一种自动焊接链条控制系统的制作方法
[]本发明涉及自动化控制,具体地说是一种自动焊接链条控制系统。
背景技术:
0、[背景技术]
1、伴随着工业的不断进步,链条的需求也不断增加。传统的手工焊接链条工艺已被不断地改进,应运而生的是一台全自动链条焊接设备,以代替传统的手工焊接工艺。然而,针对全自动链条焊接设备,若能提供一种为链条焊接设备而配套的自动焊接链条控制系统,以使链条焊接设备的效率更高,焊接强度更大,将具有非常重要的意义。
技术实现思路
0、[
技术实现要素:
]
1、本发明的目的就是要解决上述的不足而提供一种自动焊接链条控制系统,能够针对不同的链环输出不同的焊接电流大小,使每个链环均可达到规定的强度,从而使链条焊接设备的效率更高,焊接强度更大。
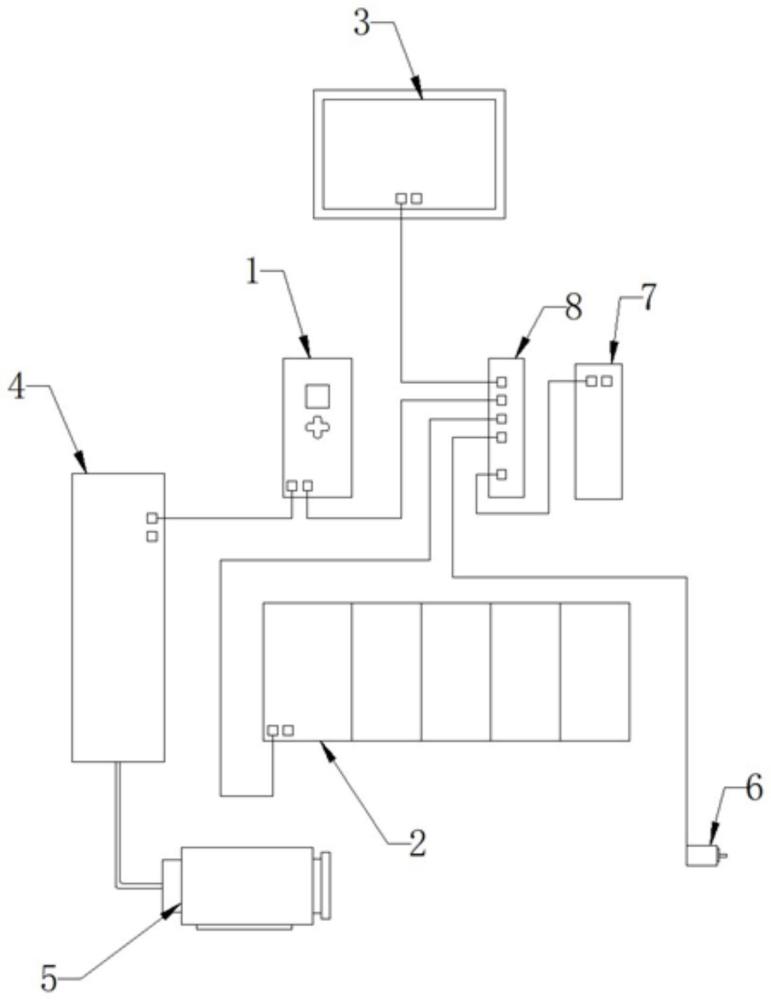
2、为实现上述目的设计一种自动焊接链条控制系统,包括主站控制器1、从站控制器2、触摸屏3、伺服驱动器4、伺服电机5、编码器6、焊接控制器7和交换机8,所述交换机8通过线路分别连接主站控制器1、从站控制器2、触摸屏3、编码器6以及焊接控制器7,所述主站控制器1通过线路连接伺服驱动器4,所述伺服驱动器4与伺服电机5相连;所述伺服驱动器4驱动伺服电机5以带动焊接设备主轴旋转,进而完成链条焊接;所述编码器6采用绝对值编码器,并配合伺服电机5判断当前位置;所述焊接控制器7通过焊接设备反馈的压力大小不同,针对不同的链环输出不同的焊接电流大小;所述交换机8通过网线将多个焊接设备连接到一起,并通过主站控制器1统一控制。
3、进一步地,所述触摸屏3为悬臂式触摸屏,所述触摸屏3采用双节悬臂杆连接于主柜10上,所述主柜10内设置有用于安装元器件的安装板;所述焊接设备侧部固定有接线箱11,所述接线箱11用于作为主柜10到焊接设备之间的接线转接,并采用唯恩可拔插重载连接器连接至主柜10,从而方便移动和设备发货,且该设计可以在设备发货时,减少设备与主柜之间大量的连接线的接线与拆线。
4、进一步地,所述触摸屏3包括悬臂操作箱31,所述悬臂操作箱31正面设置有操作按钮32,所述悬臂操作箱31侧面设置有手持按钮34,并通过采用操作按钮32和手持按钮34双重操作以防止现场误操作,所述悬臂操作箱31底部设有鼠标托盘33,所述鼠标托盘33用于方便现场人员增加鼠标操作触摸屏3。
5、进一步地,所述主柜10安装于主柜底座15上,所述主柜10前端装设有柜门,所述柜门开合处安装有锁13,所述柜门正面设置有电源指示灯12和主柜电源开关14,所述主柜电源开关14与电源指示灯12电连接。
6、进一步地,所述主柜10顶部安装有加强板16,所述加强板16与主柜10顶部框梁固定为一体,所述加强板16用于加强固定悬臂操作箱31以保证其稳定性,所述加强板16上安装有加强梁17,所述加强梁17用于加大加强板16的受力面积以增强悬臂操作箱31稳定性。
