一种自翻车侧门组装方法与流程
本申请属于铁路货车生产,具体涉及一种自翻车侧门组装方法。
背景技术:
1、在自翻车的生产制造过程中,其侧门组装内折页有高精度同轴度要求,相关技术中的侧门组装方法,影响侧门的精度,不能满足同轴度的要求,侧门不能正常开闭。
技术实现思路
1、本申请提供一种自翻车侧门组装方法,旨在至少一定程度上提高侧门安装的精度,以满足同轴度的要求,使侧门能正常开闭。
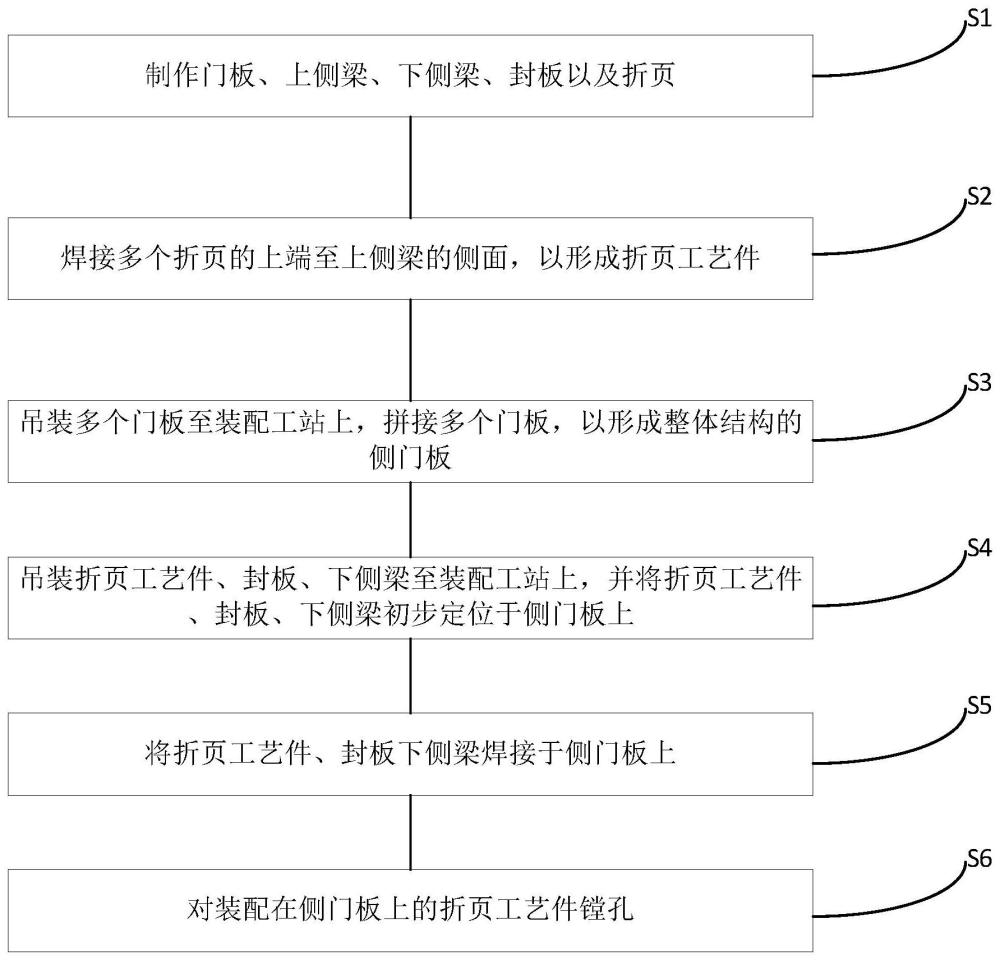
2、本申请提供一种自翻车侧门组装方法,所述侧门包括门板、上侧梁、下侧梁、封板以及折页组成,所述组装方法包括:制作门板、上侧梁、下侧梁、封板以及折页;焊接多个折页的上端至上侧梁的侧面,以形成折页工艺件;吊装多个门板至装配工站上,拼接多个门板,以形成整体结构的侧门板;吊装折页工艺件、封板、上侧梁至装配工站上,并将折页工艺件、封板、上侧梁初步定位于所述侧门板上;将折页工艺件、封板、上侧梁焊接于所述侧门板上;对装配在所述侧门板上的折页工艺件镗孔。
3、本申请所提供的自翻车侧门组装方法,由于是先将侧门上的各个构件预先制作成半成品,再将各个构件组焊至侧门上,组焊完毕后再进行折页工艺件镗孔的处理,以避免组焊时对折页工艺件镗孔的精度的影响,以在一定程度上提高侧门安装的精度,以满足同轴度的要求,使侧门能正常开闭,具有很好的实用性。
4、在一些实施例中,所述焊接多个折页的上端至上侧梁的侧面,以形成折页工艺件,具体包括:定位折页在上侧梁上,以使上侧梁与折页上的两端的折页座贴紧,且两端的折页座与上侧梁两端的距离相一致;在上侧梁上压紧折页;焊接折页与上侧梁之间间的焊缝。
5、在一些实施例中,所述焊接折页与上侧梁之间间的焊缝,具体包括:以电流240±30a,电压27±3v,流量15±3l/min的焊接参数焊接折页与上侧梁间的焊缝。
6、在一些实施例中,所述折页工艺件、封板、下侧梁通过点焊初步定位于所述侧门板上。
7、在一些实施例中,所述将折页工艺件、封板、下侧梁焊接于所述侧门板上,具体包括:确认折页工艺件、封板、下侧梁在侧门板上的装配情况符合要求;焊接折页工艺件、封板、下侧梁同侧门板之间的正面焊缝;翻转带有折页工艺件、封板、上侧梁的侧门板,焊接折页工艺件、封板、下侧梁同侧门板之间的反面焊缝。
8、在一些实施例中,所述焊接折页工艺件、封板、下侧梁同侧门板之间的正面焊缝,具体包括:以电流240±30a,电压27±3v,流量15±3l/min的焊接参数焊接折页工艺件、封板、下侧梁同侧门板之间的正面焊缝。
9、在一些实施例中,所述焊接折页工艺件、封板、下侧梁同侧门板之间的反面焊缝,具体包括:以电流240±30a,电压27±3v,流量15±3l/min的焊接参数焊接折页工艺件、封板、下侧梁同侧门板之间的反面焊缝。
10、在一些实施例中,所述对装配在所述侧门板上的折页工艺件镗孔,还包括:调校侧门板的平面度的符合要求。
11、在一些实施例中,所述调校侧门板的平面度的符合要求,具体包括:通过测量工具确认侧门板的平面度的符合要求,调校超差部位:将侧门放置于水平台位上,龙门移动至所述超差部位,加热所述超差部位,加热后利用千斤顶和龙门压紧,直至自然冷却至室温。
