一种飞轮异位槽孔加工装置及加工方法与流程
本发明涉及机械加工,尤其涉及一种飞轮异位槽孔加工装置及加工方法。
背景技术:
1、飞轮是一种转动惯量很大的盘形零件,主要作用是储存发动机做功冲程外的能量和惯性。当然,飞轮的定义广泛,像自行车等交通工具的一些轮状配件也被称为飞轮,但其具有相同点,即均开设有若干通孔。在飞轮的加工过程中,槽孔一般是通过冲压或钻铣的方式成型,因此需要采用机床钻具或冲压设备进行加工。
2、现有授权公告号为cn211539530u的实用新型专利,公开了一种可调节钻孔角度的钻床,该钻床设置有一个钻孔电机和一个钻头。又如授权公告号为cn206779512u的实用新型专利,公开了一种用于磁驱动电机飞轮的钻孔装置,其也设置有一个钻头。
3、如上述技术方案提及的飞轮钻孔装置,由于仅设置有一个钻头,因此其在对飞轮进行钻孔前,需要使用另一台设备先对飞轮开设定位孔,以方便钻头进行钻孔,避免钻孔时出现钻头不稳定的情形,从而防止钻头损坏;然而该种加工方式效率较低,且飞轮需要转运并重新定位,易出现定位不准确、钻头无法对准定位孔导致出现偏差的问题;同时,部分飞轮的面为阶梯面,当需要在不同的阶梯面上钻孔时,由于现有钻孔装置的钻头通常仅具有纵向升降调节功能,而无法在飞轮直径方向进行调节,因此不适合加工异位槽孔。
技术实现思路
1、有鉴于此,本发明提出了一种飞轮定位准确,可多方位调节以加工异位槽孔的飞轮异位槽孔加工装置及加工方法。
2、本发明的技术方案是这样实现的:
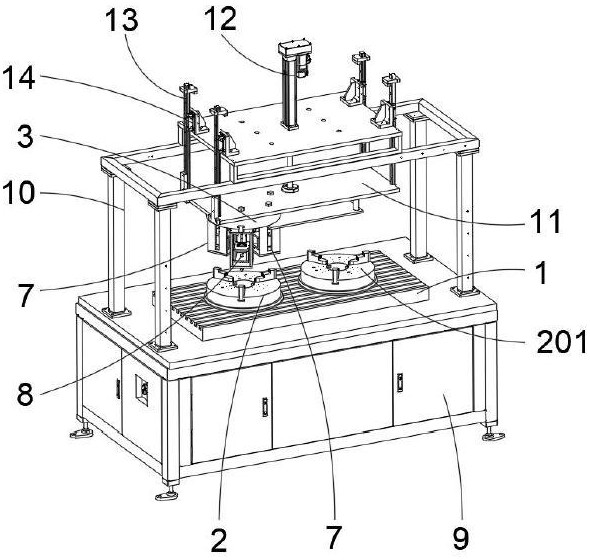
3、一方面,本发明提供了一种飞轮异位槽孔加工装置,包括工作台、定位卡盘、调节卡盘、第一钻铣组件、驱动件和第二钻铣组件,其中,
4、定位卡盘在工作台上至少设置有两个,两个定位卡盘并列设置且同步转动,且定位卡盘的卡爪之间设置有定位螺栓孔,定位螺栓孔用于安装飞轮定位件;
5、调节卡盘与工作台相对固定,且调节卡盘的卡爪与其中一个定位卡盘的卡爪相对设置;
6、第一钻铣组件设置在调节卡盘的卡爪上;
7、驱动件与工作台相对固定;
8、第二钻铣组件设置在驱动件的活动端上,驱动件用于驱动第二钻铣组件在两个定位卡盘之间位移。
9、在以上技术方案的基础上,优选的,还包括滑动载架,滑动载架在调节卡盘的卡爪上以及驱动件的活动端上均有设置,第一钻铣组件和第二钻铣组件各安装在一个滑动载架上;
10、滑动载架用于带动第一钻铣组件和第二钻铣组件靠近或远离定位卡盘。
11、在以上技术方案的基础上,优选的,滑动载架包括固定架、滑动架和第一气缸,其中,
12、固定架设置在调节卡盘的一个卡爪上或驱动件的活动端上;
13、滑动架滑动设置在固定架内,滑动方向为调节卡盘到定位卡盘的方向;
14、第一气缸设置在固定架内,且第一气缸的活塞杆与滑动架相连接;
15、第一钻铣组件或第二钻铣组件设置在滑动架内,固定架和滑动架对应第一钻铣组件或第二钻铣组件开设有通孔。
16、在以上技术方案的基础上,优选的,滑动载架还包括第一滑轨和第一滑块,其中,第一滑轨设置在调节卡盘上,且第一滑轨平行于调节卡盘上卡爪的位移方向;
17、第一滑块设置在固定架上;
18、第一滑轨与第一滑块均呈l形板状结构,第一滑轨与第一滑块均成对设置,并相互卡接滑动。
19、在以上技术方案的基础上,优选的,第一钻铣组件包括第一驱动电机和钻头,其中,
20、第一驱动电机设置在滑动架内;
21、钻头设置在第一驱动电机的输出轴上,且钻头对应通孔;
22、第一气缸处于复位状态时,钻头位于固定架内;
23、第二钻铣组件与第一钻铣组件结构相同。
24、在以上技术方案的基础上,优选的,还包括吹扫管,调节卡盘上设置有两个滑动载架,吹扫管设置在其中一个滑动载架的滑动架上,且吹扫管贯穿固定架和滑动架的通孔。
25、在以上技术方案的基础上,优选的,调节卡盘为三爪卡盘,且调节卡盘其中一个卡爪位空置,驱动件包括支撑板、第二滑轨、第二滑块和无杆气缸,其中,
