一种转运拖车车架焊接工装的制作方法
本技术涉及机械工装,尤其是涉及一种转运拖车车架焊接工装。
背景技术:
1、转运拖车是一种用于运输货物的重型车辆,它通常具有坚固的车架来支撑和固定载荷,所以在拖车车架的制造过程中,焊接过程是一个至关重要的步骤。
2、由于车架本身的结构相对复杂,故其对应的焊接件数量较多且形状较为复杂,而传统的焊接工装灵活性较差,一般只能将焊接件在单个固定方向进行定位固定,而其他方向的焊接件无法得到有效的定位固定。
3、这时的车架在焊接过程中,部分焊接件的位置无法得到准确的定位,而当出现因定位不准确的情况时,在进行焊接时容易出现因焊接位置不准确而导致车架结构不稳定的问题。
4、针对上述中的相关技术,传统工装对于焊接件位置的定位不够准确,容易导致焊接不稳定、造成焊接变形的问题。
技术实现思路
1、本技术的目的是提高在焊接过程中焊接件的定位精确度。
2、本技术提供的转运拖车车架焊接工装采用如下的技术方案:
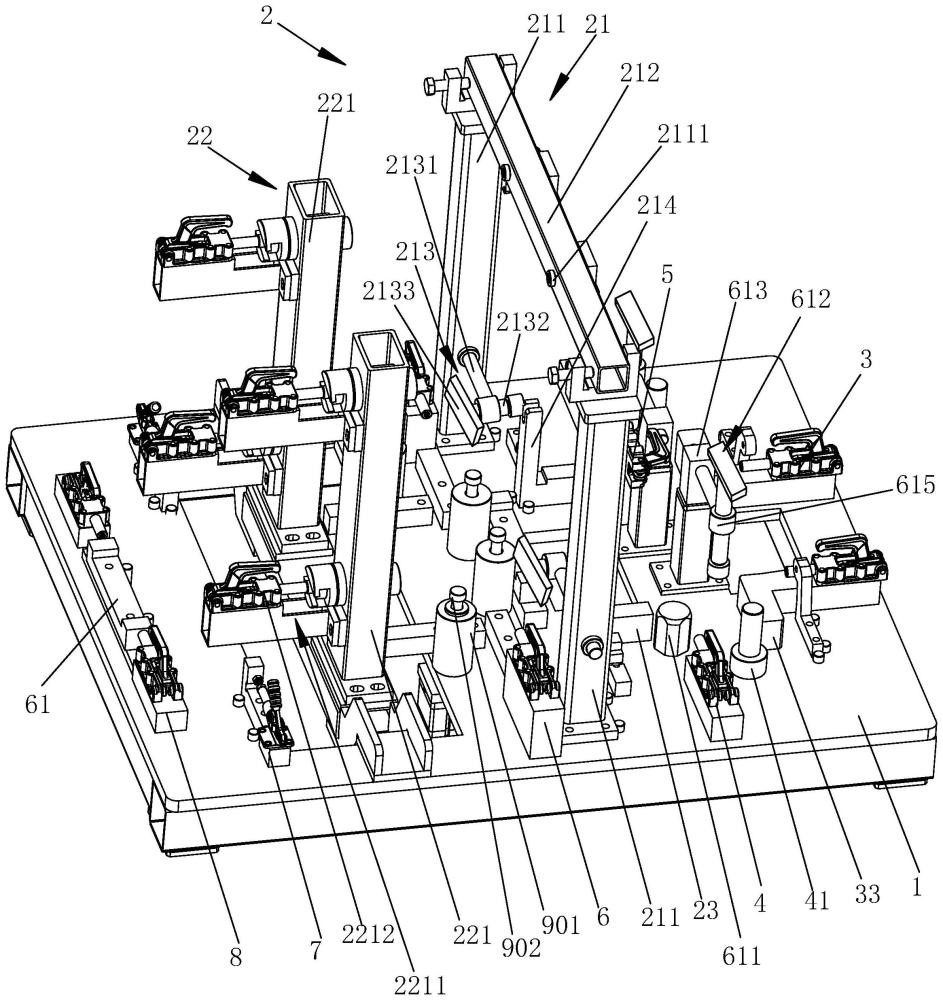
3、一种转运拖车车架焊接工装,包括设置于水平面上的工装平台和位于所述工装平台上用于对焊接件进行定位的定位装置,还包括支撑架组,所述支撑架组设置在所述工装平台上,所述支撑架组用于对焊接件进行初步支撑固定;
4、所述定位装置包括水平定位机构和竖直定位机构,其中,所述水平定位机构用于对焊接件进行平行于所述水平面上的定位,所述水平方向包括沿所述工装平台长度方向上的横向和沿所述工装平台宽度方向上的纵向,所述竖直定位机构用于对所述焊接件进行垂直于所述水平面上的定位。
5、通过采用上述技术方案,在所述工装平台上对焊接件在水平方向以及竖直方向上进行定位固定,能将多个焊接的工装零件在工装平台上进行焊接前的初步固定,保证在后续焊接过程中的稳定性。
6、可选的,所述支撑架组包括由第一支柱、横梁、第一配合柱构成的第一支撑组,两个所述第一支柱沿垂直于所述水平面的方向固定连接在所述工装平台上,所述横梁的两端分别固定连接于两个所述第一支柱远离所述工装平台的一端;所述横梁上开设有第一安装孔,所述第一安装孔用于使插销穿过;所述第一配合柱固定连接在所述工装平台上,两个所述第一支柱上皆设置有沿横向移动的第一抵接杆,所述第一抵接杆对应于所述第一配合柱;
7、还包括由第二支柱、第二抵接杆构成的第二支撑组,两个所述第二支柱沿垂直于所述水平面的方向固定连接在所述工装平台上,所述第二抵接杆设置在所述第二支柱上且沿所述横向移动。
