配不同宽度的护栏。
10、作为进一步的实施方式中,所述间距调节组件包括:设置在横梁下侧的第一丝杆,所述第一丝杆两端均通过轴承座连接在机架上,第一丝杆上设置第一滑块,所述第一滑块与第二夹持单元固定连接,第一丝杆的端部设置有手摇杆。
11、作为进一步的实施方式中,所述第一夹持单元和第二夹持单元的中均包括变距定位组件以及气缸下压组件,所述变距定位组件与护栏的底部以及方格内壁配合,用于对护栏的进行横向限位,所述气缸下压组件与护栏的顶部配合,用于对护栏进行竖向限位。
12、作为进一步的实施方式中,变距定位组件包括:底板、沿底板长度方向设置有剪叉式伸缩架、所述剪叉式伸缩架的一端固定连接在底板上,另一端为自由端,剪叉式伸缩架侧部等间距固设有若干定位块,定位块的作用为用于承托护栏的侧边,定位块与底板之间为滑动连接,定位块顶部为台阶状,台阶的底面与护栏的底面接触,用于承托护栏,台阶的侧壁与护栏的方格侧壁接触,用于对护栏进行水平限位。
13、作为进一步的实施方式中,所述剪叉式伸缩架的两端均设置有伸缩驱动组件,伸缩驱动组件通过电机驱动,可驱使剪叉式伸缩架沿底部的定位块沿底板的长度往复移动。
14、作为进一步的实施方式中,所述伸缩驱动组件包括伸缩电机,所述伸缩电机通过电机架固定设置在底板上,伸缩电机的输出轴固定连接有第二丝杆,所述第二丝杆两端通过轴承座安装在底板上,所述第二丝杆上螺纹连接有第二滑块,第二滑块底部与底板表面贴合。
15、作为进一步的实施方式中,所述气缸下压组件包括安装壳体,所述安装壳体固设在底板上,将伸缩驱动组件覆盖在下方,所述安装壳体上等间距设置有若干下压气缸。
16、一种护栏焊接自动化加工方法,基于所述的护栏焊接自动化产线,以实现对护栏进行自动化焊接生产。
17、综上所述,由于采用了上述技术方案,本发明的有益效果是:
18、总体而言,相较于现有技术中的手工焊接方式,本发明中通过上述方案,可实现横条、竖条等构件的自动上料,并通过第一图像识别装置可自动识别护栏的尺寸信息,控制护栏定位机构根据护栏的尺寸调节其自身参数,能够自动对不同型号护栏进行夹持定位,焊接机构上设置有第二图像识别装置,对护栏上的焊点进行识别,并控制焊枪对焊点依次进行焊接处理,焊接完毕后,通过下料机构对护栏成品进行自动取料。将护栏成品移送至成品堆放区,以上自动化的焊接产线,机械替代人工,大大降低了人工劳动强度。提升了焊接效率、焊接精度,适用于现代化大规模焊接生产方式。
技术特征:
1.一种护栏焊接自动化产线,其特征在于,包括:分别包括上料机构、焊接工作台、下料机构以及主控装置,所述上料机构和下料机构分别位于焊接工作台的两侧;上料机构用于采集护栏构件的图像信息,并将护栏构件通过机械臂移送至焊接工作台上;焊接工作台用于对护栏构件的焊接点进行识别,并通过焊枪头对焊接点进行自动识别并焊接;下料机构对护栏成品进行自动取料,将护栏成品移送至成品堆放区。
2.根据权利要求1所述的一种护栏焊接自动化产线,其特征在于,所述上料机构包括上料机械臂,上料机械臂的端部设置有第一图像识别装置,第一图像识别装置以及上料机械臂分别与主控装置电连接。
3.根据权利要求1所述的一种护栏焊接自动化产线,其特征在于,所述焊接工作台包括加工台面、第二图像识别装置、焊接机构以及护栏定位机构,所述加工台面包括机架,所述第二图像识别装置安装在机架上,用于获取护栏的焊点图形信息并对焊点进行定位,焊接机构安装在机架上用于对焊点进行焊接处理,护栏定位机构安装在机架上,用于对焊接完成的护栏进行夹持固定。
