一种模具底座加工用焊接装置的制作方法
本发明涉及焊接,尤其涉及一种模具底座加工用焊接装置。
背景技术:
1、工程上通常从装配精度、缩短制造周期和可调整性等方面来评价汽车焊接夹具设计的优劣,为了保证焊接等作业的尺寸精度,定位是焊接夹具最基本的影响因素之一。
2、现有技术多采用如公告号为cn218016742u公开的一种新型尾灯焊接模具底座固定装置,其对尾灯进行牢固的安装固定,以及方便调节大小尺寸,同时也防止偏移,但是模具底座为了向模具提供足够的缓冲、密封与支撑作用,一般会将底座设置成多层结构,但是以上述为代表的焊接设备难以对多层组成工件进行精准的焊接,尤其在送料过程中无法保证组成结构之间的精准对接,一般只能通过先推送后限位的方式,但是也会延长送料的周期,也就难以保证被焊接的组成结构焊接受力过程中的稳定性,极易导致焊接尺寸误差。
技术实现思路
1、本发明的目的是为了解决现有技术中难以对组成模具底座的方台工件进行多点焊接操作的问题,而提出的一种模具底座加工用焊接装置。
2、为了实现上述目的,本发明采用了如下技术方案:
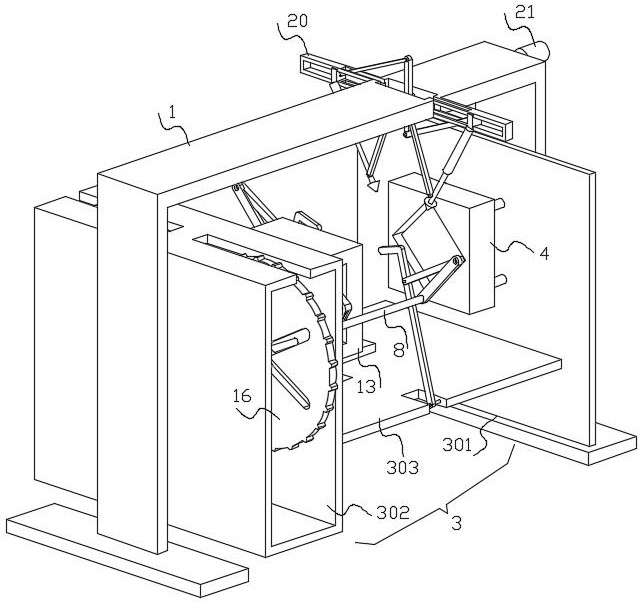
3、一种模具底座加工用焊接装置,包括左右走向设置的龙门架机体,所述龙门架机体上设置有:
4、第一驱动电机,所述第一驱动电机固定安装于龙门架机体一侧位置;
5、左右走向设置的组合转台,所述组合转台转动安装于龙门架机体中,且组合转台由第一驱动电机驱动旋转;
6、用于套装两个方台工件的送料部,所述送料部通过组合转台设置于龙门架机体上,且送料部水平对接两个方台工件并进行90°旋转;
7、前后走向设置的横向支架,所述横向支架为镂空的回型结构,且横向支架一体连接于龙门架机体上端位置;
8、第三驱动电机,所述第三驱动电机固定安装于龙门架机体上;
9、用于对称焊接两个方台工件的点焊部,所述点焊部通过横向支架设置于龙门架机体上,且点焊部由第三驱动电机驱动。
10、优选地,所述组合转台包括:
11、承重面板与承重空箱,所述承重面板与承重空箱分别转动安装于龙门架机体两侧位置上,且承重面板与第一驱动电机输出端固定连接;
12、衔接横板,所述衔接横板用于固定连接承重面板与承重空箱。
13、优选地,所述横向支架设置于对应承重面板的龙门架机体一端位置。
14、优选地,所述送料部包括:
15、用于套装其中一个方台工件的第一固定件,所述第一固定件固定安装于承重面板上;
16、第二驱动电机与由第二驱动电机驱动旋转的滚珠丝杆,所述第二驱动电机固定安装于承重面板上,且滚珠丝杆转动安装于承重面板与承重空箱之间;
17、与滚珠丝杆传动连接的传动蜗杆,所述传动蜗杆转动安装于承重空箱中;
18、与传动蜗杆传动连接的两个偏转轴,两个所述偏转轴转动安装于承重空箱中,且两个偏转轴对称设置于传动蜗杆两侧位置;
19、移动螺母,所述移动螺母配套安装于滚珠丝杆上;
20、导向长孔与滑动套装于导向长孔中的导向块,所述导向长孔沿滚珠丝杆左右走向水平开设,且导向块固定连接移动螺母;
21、固定连接的移动台与用于套装其中另一个方台工件的第二固定件,所述移动台固定连接导向块,且水平对应第一固定件的第二固定件固定安装于移动台上;
22、所述送料部通过第一固定件与第二固定件设置有用于固定两个方台工件的锁定组件。
23、优选地,所述滚珠丝杆与传动蜗杆上分别键连接有啮合连接的驱动齿轮与从动齿轮,且两个偏转轴上均键连接有与传动蜗杆啮合连接的传动蜗轮。
24、优选地,所述锁定组件包括:
25、第一套装方腔、位于第一套装方腔中的强力弹簧与承托板,所述第一套装方腔开设于第一固定件中心位置,所述强力弹簧焊接于第一套装方腔中,且与强力弹簧焊接的承托板滑动套装于第一套装方腔中;
26、相连通的第二套装方腔与导向口,所述第二套装方腔开设于第二固定件中心位置,且导向口对称开设于第二固定件中;
27、用于夹持方台工件的限位夹持件,所述限位夹持件销轴安装于导向口上端位置,且限位夹持件为l型结构;
28、限位拉杆,所述限位拉杆销轴安装于导向口下端位置;