8、通过采用上述技术方案,所述支撑架组的所述第一支柱和所述第二支柱在所述工装平台的竖直方向上作为主要的定位部件能为整体的焊接件在往工装平台上安装时的初步定位,清楚的体现处焊接件应该安置的位置。
9、可选的,所述水平定位机构包括第一横向动态定位件和前撑板,其中,所述第一横向动态定位件设置在所述工装平台上,且所述第一横向动态定位件沿所述横向移动,所述前撑板固定连接在所述第一横向动态定位件上并随所述第一横向动态定位件沿所述横向移动,所述前撑板用于抵接焊接件;还包括第一纵向动态定位件、第二纵向动态定位件和第一纵向静态定位件,所述第一纵向动态定位件设置在所述第一支柱上,所述第二纵向动态定位件设置在所述工装平台上,且所述第一纵向动态定位件和所述第二纵向动态定位件沿所述纵向移动,所述第一纵向静态定位件固定连接于所述工装平台上,且位于所述第二纵向动态定位件远离所述第一纵向动态定位件的一侧。
10、通过采用上述技术方案,所述前撑板能保证两端没有相接触的焊接件在进行横向定位的时候,保持在同一平面,提高了对焊接件定位的准确性。
11、可选的,所述水平定位机构包括第三纵向动态定位件,所述第三纵向动态定位件设置在所述工装平台上且位于所述第一支柱和所述第二支柱之间,所述第三纵向动态定位件沿所述纵向移动。
12、通过采用上述技术方案,所述第三纵向动态定位件保证了在所述第一支柱和所述第二支柱之间距离的焊接件的纵向定位稳定性。
13、可选的,所述水平定位机构包括第四纵向动态定位件和第二纵向静态定位件,所述第四纵向动态定位件设置在所述工装平台上且沿所述纵向移动,所述第二纵向静态定位件固定连接于所述工装平台上,且位于所述第四纵向动态定位件的移动方向上以与所述第四纵向动态定位件相对应。
14、通过采用上述技术方案,所述第四纵向动态定位件配合所述第二纵向静态定位件对同一所述焊接件在竖直方向的上下两侧都进行了限位固定,防止所述焊接件在焊接时发生侧向位移对焊接结果产生影响。
15、可选的,所述水平定位机构包括第五纵向动态定位件和第三纵向静态定位件,所述第五纵向动态定位件固定在所述工装平台上且沿所述纵向移动,所述第三纵向静态定位件固定连接于所述工装平台上,且位于所述第五纵向动态定位件的移动方向上以与所述第五动态定位件相对应。
16、通过采用上述技术方案,在竖直方向上才用动态固定和静态固定结合的固定方式能加强在竖直方向上对焊接件的稳定性。
17、可选的,所述竖直定位机构包括第一定位柱和第三抵接杆,所述第一定位柱固定连接于所述工装平台,所述第三抵接杆设置于所述工装平台上,且朝向所述工装平台并沿垂直于所述水平面的方向移动。