26、支撑板的一端连接至调节卡盘空置的卡爪位,且支撑板对应两个定位卡盘;
27、第二滑轨设置在支撑板上;
28、第二滑块与第二钻铣组件相对固定,且第二滑块与第二滑轨滑动配合;
29、无杆气缸设置在支撑板上,无杆气缸用于驱动第二钻铣组件在两个定位卡盘之间位移。
30、在以上技术方案的基础上,优选的,还包括机体、机架、升降板、第二气缸、第三滑轨和第三滑块,其中,
31、工作台设置在机体上;
32、机架设置在机体上;
33、升降板设置在调节卡盘远离机体的一面上;
34、第二气缸设置在机架上,且第二气缸的活塞杆与升降板相连接;
35、第三滑轨的一端与升降板相连接;
36、第三滑块设置在机架上,且第三滑块与第三滑轨滑动连接。
37、在以上技术方案的基础上,优选的,还包括减速机、第二驱动电机和锥齿轮组,其中,
38、减速机设置在机体内,且减速机为双输出轴减速机;
39、第二驱动电机的输出轴与减速机的输入轴相连接;
40、减速机的两处输出轴上均设置有一个锥齿轮组,两个锥齿轮组各连接有一个定位卡盘。
41、另一方面,本发明提供了一种飞轮加工方法,应用上述的飞轮异位槽孔加工装置,包括以下步骤:
42、s1、第二气缸动作,带动升降板、调节卡盘、第一钻铣组件和第二钻铣组件远离定位卡盘;
43、s2、驱动件动作,带动第二钻铣组件远离第一钻铣组件,在第二钻铣组件对应的定位卡盘上放置待加工飞轮;
44、s3、第二气缸动作,带动升降板、调节卡盘、第一钻铣组件和第二钻铣组件靠近定位卡盘,并以第二钻铣组件对飞轮钻出定位孔;
45、s4、第二气缸重复升降动作,第二驱动电机同步动作,通过锥齿轮组带动定位卡盘间歇转动调整飞轮位置,驱动件同步间歇动作,在飞轮直径方向上调整第二钻铣组件的位置,从而在飞轮上钻出若干不同位置的定位孔;
46、s5、将钻好定位孔的飞轮放置到第一钻铣组件对应的定位卡盘上,并在第二钻铣组件对应的定位卡盘上再放置一个待加工飞轮;
47、s6、重复步骤s4,以在新放置的待加工飞轮上钻出定位孔,与此同时,第一钻铣组件在钻好定位孔的飞轮上进行钻孔,在此过程中,调节卡盘间歇驱动卡爪位移,在飞轮直径方向上调整第一钻铣组件的位置,待第二个待加工飞轮钻好定位孔后,第一个飞轮钻孔加工完毕;
48、s7、重复步骤s1~s6,以进行飞轮的连续钻孔加工。
49、本发明的飞轮异位槽孔加工装置及加工方法相对于现有技术具有以下有益效果:
50、(1)通过在定位卡盘上设置有定位螺栓孔,其可安装定位件以对飞轮进行定位,如此可保证飞轮转移后的定位精度,且定位螺栓孔是与卡盘的卡爪间隔设置,因此可防止干涉卡盘的正常夹持工作;同时,由于第一钻铣组件通过第一卡盘的卡爪位移,第二钻铣组件可通过驱动件进行移动,因此可在飞轮直径方向上调整两个钻铣组件的位置,从而方便加工飞轮异位槽孔;第二钻铣组件既可与第一钻铣组件协同对应同一定位卡盘上的飞轮进行开定位孔和钻孔工作,也可单独对另一定位卡盘上的飞轮进行开定位孔操作;
51、(2)第一钻铣组件和第二钻铣组件均通过滑动载架安装在调节卡盘的卡爪上,其均由第一驱动电机和钻头组成,在滑动载架的第一气缸复位时,钻头时位于滑动载架的固定架内,如此可实现对第一驱动电机和钻头的防护,可避免意外碰撞导致钻头断裂;
52、(3)调节卡盘采用三爪卡盘,且设置有空置卡爪位用于安装驱动件,如此方便驱动件带动第二钻铣组件移动至调节卡盘与定位卡盘之间,以使得第二钻铣组件可配合第一钻铣组件对同一飞轮进行连续的开定位孔和钻孔工作;
53、(4)调节卡盘、驱动件及钻铣组件是安装在升降板上,且升降板可通过第二气缸进行位移调整,如此配合滑动载架的第一气缸可实现钻铣组件的快速位移调整及微调,有利于保证加工精度和加工效率;
54、(5)两个定位卡盘是通过减速机配合锥齿轮组进行同步驱动,如此第一钻铣组件和第二钻铣组件可各对应一个定位卡盘,分别进行开定位孔和钻孔工作,在一飞轮开设好钻孔后,另一飞轮同步打好定位孔,可显著提高加工效率。
- 还没有人留言评论。精彩留言会获得点赞!