泵车底架夹具和泵车底架焊接变位机的制作方法
本申请属于工程机械生产,具体地涉及一种泵车底架夹具和泵车底架焊接变位机。
背景技术:
1、泵车底架在进行组装焊接时,通常采用装夹底架的一个面、焊接其他面上的焊缝的模式,而装夹面往往会由于焊接设备、夹具的干涉而无法实现自动化焊接。
2、比如在cn202222932302.5公开的一种随行工装和辅助焊接系统中,是将待焊接泵车底架放置在随行工装的工装平台上,通过多个底架周壁压接机构共同压接底架的周壁和通过多个底架顶壁压接机构共同压接底架的顶壁,将底架定位装夹,然后将带有底架的随行工装固定在焊接变位机上;在焊接时,通过焊接变位机动作,调节底架的空间摆位,以此便于对除了装夹面以外的其他所有面进行焊接。但底架的底面,即装夹面因工件与变位机横梁之间空间狭小,或者被装夹机构遮挡,无法通过变位机的变位以进行自动焊接。
技术实现思路
1、本申请的目的是提供一种泵车底架夹具和泵车底架焊接变位机,能够将泵车底架装夹成以底面焊姿态摆位,以实现对泵车底架的底面焊。
2、为了实现上述目的,本申请第一方面提供一种泵车底架夹具,其包括:
3、夹具基架;
4、筒体装夹系统,设置在所述夹具基架上,且用于在泵车底架的顶面面向所述夹具基架的状态下对泵车底架前部的筒体进行装夹;和
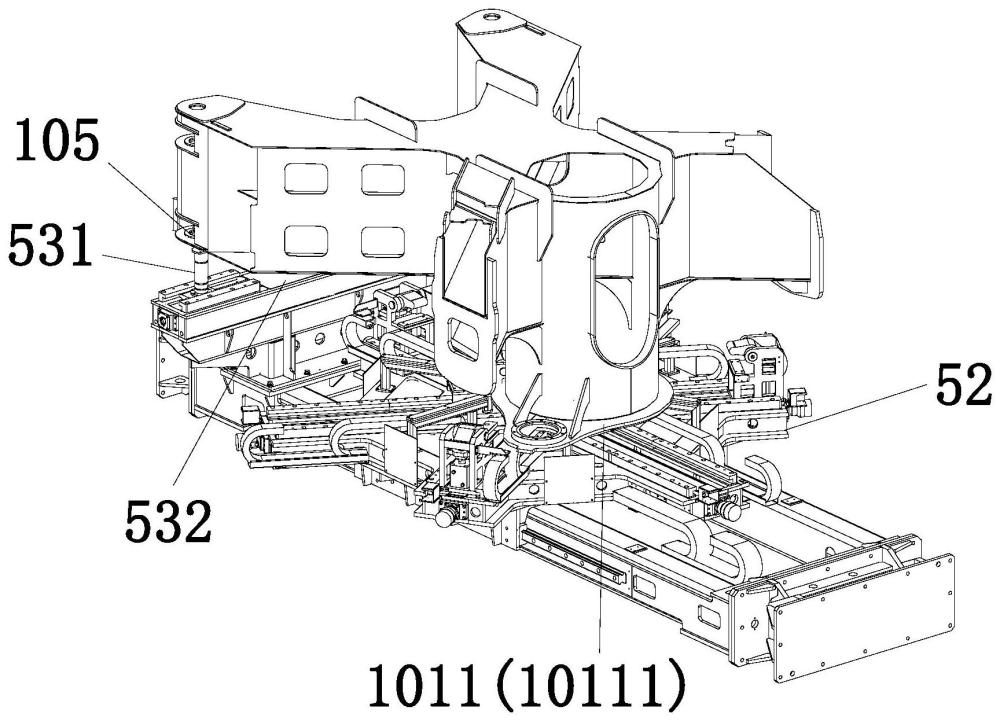
5、辅助平衡系统,在所述夹具基架上间隔于所述筒体装夹系统设置,且用于在泵车底架的顶面面向所述夹具基架的状态下对泵车底架后部的结构进行限位,以使得所述辅助平衡系统和所述筒体装夹系统能够共同将以底面焊姿态摆位的泵车底架保持在摆位平衡状态。
6、在一些实施方式中,所述筒体装夹系统包括:
7、装夹系统基台,设置在所述夹具基架上;
8、多个径向导轨组,围绕所述装夹系统基台的中心部呈辐射状排布;
9、多个筒体凸缘装夹组,能够一一对应地沿多个所述径向导轨组移动且用于共同装夹筒体凸缘。
10、在一些实施方式中,所述筒体凸缘装夹组包括外凸缘装夹组,所述外凸缘装夹组包括:
11、第一装夹组基座,与对应的所述径向导轨组滑动配合,并设有用于抵接筒体外凸缘的顶面的第一限位台;
12、第一旋压件,包括依次连接的第一内旋臂部、第一旋转配合部和第一外旋臂部,所述第一旋转配合部可转动地连接于所述第一装夹组基座,所述第一内旋臂部用于对抵接在所述第一限位台上的筒体外凸缘进行压接;
13、第一伸缩缸,设置在所述第一装夹组基座上,所述第一伸缩缸的杆端与所述第一外旋臂部形成铰接位置可变的变位式铰接。
14、在一些实施方式中,所述筒体凸缘装夹组包括内凸缘装夹组,所述内凸缘装夹组包括:
15、第二装夹组基座,与对应的所述径向导轨组滑动配合,并设有用于抵接筒体内凸缘的顶面的第二限位台;
16、第二旋压件,包括依次连接的第二内旋臂部、第二旋转配合部和第二外旋臂部,所述第二旋转配合部可转动地连接于所述第二装夹组基座,所述第二外旋臂部用于对抵接在所述第二限位台上的筒体内凸缘进行压接;