7、进一步地,所述主柜10顶端安装有固定底座21,所述固定底座21与连接管一22一端相连,所述连接管一22另一端通过中间连接器23与连接管二24相连,所述连接管一22与连接管二24均水平布置,所述连接管二24另一端通过转角25与连接管三26相连,所述连接管三26与连接管二24之间垂直布置,所述连接管三26另一端通过箱体连接器27连接悬臂操作箱31,该结构可实现延长旋转长度的同时,也可以改变其方向,使得悬臂箱的摆动更加灵活,从而便于操作人员在操作的同时,更直观的看到设备的动作情况。
8、进一步地,所述主站控制器1采用siemens s7-1500系列1511c-1pn组合型cpu,所述从站控制器2采用siemens s7-1200系列1214c型cpu,所述触摸屏3采用siemens tp1200人机交换触摸屏,所述伺服驱动器4采用汇川is620f系列驱动器,所述伺服电机5采用汇川ms1系列伺服电机。
9、进一步地,所述主柜10电连接主回路断路器失压线圈,所述主回路断路器失压线圈分别连接绝缘检测仪模块、焊接防护门检测模块;所述绝缘检测仪模块用于检测焊机相线与接地是否绝缘,当相线与接地处于非绝缘状态时,主柜10不可送电;所述焊接防护门检测模块用于检测设备焊机防护门是否开启,若开启,则主柜10不可送电;所述主回路断路器失压线圈在设备焊机防护门与绝缘检测仪同时满足条件时得电,此时主柜10可送电。
10、进一步地,所述交换机8内部设有数据交换机模块,所述数据交换机模块通过网线分别连接主站控制器模块、从站控制器模块、焊接控制模块、伺服驱动器模块和悬臂操作箱,所述主站控制器模块的输入端连接压力检测模块,所述从站控制器模块的输入端连接热敏电阻电机保护继电器,所述伺服驱动器模块的输入端连接安全继电器模块的输出端,所述安全继电器模块的输入端连接悬臂操作箱按钮。
11、进一步地,所述焊接控制模块用于控制焊机电流大小,所述悬臂操作箱通过悬臂触摸屏操作以控制设备动作,所述悬臂操作箱按钮配合悬臂触摸屏控制设备动作;所述安全继电器模块用于当设备所有安全防护门关闭时,通过悬臂操作箱按钮启动伺服驱动器模块;所述伺服驱动器模块用于驱动伺服电机,并带动设备主轴旋转,以完成链条焊接;所述压力检测模块通过采集设备对链环的顶牢的压力值反馈到主站控制器,以控制焊机焊接的电流大小;所述热敏电阻电机保护继电器用于在焊机发生短路时,及时切断焊机电源;所述从站控制器模块用于采集和控制设备在不同状态下的输入输出信号,并集中传输到主站控制器统一控制。
12、本发明同现有技术相比,具有如下优点:
13、(1)本发明通过设备反馈的压力大小不同,针对不同的链环,输出不同的焊接电流大小,让每个链环均可达到规定的强度,从而使链条焊接设备的效率更高,焊接强度更大;
14、(2)本发明采用伺服驱动器配合编码器,提高了设备的运行精度,同时采用双节悬臂杆,从而转向更灵活;
15、(3)本发明采用1511c-1pn组合型cpu作为主控模块,读写速率高,组合成本低;
16、(4)本发明采用唯恩重载连接器,提高了连接稳定性的同时,也使得设备与主柜的连接线更灵活;
17、(5)本发明通过接线箱作为主柜到设备之间的接线转接,且连接至主柜采用唯恩可拔插重载连接器,从而方便移动和设备发货,同时在设备发货时,减少了设备与主柜之间大量的连接线的接线与拆线;
18、(6)本发明加强板能够加强固定悬臂操作箱,保证其稳定性,同时配合加强梁使用,加大了加强板的受力面积,进一步增强悬臂操作箱的稳定性;
