一种钣金辅助成型装置与方法与流程
本申请涉及机械加工设备,特别是涉及一种钣金辅助成型装置与方法。
背景技术:
1、铝合金钣金产品由于有质量轻、强度高、刚性好等优点而被广泛应用于航空航天等领域。航天器功能类钣金产品具有尺寸小、厚度薄、形状复杂、精度要求高等特点。在目前的工业化生产中,其成型工艺主要依靠型胎进行手工成型。
2、传统钣金产品手工成型常采用榔头敲打方式,榔头与金属接触面积小,金属单位面积受力大,局部变形严重,局部位错密急剧增加。铝基体位错密度的增加不仅导致材料韧性下降,成型抗力增大,而且会增加材料内部损伤缺陷敏感性,损伤的产生和发展最终导致材料破裂。通常,零件强化后,采用退火热处理方式回复零件位错,减少位错密度,软化材料,降低强度。但位错在退火热处理过程中不能完全消除,位错强化效果依旧明显。而且在强化过程中,合金元素成分含量越高,变形过程遇到的阻力越大。
3、如何在铝合金钣金产品手工成型过程中使材料变形区整体均匀受力,增大局部受力面积,降低局部位错密度,减缓材料加工硬化程度,从而提高钣金成型的质量与效率,是本领域技术人员亟待解决的技术问题。
技术实现思路
1、为解决上述技术问题,本发明的目的为提供一种能提高钣金成型质量与效率的钣金辅助成型装置与方法。
2、本发明提供的技术方案如下:
3、一种钣金辅助成型装置,用于辅助成型待加工钣金件,待加工钣金件包括在成型过程中不产生变形的非成型部以及在成型过程中产生变形的成型部,所述钣金辅助成型装置包括模具、真空环境形成组件,模具包括模具压板、模具型胎,模具型胎用于承载待加工钣金件,具有与待加工钣金件成型部形状相匹配的成型面,模具压板固定于模具型胎上,使模具压板与模具型胎共同夹持固定待加工钣金件非成型部,且待加工钣金件成型部露出于成型面;真空环境形成组件用于容纳模具以及固定于模具的待加工钣金件,且压迫待加工钣金件成型部使成型部朝成型面变形。
4、优选地,所述模具型胎具有水平上表面,成型面位于与水平上表面相邻接的侧面,成型面具有预定的倾角,使水平上表面与成型面之间的夹角等于成型后待加工钣金件成型部与非成型部之间的夹角。
5、优选地,所述模具压板一侧设有配合面,配合面边缘形状对应待加工钣金件的成型部与非成型部之间的交接线,使模具压板该侧正好压于待加工钣金件的成型部边缘。
6、优选地,所述模具压板配合面具有避让成型工具的倾角。
7、优选地,所述模具还包括固定元件,模具压板通过固定元件固定于模具型胎上,固定元件为螺栓,用于定位并固定模具压板与模具型胎。
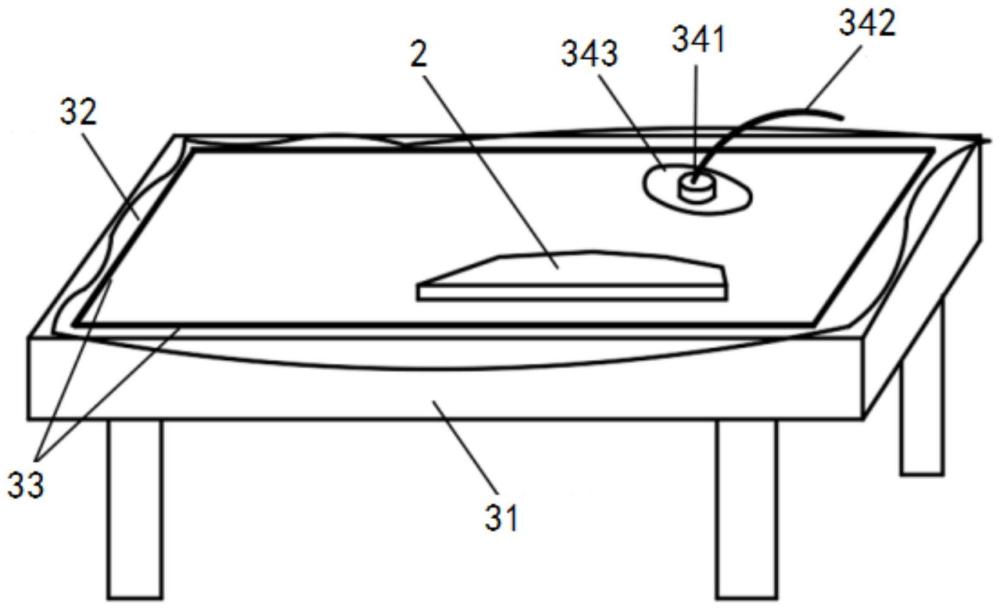
8、优选地,所述真空环境形成组件包括平台、透明膜、粘贴元件、抽真空装置,平台用于放置模具以及固定于模具的待加工钣金件,透明膜用于通过粘贴元件密封固定于平台上形成密封腔包裹模具与待加工钣金件,抽真空装置用于对密封腔抽真空。
9、优选地,所述真空环境形成组件还包括垫于模具与透明膜之间的硅胶板,以及垫于待加工钣金件与透明膜之间的透气毡。
10、优选地,所述抽真空装置包括真空嘴、真空管、真空泵,真空嘴一端位于密封腔内,另一端通过真空管连接至真空泵,使真空泵通过真空管、真空嘴对密封腔抽真空。
11、一种钣金辅助成型方法,利用如上所述的钣金辅助成型装置,所述方法包括:
12、将待加工钣金件放置模具型胎和模具压板之间,并固定;
13、将模具和待加工钣金件一同放置平台上;
14、依据模具大小在平台上粘贴粘贴元件;
15、铺垫透明膜,使用高温胶将透明膜与铸铁平台粘结形成具有密封腔的真空袋,模具及待加工钣金件包裹其中;
16、利用抽真空装置对待加工钣金件进行抽真空;
17、待加工钣金件保持真空状态,使用铝榔头和胶木顶块对待加工钣金件手工成型,直至待加工钣金件成型部与模具型胎贴合。
18、优选地,所述方法在将模具和待加工钣金件一同放置平台上之后,铺垫透明膜之前,还包括:在模具与透明膜直接接触的部位铺垫硅胶板;在待加工钣金件上铺垫透气毡。