17、第二伸缩缸,设置在所述第二装夹组基座上,所述第二伸缩缸的杆端与所述第二内旋臂部形成铰接位置可变的变位式铰接。
18、在一些实施方式中,所述筒体凸缘装夹组包括通用凸缘装夹组,所述通用凸缘装夹组包括:
19、通用装夹组基座,与对应的所述径向导轨组滑动配合,并设有用于抵接筒体外凸缘的顶面的第三限位台和用于抵接筒体内凸缘的顶面的第四限位台;
20、第三旋压件,包括依次连接的第三内旋臂部、第三旋转配合部和第三外旋臂部,所述第三旋转配合部可转动地连接于所述通用装夹组基座,所述第三内旋臂部用于对抵接在所述第三限位台上的筒体外凸缘进行压接;
21、第四旋压件,包括依次连接的第四内旋臂部、第四旋转配合部和第四外旋臂部,所述第四旋转配合部可转动地连接于所述通用装夹组基座,所述第四外旋臂部用于对抵接在所述第四限位台上的筒体内凸缘进行压接;
22、共用伸缩缸,设置在所述通用装夹组基座上,所述第三外旋臂部和所述第四内旋臂部均与所述共用伸缩缸的杆端形成铰接位置可变的变位式铰接。
23、在一些实施方式中,所述筒体凸缘装夹组包括:
24、到位检测设备,用于在检测出所述筒体凸缘装夹组抵接到筒体凸缘时发出到位提醒信号。
25、在一些实施方式中,所述筒体装夹系统还包括:
26、多个径向位移机构,设置在所述装夹系统基台上,多个所述径向位移机构相互独立运行设置且用于一一对应地驱动多个所述筒体凸缘装夹组沿径向移动。
27、在一些实施方式中,所述筒体装夹系统还包括固定在所述装夹系统基台上且用于共同抵接筒体凸缘的多个固定限位架,相邻的两个所述筒体凸缘装夹组之间均设有至少一个所述固定限位架。
28、在一些实施方式中,所述泵车底架夹具还包括:
29、装夹系统导向机构,连接所述夹具基架与所述筒体装夹系统;
30、装夹系统驱动机构,设置在所述夹具基架与所述筒体装夹系统之间,且用于驱动所述筒体装夹系统移动以调节所述筒体装夹系统与所述辅助平衡系统的间距。
31、在一些实施方式中,所述辅助平衡系统包括:
32、后上轴套限位结构,包括两个限位轴,两个所述限位轴分别用于对应穿过两个后上轴套,各个所述限位轴的能够穿出后上轴套的一端上均设有径向外凸设置的防掉落卡接部。
33、在一些实施方式中,所述后上轴套限位结构还包括用于调节两个所述限位轴的间距的轴间距调节机构。
34、在一些实施方式中,所述辅助平衡系统包括:
35、后支腿箱限位结构,设置在所述夹具基架上,且用于抵接后支腿箱的顶面。
36、本申请第二方面提供一种泵车底架焊接变位机,其包括:
37、上述的泵车底架夹具;和
38、焊接变位机构,用于带动所述泵车底架夹具变位。