19、(7)本发明采用连接管一和连接管二相连的两节连接管,延长旋转长度的同时,也可以改变其方向,使悬臂箱的摆动更加灵活,便于操作人员在操作的同时,更直观地看到设备的动作情况。
技术特征:
1.一种自动焊接链条控制系统,其特征在于:包括主站控制器(1)、从站控制器(2)、触摸屏(3)、伺服驱动器(4)、伺服电机(5)、编码器(6)、焊接控制器(7)和交换机(8),所述交换机(8)通过线路分别连接主站控制器(1)、从站控制器(2)、触摸屏(3)、编码器(6)以及焊接控制器(7),所述主站控制器(1)通过线路连接伺服驱动器(4所述伺服驱动器(4)与伺服电机(5)相连;所述伺服驱动器(4)驱动伺服电机(5)以带动焊接设备主轴旋转,进而完成链条焊接;所述编码器(6)采用绝对值编码器,并配合伺服电机(5)判断当前位置;所述焊接控制器(7)通过焊接设备反馈的压力大小不同,针对不同的链环输出不同的焊接电流大小;所述交换机(8)通过网线将多个焊接设备连接到一起,并通过主站控制器(1)统一控制。
2.如权利要求1所述的自动焊接链条控制系统,其特征在于:所述触摸屏(3)为悬臂式触摸屏,所述触摸屏(3)采用双节悬臂杆连接于主柜(10)上,所述主柜(10)内设置有用于安装元器件的安装板;所述焊接设备侧部固定有接线箱(11),所述接线箱(11)用于作为主柜(10)到焊接设备之间的接线转接,并采用唯恩可拔插重载连接器连接至主柜(10)。
3.如权利要求2所述的自动焊接链条控制系统,其特征在于:所述触摸屏(3)包括悬臂操作箱(31),所述悬臂操作箱(31)正面设置有操作按钮(32),所述悬臂操作箱(31)侧面设置有手持按钮(34),并通过采用操作按钮(32)和手持按钮(34)双重操作以防止现场误操作,所述悬臂操作箱(31)底部设有鼠标托盘(33),所述鼠标托盘(33)用于方便现场人员增加鼠标操作触摸屏(3)。
4.如权利要求2或3所述的自动焊接链条控制系统,其特征在于:所述主柜(10)安装于主柜底座(15)上,所述主柜(10)前端装设有柜门,所述柜门开合处安装有锁(13),所述柜门正面设置有电源指示灯(12)和主柜电源开关(14),所述主柜电源开关(14)与电源指示灯(12)电连接。
5.如权利要求3所述的自动焊接链条控制系统,其特征在于:所述主柜(10)顶部安装有加强板(16),所述加强板(16)与主柜(10)顶部框梁固定为一体,所述加强板(16)用于加强固定悬臂操作箱(31)以保证其稳定性,所述加强板(16)上安装有加强梁(17),所述加强梁(17)用于加大加强板(16)的受力面积以增强悬臂操作箱(31)稳定性。
6.如权利要求3所述的自动焊接链条控制系统,其特征在于:所述主柜(10)顶端安装有固定底座(21),所述固定底座(21)与连接管一(22)一端相连,所述连接管一(22)另一端通过中间连接器(23)与连接管二(24)相连,所述连接管一(22)与连接管二(24)均水平布置,所述连接管二(24)另一端通过转角(25)与连接管三(26)相连,所述连接管三(26)与连接管二(24)之间垂直布置,所述连接管三(26)另一端通过箱体连接器(27)连接悬臂操作箱(31)。
