一种汽车侧围腰线锐棱成形方法与流程
本发明涉及模具冲压,尤其涉及一种汽车侧围腰线锐棱成形方法。
背景技术:
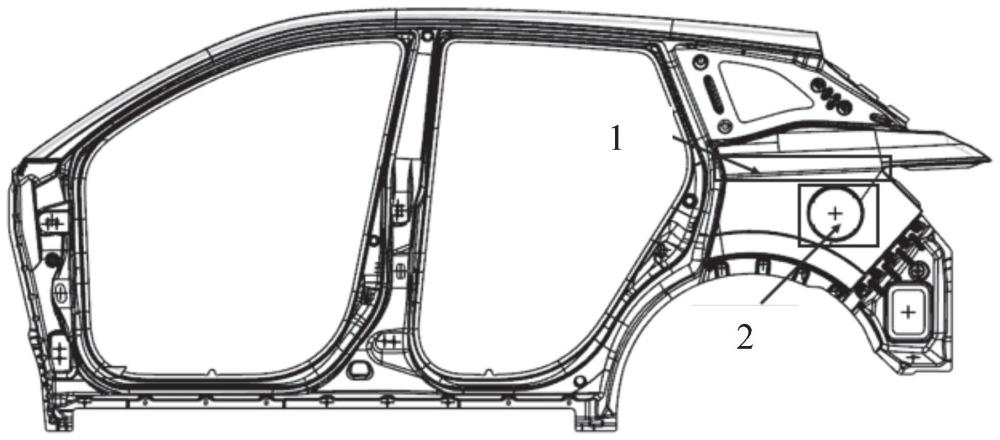
1、汽车侧围外板(如图1所示)是轿车重要的外覆盖件,其工艺比较复杂,表面质量要求最高,特别是腰线凸r附近不允许有滑移。为了追求汽车外观造型美观,侧围腰线等特征棱线圆角清晰锐化成为造型发展趋势。但是,由于腰线附近一般都设计有油箱口,其成形过程因造型特点也必然会产生一些表面缺陷。如何消除腰线和油箱口成形过程的相互影响,合理排布腰线凸r及油箱口成形方案直接影响到轿车的品质和外观质量。
2、现有技术中的汽车侧围外板腰线为锐棱,油箱口距离腰线很近,腰线凸r拉延要做过拉,该处拉延后造型线相比原产品造型线变长,会局部改变a面(a面是指产品的造型面),而且腰线锐棱整形后无法消除过拉痕迹,容易产生明显的外观缺陷;腰线锐棱整形采用镶块整形,在整形镶块和压料板的分界线处容易产生压印痕,增加调试难度和影响a面品质;后序腰线锐棱凸r整形需要单独一序,全工序需要五序实现,工艺复杂,成形效率低,成本高,无法满足生产线节拍要求。
技术实现思路
1、本发明的目的是提供一种汽车侧围腰线锐棱成形方法,通过四工序实现轿车侧围外板腰线锐棱成形,拉延不改变腰线附近a面造型,能够解决腰线锐棱整形后产生明显外观缺陷的技术问题。
2、为实现上述目的,本发明所设计的一种汽车侧围腰线锐棱成形方法,包括以下步骤,
3、步骤一,拉延,不改变腰线处a面的造型,按照产品原始形状重新倒腰线凸r圆角,并把侧围腰线锐棱凸r圆角放大;
4、步骤二,在同一道工序实现腰线锐棱整形和油箱口粗修,先通过上模压料板对腰线锐棱进行压料整形,再粗修油箱口;
5、步骤三,油箱口整形;
6、步骤四,油箱口精修。
7、作为优选方案,选择合适的冲压角度,调整上下侧材料流入量,优化拉延补充,保证腰线滑移控制在圆角内并且腰线凸r变化量控制在0.5mm内。
8、虽然腰线凸r拉延序放大了,理论上拉延件放到第二序凸模上腰线处会干涉,但是理论干涉量不超过0.5mm,对模具的符型定位及稳定性的影响几乎可以忽略不计,因为拉延后零件本身的回弹就基本上超过0.5mm。
9、作为优选方案,模具型面腰线凸r经过锐化处理或做成锋利圆角,极致做到r0。
10、拉延不改变腰线附近a面造型,按原始产品形状冲压成形,保证a面品质。
11、作为优选方案,模具加工及调试时腰线处做强压处理,腰线处拉延模的上下模设计贯通到底的支撑筋。
12、腰线处拉延模结构要能承受强压,因此模具加工及调试时腰线处做强压处理,腰线处拉延模的上下模设计贯通到底的支撑筋可以增加模具的强度和承压能力。