19、本发明钣金辅助成型装置与方法通过设置模具与真空环境形成组件,利用模具夹持固定待加工钣金件非成型部,且使成型部露出于成型面,利用真空环境形成组件容纳模具以及固定于模具的待加工钣金件,并压迫待加工钣金件成型部使成型部朝成型面变形,从而在成型敲打时,塑性变形区域增加,局部应力集中减少,位错密度降低,冷作硬化效果慢,能显著提高钣金成型质量与效率。
技术特征:
1.一种钣金辅助成型装置,用于辅助成型待加工钣金件,待加工钣金件包括在成型过程中不产生变形的非成型部以及在成型过程中产生变形的成型部,其特征在于,所述钣金辅助成型装置包括模具、真空环境形成组件,模具包括模具压板、模具型胎,模具型胎用于承载待加工钣金件,具有与待加工钣金件成型部形状相匹配的成型面,模具压板固定于模具型胎上,使模具压板与模具型胎共同夹持固定待加工钣金件非成型部,且待加工钣金件成型部露出于成型面;真空环境形成组件用于容纳模具以及固定于模具的待加工钣金件,且压迫待加工钣金件成型部使成型部朝成型面变形。
2.如权利要求1所述的钣金辅助成型装置,其特征在于,所述模具型胎具有水平上表面,成型面位于与水平上表面相邻接的侧面,成型面具有预定的倾角,使水平上表面与成型面之间的夹角等于成型后待加工钣金件成型部与非成型部之间的夹角。
3.如权利要求1所述的钣金辅助成型装置,其特征在于,所述模具压板一侧设有配合面,配合面边缘形状对应待加工钣金件的成型部与非成型部之间的交接线,使模具压板该侧正好压于待加工钣金件的成型部边缘。
4.如权利要求3所述的钣金辅助成型装置,其特征在于,所述模具压板配合面具有避让成型工具的倾角。
5.如权利要求1所述的钣金辅助成型装置,其特征在于,所述模具还包括固定元件,模具压板通过固定元件固定于模具型胎上,固定元件为螺栓,用于定位并固定模具压板与模具型胎。
6.如权利要求1至5任一所述的钣金辅助成型装置,其特征在于,所述真空环境形成组件包括平台、透明膜、粘贴元件、抽真空装置,平台用于放置模具以及固定于模具的待加工钣金件,透明膜用于通过粘贴元件密封固定于平台上形成密封腔包裹模具与待加工钣金件,抽真空装置用于对密封腔抽真空。
7.如权利要求6所述的钣金辅助成型装置,其特征在于,所述抽真空装置包括真空嘴、真空管、真空泵,真空嘴一端位于密封腔内,另一端通过真空管连接至真空泵,使真空泵通过真空管、真空嘴对密封腔抽真空。
8.如权利要求6所述的钣金辅助成型装置,其特征在于,所述真空环境形成组件还包括垫于模具与透明膜之间的硅胶板,以及垫于待加工钣金件与透明膜之间的透气毡。
9.一种钣金辅助成型方法,其特征在于,利用如权利要求1至7任一所述的钣金辅助成型装置,所述方法包括:
10.如权利要求9所述的钣金辅助成型方法,其特征在于,所述方法在将模具和待加工钣金件一同放置平台上之后,铺垫透明膜之前,还包括:在模具与透明膜直接接触的部位铺垫硅胶板;在待加工钣金件上铺垫透气毡。
技术总结
本申请公开了一种钣金辅助成型装置及方法,用于辅助成型待加工钣金件,待加工钣金件包括在成型过程中不产生变形的非成型部以及在成型过程中产生变形的成型部,所述钣金辅助成型装置包括模具、真空环境形成组件,模具包括模具压板、模具型胎,模具型胎用于承载待加工钣金件,具有与待加工钣金件成型部形状相匹配的成型面,模具压板固定于模具型胎上,使模具压板与模具型胎共同夹持固定待加工钣金件非成型部,且待加工钣金件成型部露出于成型面;真空环境形成组件用于容纳模具以及固定于模具的待加工钣金件,且压迫待加工钣金件成型部使成型部朝成型面变形。本发明通过设置模具与真空环境形成组件,能显著提高钣金成型质量与效率。
技术研发人员:刘强,周亮,陈泽,康义祥,邓永涛,王锦文
受保护的技术使用者:湖南中创空天新材料股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!