7.如权利要求1所述的自动焊接链条控制系统,其特征在于:所述主站控制器(1)采用siemens s7-1500系列1511c-1pn组合型cpu,所述从站控制器(2)采用siemens s7-1200系列1214c型cpu,所述触摸屏(3)采用siemenstp1200人机交换触摸屏,所述伺服驱动器(4)采用汇川is620f系列驱动器,所述伺服电机(5)采用汇川ms1系列伺服电机。
8.如权利要求2所述的自动焊接链条控制系统,其特征在于:所述主柜(10)电连接主回路断路器失压线圈,所述主回路断路器失压线圈分别连接绝缘检测仪模块、焊接防护门检测模块;所述绝缘检测仪模块用于检测焊机相线与接地是否绝缘,当相线与接地处于非绝缘状态时,主柜(10)不可送电;所述焊接防护门检测模块用于检测设备焊机防护门是否开启,若开启,则主柜(10)不可送电;所述主回路断路器失压线圈在设备焊机防护门与绝缘检测仪同时满足条件时得电,此时主柜(10)可送电。
9.如权利要求8所述的自动焊接链条控制系统,其特征在于:所述交换机(8)内部设有数据交换机模块,所述数据交换机模块通过网线分别连接主站控制器模块、从站控制器模块、焊接控制模块、伺服驱动器模块和悬臂操作箱,所述主站控制器模块的输入端连接压力检测模块,所述从站控制器模块的输入端连接热敏电阻电机保护继电器,所述伺服驱动器模块的输入端连接安全继电器模块的输出端,所述安全继电器模块的输入端连接悬臂操作箱按钮。
10.如权利要求9所述的自动焊接链条控制系统,其特征在于:所述焊接控制模块用于控制焊机电流大小,所述悬臂操作箱通过悬臂触摸屏操作以控制设备动作,所述悬臂操作箱按钮配合悬臂触摸屏控制设备动作;所述安全继电器模块用于当设备所有安全防护门关闭时,通过悬臂操作箱按钮启动伺服驱动器模块;所述伺服驱动器模块用于驱动伺服电机,并带动设备主轴旋转,以完成链条焊接;所述压力检测模块通过采集设备对链环的顶牢的压力值反馈到主站控制器,以控制焊机焊接的电流大小;所述热敏电阻电机保护继电器用于在焊机发生短路时,及时切断焊机电源;所述从站控制器模块用于采集和控制设备在不同状态下的输入输出信号,并集中传输到主站控制器统一控制。
技术总结
本发明涉及一种自动焊接链条控制系统,包括主站控制器、从站控制器、触摸屏、伺服驱动器、伺服电机、编码器、焊接控制器和交换机,交换机通过线路分别连接主站控制器、从站控制器、触摸屏、编码器以及焊接控制器,主站控制器通过线路连接伺服驱动器,伺服驱动器与伺服电机相连;伺服驱动器驱动伺服电机以带动焊接设备主轴旋转,进而完成链条焊接;编码器采用绝对值编码器,并配合伺服电机判断当前位置;焊接控制器通过焊接设备反馈的压力大小不同,针对不同的链环输出不同的焊接电流大小;交换机通过网线将多个焊接设备连接到一起,并通过主站控制器统一控制;本发明同现有技术相比,能够使链条焊接设备的效率更高,焊接强度更大。
技术研发人员:戴澍迅,张全震
受保护的技术使用者:上海辰渝智能科技发展有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!