12、在一些实施例中,加热所述超差部位的温度为500-550℃。
13、在一些实施例中,所述对装配在所述侧门板上的折页工艺件镗孔,具体包括:将侧门工艺件固定放至水平台位,以保证侧门背面紧贴工装,并与地面平行;利于水平台位的钻孔水平平台,调整镗孔机高度符合要求,逐个将镗孔机放置在钻孔水平平台上,对水平台位上侧门工艺件进行整体镗孔,以在所述侧门工艺件上形成两个转动孔;利用工具在水平台位上直接在两个所述转动孔压入衬套。
技术特征:
1.一种自翻车侧门组装方法,所述侧门包括门板、上侧梁、下侧梁、封板以及折页组成,其特征在于,所述组装方法包括:
2.根据权利要求1所述的自翻车侧门组装方法,其特征在于,所述焊接多个折页的上端至上侧梁的侧面,以形成折页工艺件,具体包括:
3.根据权利要求2所述的自翻车侧门组装方法,其特征在于,所述焊接折页与上侧梁之间间的焊缝,具体包括:
4.根据权利要求1所述的自翻车侧门组装方法,其特征在于,所述折页工艺件、封板、下侧梁通过点焊初步定位于所述侧门板上。
5.根据权利要求1所述的自翻车侧门组装方法,其特征在于,所述将折页工艺件、封板、下侧梁焊接于所述侧门板上,具体包括:
6.根据权利要求5所述的自翻车侧门组装方法,其特征在于,所述焊接折页工艺件、封板、下侧梁同侧门板之间的正面焊缝,具体包括:
7.根据权利要求6所述的自翻车侧门组装方法,其特征在于,所述焊接折页工艺件、封板、下侧梁同侧门板之间的反面焊缝,具体包括:
8.根据权利要求1所述的自翻车侧门组装方法,其特征在于,所述对装配在所述侧门板上的折页工艺件镗孔,还包括:
9.根据权利要求8所述的自翻车侧门组装方法,其特征在于,所述调校侧门板的平面度的符合要求,具体包括:
10.根据权利要求9所述的自翻车侧门组装方法,其特征在于,加热所述超差部位的温度为500-550℃。
11.根据权利要求1-10任一项所述的自翻车侧门组装方法,其特征在于,所述对装配在所述侧门板上的折页工艺件镗孔,具体包括:
技术总结
本申请属于铁路货车生产技术领域,具体涉及一种自翻车侧门组装方法。组装方法包括:制作门板、上侧梁、下侧梁、封板以及折页;焊接多个折页的上端至上侧梁的侧面,以形成折页工艺件;吊装多个门板至装配工站上,拼接多个门板,以形成整体结构的侧门板;吊装折页工艺件、封板、上侧梁至装配工站上,并将折页工艺件、封板、上侧梁初步定位于所述侧门板上;将折页工艺件、封板、上侧梁焊接于所述侧门板上;对装配在所述侧门板上的折页工艺件镗孔。本申请可以避免组焊时对折页工艺件镗孔的精度的影响,以在一定程度上提高侧门安装的精度,以满足同轴度的要求,使侧门能正常开闭,具有很好的实用性。
技术研发人员:童石羞月,张文胜,文习思,屈海钰,王芊,王海峰,刘涛,熊伟,高懿鲲,朱帅,罗毅,童岚
受保护的技术使用者:中车长江车辆有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!