39、与目前将泵车底架装夹成以多面焊姿态摆位的现有夹具不同的是,本申请的泵车底架夹具利用夹具基架上的筒体装夹系统对泵车底架前部的筒体进行装夹、配合辅助平衡系统对泵车底架的后部结构加以限位,可实现将泵车底架装夹成以底面焊姿态摆位,从而在对泵车底架进行底面焊时,无其他机构阻挡、干涉,为泵车底架在底面焊时的变位提供基础,填补了行业空白,优化了泵车底架的生产模式,有利于提高生产效率,节省人力。
40、本申请实施方式的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种泵车底架夹具,其特征在于,所述泵车底架夹具包括:
2.根据权利要求1所述的泵车底架夹具,其特征在于,所述筒体装夹系统(52)包括:
3.根据权利要求2所述的泵车底架夹具,其特征在于,所述筒体凸缘装夹组包括外凸缘装夹组(523),所述外凸缘装夹组(523)包括:
4.根据权利要求2所述的泵车底架夹具,其特征在于,所述筒体凸缘装夹组包括内凸缘装夹组,所述内凸缘装夹组包括:
5.根据权利要求2所述的泵车底架夹具,其特征在于,所述筒体凸缘装夹组包括通用凸缘装夹组(524),所述通用凸缘装夹组(524)包括:
6.根据权利要求2所述的泵车底架夹具,其特征在于,所述筒体凸缘装夹组包括:
7.根据权利要求2所述的泵车底架夹具,其特征在于,所述筒体装夹系统(52)还包括:
8.根据权利要求2所述的泵车底架夹具,其特征在于,所述筒体装夹系统(52)还包括固定在所述装夹系统基台(521)上且用于共同抵接筒体凸缘(1011)的多个固定限位架(527),相邻的两个所述筒体凸缘装夹组之间均设有至少一个所述固定限位架(527)。
9.根据权利要求1所述的泵车底架夹具,其特征在于,所述泵车底架夹具还包括:
10.根据权利要求1所述的泵车底架夹具,其特征在于,所述辅助平衡系统(53)包括:
11.根据权利要求10所述的泵车底架夹具,其特征在于,所述后上轴套限位结构(531)还包括用于调节两个所述限位轴(5311)的间距的轴间距调节机构。
12.根据权利要求1所述的泵车底架夹具,其特征在于,所述辅助平衡系统(53)包括:
13.一种泵车底架焊接变位机,其特征在于,所述泵车底架焊接变位机包括:
技术总结
本申请涉及工程机械生产领域,公开了一种泵车底架夹具和泵车底架焊接变位机,泵车底架夹具包括:夹具基架;筒体装夹系统,设置在夹具基架上,且用于在泵车底架的顶面面向夹具基架的状态下对泵车底架前部的筒体进行装夹;和辅助平衡系统,在夹具基架上间隔于筒体装夹系统设置,且用于在泵车底架的顶面面向夹具基架的状态下对泵车底架后部的结构进行限位,以使得辅助平衡系统和筒体装夹系统能够共同将以底面焊姿态摆位的泵车底架保持在摆位平衡状态。本申请的泵车底架夹具为泵车底架在底面焊时的变位提供基础,填补了行业空白,优化了泵车底架的生产模式,有利于提高生产效率,节省人力。
技术研发人员:陈林,曹瑜琦,易伟,聂嘉许,梁宏
受保护的技术使用者:中联重科股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!