18、通过采用上述技术方案,通过所述第一定位柱对焊接件的摆放进行初步定位,再通过第三抵接杆在竖直方向上的二次定位达到对焊接件加强固定的效果。
19、可选的,还包括用于定位焊接高度的高度定位模组,包括固定连接于所述工装平台的第一高度定位件和第二高度定位件,所述第一高度定位件一体连接于第一配合柱,第二高度定位件一体连接于所述第一横向动态定位件,且第一高度定位件和第二高度定位件的高度相同。
20、通过采用上述技术方案,在工装平台的不同部位布设高度相同的高度定位件能保证焊接件在摆放时都相处同一高度的水平面,保证在焊接时达到焊接要求,提高焊接件的完整性。
21、可选的,所述竖直定位机构还包括由第一定位支柱、第一移动杆和夹持块构成的第六竖直动态定位件,所述第一定位支柱固定连接在所述工装平台上,所述第一移动杆侧面开设有与所述夹持块配合的凹槽,所述第一移动杆在所述第一定位支柱内沿垂直于所述水平面方向移动,所述夹持块与所述第一移动杆的凹槽配合且所述夹持块大于所述第一定为支柱的直径。
22、通过采用上述技术方案,利用第六竖直动态定位件达到对已经摆放到位的焊接件进行再竖直方向上的夹持固定,使整体焊接件更加稳定。
23、可选的,还包括由第二定位支柱、第二移动杆、夹持杆一和夹持杆二构成的构成的第七竖直动态定位件,所述第二定位支柱固定连接在所述工装平台上,所述第二移动杆在所述第二定位支柱内沿垂直于所述水平面方向移动,所述夹持杆一的一端与所述第二定位支柱远离所述工装平台的一端铰接,所述夹持杆一的另一端与所述夹持杆二的一端铰接形成铰接点,所述夹持杆二的一端与所述夹持杆一铰接,所述夹持杆二远离与夹持杆一的铰接点的一端铰接在所述第二移动杆靠近所述工装平台的一端,所述夹持杆一和所述夹持杆二在铰接点形成转动。
24、通过采用上述技术方案,利用第七竖直动态定位件对焊接件达到夹持功能,对焊接件在竖直方向上的固定效果更好。
25、综上所述,本技术包括以下至少一种有益技术效果:
26、1.提高焊接质量:工装系统能够确保车架部件在焊接过程中保持稳定,减少了焊接变形和缺陷的产生,从而提高了焊接质量和强度。
27、2、提高生产效率:工装系统在进行焊接时已完成对整体车架构造的拼装摆放,大大减少了焊接时间和劳动成本,提高了生产效率。
28、3、提升操作安全性:减少了人为焊接操作的过程,提高了操作安全性。
29、4、减少能源消耗:相比手工焊接,工装系统能够更加精确地控制焊接参数,减少了材料和能源的浪费,降低了生产成本。
- 还没有人留言评论。精彩留言会获得点赞!