29、限位长槽、位于限位长槽中的复位弹簧与和限位拉杆相连接的限位块,所述限位长槽开设于限位夹持件中,所述复位弹簧焊接于限位长槽中,且与复位弹簧相焊接的限位块滑动套装于限位长槽中;
30、转向拉杆与增压杆,所述转向拉杆固定连接于偏转轴上,且增压杆销轴安装于衔接横板上;
31、第一牵引连杆,所述第一牵引连杆用于销轴连接转向拉杆与增压杆。
32、优选地,所述转向拉杆偏心连接于偏转轴上,且增压杆为l型结构。
33、优选地,所述点焊部包括:
34、往复摆杆,所述往复摆杆通过第三驱动电机输出端转动安装于横向支架中;
35、移动块与第二牵引连杆,所述移动块滑动套装于横向支架中,且第二牵引连杆用于销轴连接往复摆杆与移动块;
36、限位套管与用于固定安装点焊器的限位内杆,所述限位套管倾斜焊接于移动块上,且限位内杆滑动套装于限位套管中;
37、第三牵引连杆,所述第三牵引连杆用于活动连接横向支架与限位内杆。
38、优选地,所述第三牵引连杆销轴安装于横向支架上,且第三牵引连杆与限位内杆销轴连接。
39、与现有技术相比,本发明具备以下优点:
40、1、本发明利用龙门架机体中设置由第一驱动电机驱动的组合转台,利用组合转台设置第一固定件与第二固定件,以便于对用于组装模具底座的两个方台工件进行步进式旋转操作。
41、2、本发明在组合转台上设置由第二驱动电机驱动旋转的滚珠丝杆、传动蜗杆与偏转轴,利用滚珠丝杆上的移动螺母带动第二固定件水平移动,实现两个方台工件的抵触推送,以使得两个方台工件连接端对应点焊部的点焊器。
42、3、本发明通过在龙门架机体中设置中空结构的横向支架,利用第三驱动电机实现往复摆杆的往复偏摆,以对水平运动的移动块带动限位套管与限位内杆进行水平运动,同时利用第三牵引连杆对限位内杆进行导向限位,使得点焊器根据方台工件的直角部位进行升降运动,从而实现对称焊接。
技术特征:
1.一种模具底座加工用焊接装置,包括左右走向设置的龙门架机体(1),其特征在于,所述龙门架机体(1)上设置有:
2.根据权利要求1所述的一种模具底座加工用焊接装置,其特征在于,所述组合转台(3)包括:
3.根据权利要求2所述的一种模具底座加工用焊接装置,其特征在于,所述横向支架(20)设置于对应承重面板(301)的龙门架机体(1)一端位置。
4.根据权利要求2所述的一种模具底座加工用焊接装置,其特征在于,所述送料部包括:
5.根据权利要求4所述的一种模具底座加工用焊接装置,其特征在于,所述滚珠丝杆(6)与传动蜗杆(7)上分别键连接有啮合连接的驱动齿轮(14)与从动齿轮(15),且两个偏转轴(8)上均键连接有与传动蜗杆(7)啮合连接的传动蜗轮(16)。
6.根据权利要求4所述的一种模具底座加工用焊接装置,其特征在于,所述锁定组件包括:
7.根据权利要求6所述的一种模具底座加工用焊接装置,其特征在于,所述转向拉杆(17)偏心连接于偏转轴(8)上,且增压杆(18)为l型结构。
8.根据权利要求1所述的一种模具底座加工用焊接装置,其特征在于,所述点焊部包括:
9.根据权利要求8所述的一种模具底座加工用焊接装置,其特征在于,所述第三牵引连杆(27)销轴安装于横向支架(20)上,且第三牵引连杆(27)与限位内杆(26)销轴连接。
技术总结
本发明涉及焊接技术领域,尤其涉及一种模具底座加工用焊接装置,包括左右走向设置的龙门架机体,所述龙门架机体上设置有:第一驱动电机,所述第一驱动电机固定安装于龙门架机体一侧位置;左右走向设置的组合转台;用于套装两个方台工件的送料部,所述送料部通过组合转台设置于龙门架机体上,且送料部水平对接两个方台工件并进行90°旋转。本发明利用龙门架机体中设置由第一驱动电机驱动的组合转台,利用组合转台设置第一固定件与第二固定件,以对水平运动的移动块带动限位套管与限位内杆进行水平运动,同时利用第三牵引连杆对限位内杆进行导向限位,使得点焊器根据方台工件的直角部位进行升降运动,从而实现对称焊接。
技术研发人员:胡雄飞
受保护的技术使用者:深圳市雄合锋科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!