4.根据权利要求3所述的一种护栏焊接自动化产线,其特征在于,所述机架包括顶部的横梁以及侧梁,所述焊接机构包括行走梁、自动焊枪模组、第一驱动模组以及第二驱动模组,所述行走梁安装在机架的侧梁上,并通过第一驱动模组控制行走梁沿机架的长度方向往复移动,所述自动焊枪模组安装在行走梁上,并通过第二驱动模组控制其沿机架的宽度方向往复移动,所述护栏构件通过上料机械臂移送至机架表面,并通过自动焊枪模组进行电焊,焊接完毕后通过护栏定位机构固定在机架表面。
5.根据权利要求4所述的一种护栏焊接自动化产线,其特征在于,所述第一驱动模组包括设置在机架上两侧梁侧部的第一齿条、以及设置在行走梁两端部的第一电机、以及第一电机输出轴端部固定设置在第一齿轮,所述第一齿轮与第一齿条啮合连接,所述第一电机通过电机架固定安装在行走梁端部。
6.根据权利要求4所述的一种护栏焊接自动化产线,其特征在于,所述第二驱动模组包括:设置在条形槽中的第二齿条,所述第二齿条的齿形方向沿水平方向设置;还包括设置在条形槽中与第二齿条啮合连接的第二齿轮,所述第二齿轮固定设置在第二电机的输出轴端部;所述条形槽顶端两侧为滑轨,所述滑轨上滑动连接有一移动板,所述第二电机通过电机架固定安装在移动板上。
7.根据权利要求3所述的一种护栏焊接自动化产线,其特征在于,所述护栏定位机构包括对置设置在机架两侧的第一夹持单元和第二夹持单元,所述第一夹持单元和第二夹持单元的结构相同,区别在于镜像设置在机架两侧;护栏沿长度方向的两侧分别通过第一夹持单元和第二夹持单元进行夹持固定,机架上还设置有用于调节第一夹持单元和第二夹持单元之间距离的间距调节组件,通过间距调节组件可以调节第一夹持单元和第二夹持单元在机架上的间距,使其适配不同宽度的护栏。
8.根据权利要求7所述的一种护栏焊接自动化产线,其特征在于,所述间距调节组件包括:设置在横梁下侧的第一丝杆,所述第一丝杆两端均通过轴承座连接在机架上,第一丝杆上设置第一滑块,所述第一滑块与第二夹持单元固定连接,第一丝杆的端部设置有手摇杆。
9.根据权利要求7所述的一种护栏焊接自动化产线,其特征在于,所述第一夹持单元和第二夹持单元的中均包括变距定位组件以及气缸下压组件,所述变距定位组件与护栏的底部以及方格内壁配合,用于对护栏的进行横向限位,所述气缸下压组件与护栏的顶部配合,用于对护栏进行竖向限位,所述气缸下压组件包括安装壳体,所述安装壳体固设在底板上,将伸缩驱动组件覆盖在下方,所述安装壳体上等间距设置有若干下压气缸。
10.一种护栏焊接自动化加工方法,其特征在于,基于上述权利要求1-9任一所述的护栏焊接自动化产线,以实现对护栏进行自动化焊接生产。
技术总结
本发明属于机械自动化设备技术领域,具体涉及一种护栏焊接自动化产线及加工方法,相较于现有技术中的手工焊接方式,本发明中,可实现横条、竖条等构件的自动上料,并通过第一图像识别装置可自动识别护栏的尺寸信息,控制护栏定位机构根据护栏的尺寸调节其自身参数,能够自动对不同型号护栏进行夹持定位,焊接机构上设置有第二图像识别装置,对护栏上的焊点进行识别,并控制焊枪对焊点依次进行焊接处理,焊接完毕后,通过下料机构对护栏成品进行自动取料。将护栏成品移送至成品堆放区,以上自动化的焊接产线,机械替代人工,大大降低了人工劳动强度。提升了焊接效率、焊接精度,适用于现代化大规模焊接生产方式。
技术研发人员:胡英立,余飞,阳其辉
受保护的技术使用者:四川众和讯智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!