一种用于紫铜矩型管生产用拉伸模具的制备方法与流程
本发明属于有色金属冶炼及加工领域,具体涉及一种用于紫铜矩型管生产用拉伸模具的制备方法。
背景技术:
1、工业用高精度矩型铜管因其优良的导电、导热性,在冶金、电力输送、电机制造等领域需求极大,在市场中备受青睐。拉伸模具的精度和制作周期直接影响矩型铜管的精度和交期。
2、传统的紫铜矩型管的生产工艺为:根据矩型管产品长宽比,计算模孔裕量,设计成品拉伸模具和芯头工艺路线→制作模具→拉伸模、芯头电镀抛光→按照工艺拉拔成圆型管材过渡→拉伸模内上芯头定型拉伸。存在问题:拉伸模和芯头制作时间较长需要2个月以上,影响交货期;芯头制作工艺要求较高,加工难度大,无法保证芯头表面光洁度,造成矩型管材内壁擦划伤。
技术实现思路
1、为了克服以上不足,本发明提供一种用于紫铜矩型管生产用拉伸模具的制备方法。
2、为了实现上述目的,本发明采用的技术方案为:
3、一种用于紫铜矩型管生产用拉伸模具的制备方法,具体制备方法为:采用设计好的模具参数制备模具毛坯,进行线切割型腔定径带和变形区,线切割后通过电炉去应力退火,退火温度为380℃-390℃,模具随炉升温保温时间为3-3.5小时,退火后修磨内外r角,采用多次成品试拉拔,模具内尺寸根据试拉管材外尺寸修磨整形,抛光后得成品。
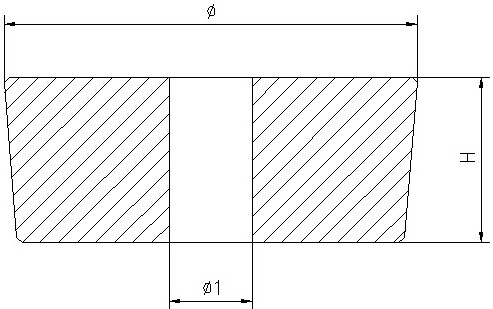
4、进一步优化,所述模具参数包括模具毛坯和模具结构的设计,其中模具毛坯的设计为:毛坯的外径大于最小规格矩形管对角线20-40mm,外形厚度和角度与模套厚度和内孔角度相匹配;
5、所述模具结构设计包括模孔裕量的设计和模孔入料口角度设计,其中模孔裕量根据管材横截面的长度和宽度设计,具体分以下三种:
6、a、长度和宽度比为1-1.2时,裕量为0.4-0.8%;
7、b、长度和宽度比为1.2-1.5时,裕量为0.8-1%,
8、c、长度和宽度比为1.5-2时,裕量为1-1.3%;
9、模孔中心宽度为管材横截面宽度和模孔裕量之和;
10、所述模孔入料口角度中模角度β、β1和α依据过渡圆尺寸设置,模具入口对角线为过渡圆外径的1.1-1.2倍。
11、进一步优化,所述线切割模具型腔时留0.05mm修磨余量。
12、进一步优化,所述成品试拉拔时,每次修磨量不大于公差下限尺寸和实际尺寸之差的70%。
13、进一步优化,所述模具抛光先手工研磨,使模腔粗糙度达到0.7-0.9,再进行锥形布砂轮头抛光,抛光后得内孔粗糙度达到0.4,其中手工研磨采用质量比为1:2-1:2.5的硼砂和研磨膏的混合剂。
14、本发明的有益效果
15、1、在选材方面,传统工艺中所使用的模具材料为t8a镀铬材料,使用过程中模具型腔表面粘铜或出现缺陷后,进行抛光修复会造成镀铬层脱落,模具耐磨性大幅降低,而采用cr12mov材料,整体硬度耐磨性较好,不影响修磨;
16、2、在模具结构方面,模孔裕量优化后,过渡圆道次管材拉拔至要求壁厚尺寸,拉拔过程中不上杆(芯头),成品道次拉拔管材外尺寸直接定型,同时规避了矩型管材内表面擦划伤的风险;
17、本发明所采用的工模具形式在选材和模具结构进行了创新,与传统工艺中所使用的模具相比较,省去了芯头,降低模具制作成本50%,大幅缩短模具制作时间和制品交货期,明显减少矩型管材内表面缺陷。
技术特征:
1.一种用于紫铜矩型管生产用拉伸模具的制备方法,其特征在于,具体制备方法为:采用设计好的模具参数制备模具毛坯,进行线切割型腔定径带和变形区,线切割后通过电炉去应力退火,退火温度为380℃-390℃,模具随炉升温,保温时间为3-3.5小时,断电随炉降至室温后出炉,修磨内外r角,采用多次试拉,模具内尺寸根据试拉管材外尺寸修磨整形,抛光后得成品。
2.如权利要求1所述的一种用于紫铜矩型管生产用拉伸模具的制备方法,所述模具参数包括模具毛坯和模具结构的设计,其中模具毛坯的设计为:毛坯的外径大于最小规格矩形管对角线20-40mm,外形厚度和角度与模套厚度和内孔角度相匹配;
3.如权利要求1所述的一种用于紫铜矩型管生产用拉伸模具的制备方法,其特征在于,所述线切割模具型腔时留0.05mm修磨余量。
4.如权利要求1所述的一种用于紫铜矩型管生产用拉伸模具的制备方法,其特征在于,所述成品拉拔时,每次修磨量不大于公差下限尺寸和实际尺寸之差的70%。
5.如权利要求1所述的一种用于紫铜矩型管生产用拉伸模具的制备方法,其特征在于,所述模具抛光先手工研磨,使模腔粗糙度达到0.7-0.9,再进行锥形布砂轮抛光头抛光,抛光后得内孔粗糙度达到0.4,其中手工研磨采用质量比为1:2-1:2.5的硼砂和研磨膏的混合剂。
技术总结
一种用于紫铜矩型管生产用拉伸模具的制备方法,具体制备方法为:采用设计好的模具参数制备模具毛坯,进行线切割型腔定径带和变形区,线切割后通过电炉去应力退火,退火温度为为380℃‑390℃,模具随炉升温保温时间根据不低于3‑3.5小时,退火至室温后修磨内外R角,采用多次成品试拉拔,模具内尺寸根据试拉管材外尺寸修磨整形,抛光后得成品。本发明所采用的工模具形式在选材和模具结构进行了创新,与传统工艺中所使用的模具相比较,省去了芯头,降低模具制作成本50%,大幅缩短模具制作时间和制品交货期,明显减少矩型管材内表面缺陷。
技术研发人员:吴英佳,王晓峰
受保护的技术使用者:中铝洛阳铜加工有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!