13、作为优选方案,在腰线处设计压料板局部分镶块,便于调整该处整形间隙及腰线凸r大小。
14、作为优选方案,压料板设计成墩死结构,增加零件的成型性,保障产品的精度和稳定性。
15、本发明的有益效果:
16、本发明的汽车侧围腰线锐棱成形方法,相对现有技术,本发明拉延不改变腰线处a面的造型,按照产品原始形状重新倒腰线凸r圆角,并把侧围腰线锐棱凸r圆角放大;在同一道工序实现腰线锐棱整形和油箱口粗修,先通过上模压料板对腰线锐棱进行压料整形,再粗修油箱口;因此本发明通过四工序实现轿车侧围外板腰线锐棱成形,能有效缩减轿车侧围腰线锐棱成形工序数,消除滑移;拉延不改变腰线附近a面造型,避免后序整形产生新的表面缺陷风险,并且模具结构简单,现场调试容易。该技术方案已成功应用多个项目轿车侧围腰线锐棱成形,实现后效果非常明显。因此,本发明能够解决腰线锐棱整形后产生明显外观缺陷的技术问题。
技术特征:
1.一种汽车侧围腰线锐棱成形方法,其特征在于:包括以下步骤,
2.根据权利要求1所述的汽车侧围腰线锐棱成形方法,其特征在于:选择合适的冲压角度,调整上下侧材料流入量,优化拉延补充,保证腰线滑移控制在圆角内并且腰线凸r变化量控制在0.5mm内。
3.根据权利要求2所述的汽车侧围腰线锐棱成形方法,其特征在于:模具型面腰线凸r经过锐化处理或做成锋利圆角,极致做到r0。
4.根据权利要求3所述的汽车侧围腰线锐棱成形方法,其特征在于:模具加工及调试时腰线处做强压处理,腰线处拉延模的上下模设计贯通到底的支撑筋。
5.根据权利要求1至4任一项所述的汽车侧围腰线锐棱成形方法,其特征在于:在腰线处设计压料板局部分镶块,便于调整该处整形间隙及腰线凸r大小。
6.根据权利要求5所述的汽车侧围腰线锐棱成形方法,其特征在于:压料板设计成墩死结构,增加零件的成型性,保障产品的精度和稳定性。
技术总结
本发明涉及模具冲压技术领域,尤其涉及一种汽车侧围腰线锐棱成形方法,步骤一,拉延,不改变腰线处A面的造型,并把侧围腰线锐棱凸R圆角放大;步骤二,在同一道工序实现腰线锐棱整形和油箱口粗修;步骤三,油箱口整形;步骤四,油箱口精修。本发明的汽车侧围腰线锐棱成形方法,相对现有技术,本发明通过四工序实现轿车侧围外板腰线锐棱成形,能有效缩减轿车侧围腰线锐棱成形工序数,消除滑移;拉延不改变腰线附近A面造型,避免后序整形产生新的表面缺陷风险,并且模具结构简单,现场调试容易。该技术方案已成功应用多个项目轿车侧围腰线锐棱成形,实现后效果非常明显。因此,本发明能够解决腰线锐棱整形后产生明显外观缺陷的技术问题。
技术研发人员:吉亮,勾盼龙,何健,陶智
受保护的技术使用者:东风模具冲压技术有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!