一种激光软钎焊锡丝用助焊剂及其制备方法与流程
本发明属于助焊剂,具体涉及一种适用于电器、仪表、手机、照明、光伏等电子设备中铝及铝合金的无铅激光软钎焊锡丝用助焊剂及其制备方法。
背景技术:
1、微电子元器件和微电子组装技术,正以日新月异的速度高速发展,并相辅相成,互相促进。随着微电子组装技术的发展,电子元器件越来越呈现出微型化的趋势。与微型化相对应的激光软钎焊技术就是用激光为热源,辐射引线或焊盘,通过钎料向基板传热,当温度达到软钎焊温度时,钎料润湿铺展形成焊点,由于其具有光斑面积可调,热影响区小,快速加热与冷却等优点,激光软钎焊技术已经成为了具有广阔发展前景的smt技术。
2、激光加工的主要特点是被加工工件变形小,热影响区小,无污染,无噪音,加工速度快,焊接残留残渣少。与其他焊接技术相比,激光焊接技术是一种现代的新型焊接技术。而适用于传统烙铁接触热转移方式焊接的锡丝显然不适用于激光加热方式的焊接,具体表现为激光焊接时间短,最短焊接时间可达0.3秒,加热温度高,可达400℃以上。用传统焊锡丝激光焊接会因焊剂耐热性,润湿性不佳导致缺陷率很高,飞溅多。因此,需要研究开发一种耐高温、润湿快的激光焊铝用无铅锡丝助焊剂,来满足激光焊接铝的特殊工艺要求和不断增长的铝焊接行业市场需求。
3、专利文献cn104708233a公开了一种适用于铜铝软钎焊用免洗助焊剂,其组分及质量百分含量为:活化剂:38.0~42.0%,金属活性盐:5.0~8.0%,活性增强剂:12.0~15.0%,缓蚀抑制剂:2.0~5.0%,成膜剂:16.0~20.0%,溶剂:10.0~27.0%。该助焊剂配合sn-zn系焊料使用可解决现有铜铝助焊剂使用过程中存在的润湿性、耐腐蚀性能较差的问题,并在一定程度上抑制铜铝软钎焊过程中在接头区易形成的脆性al-cual2共晶相生成。
4、专利文献cn106624429a公开了一种适用于铝软钎焊的无铅环保焊锡丝,其由以下质量百分含量的原料组成100%:无铅焊料:96.5~98.5%;助焊剂:1.5~3.5%;无铅焊料由sn、ag、cu、bi、sb中的一种或几种构成;助焊剂由以下质量百分含量的原料组成100%:松香10~30%,溶剂40~80%,缓蚀剂2%,金属成膜剂8~10%,余量为活性剂。该助焊剂能够快速焊接铝基板材料,焊接温度380℃~420℃,适用于手工烙铁焊和火焰喷焊。
5、专利文献cn113798734a公开了一种锡基焊膏用助焊剂,其原料按重量百分比包括:活性剂6~12%、成膜剂25~50%、触变剂6~10%、高效气体释放抑制剂0.05~2%、余量为溶剂,其中,高效气体释放抑制剂的原料包括:改性硅油、有机硅改性聚醚酯、聚二甲基硅氧烷。该助焊剂在钎焊时,具有良好的抑泡消泡性能,防止飞溅的效果很好,且可以提高钎料的润湿性。
6、然而,虽然目前研究出了耐高温和低飞溅率的助焊剂,但是,助焊剂的耐热温度较低,持续效果很短,仍无法很好的满足激光焊接铝行业的市场需求。
技术实现思路
1、针对现有技术存在的缺陷,本发明提供了一种激光软钎焊锡丝用助焊剂,该助焊剂既适合铝及铝合金软钎焊的无铅焊接,也适合不锈钢、铜及铜合金的软钎焊。本发明提供的助焊剂是采用优选的保护剂组合及配比,在本发明助焊剂体系中具有显著的遮盖力;同时还采用耐高温活性剂种类,再合理配比,不仅可以达到耐450℃高温的效果,而且发挥活性持续时间长;最后再搭配耐热性佳的金属盐组合,抗氧化剂及缓蚀剂做补充,使制得的包芯锡丝用激光焊接具有润湿性好,耐高温活性持续时间长,飞溅少,焊点高温高湿后抗拉强度高,不易脱落的优点。
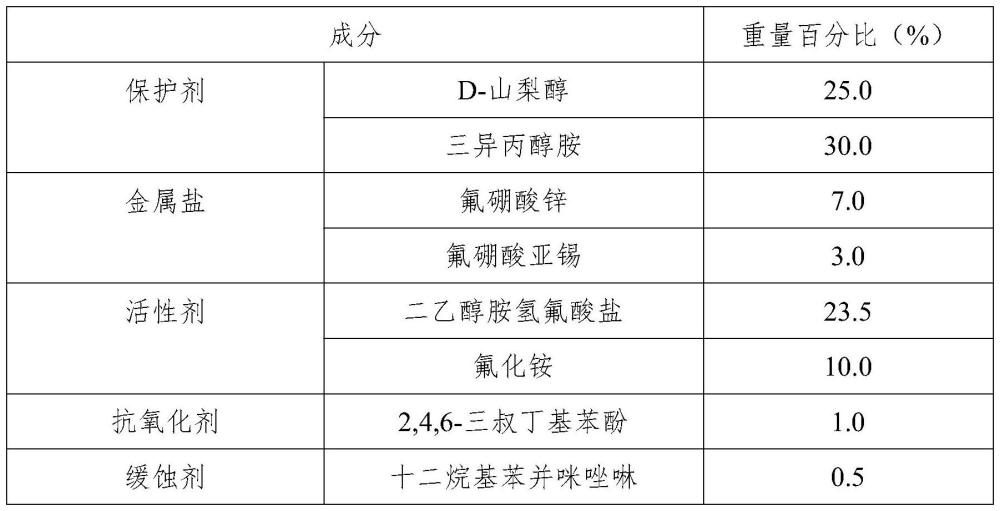
2、本发明提供了一种激光软钎焊锡丝用助焊剂,包括以下成分及其重量百分比:
3、保护剂30~65%、金属盐5~15%、活性剂20~35%、抗氧化剂0.1~3%和缓蚀剂0.1~2%。
4、进一步地,所述保护剂至少为三乙醇胺、n,n’-(双羟乙基)乙二胺、羟乙基乙二胺、二乙醇胺、木糖醇、三异丙醇胺、甘油、d-山梨醇、l-山梨醇、聚乙二醇600、聚乙二醇400、聚乙二醇300、聚乙烯吡咯烷酮和聚乙烯醇中的两种或两种以上。
5、进一步地,所述保护剂由三异丙醇胺、d-山梨醇和聚乙二醇400混合组成。
6、进一步地,所述金属盐至少为氟硼酸锌、氟硼酸亚锡、氟硼酸锂、氟硼酸镍、氯化锌、氯化亚锡、氯化镍、氟化铜、草酸亚锡、氟化镍、氟化锌、氟化亚锡和氯化铜中的两种或两种以上。
7、进一步地,所述金属盐由氟硼酸锌和氟硼酸亚锡混合组成。
8、进一步地,所述活性剂至少为氯化铵、二乙胺盐酸盐、盐酸羟胺、盐酸肼、氟化铵、氟化氢铵、乙醇胺氢氟酸盐、二乙胺氢氟酸盐、二甲胺氢氟酸盐、氟硼酸铵、二乙醇胺氢氟酸盐和三乙醇胺氢氟酸盐中的两种或两种以上。
9、进一步地,所述活性剂由二乙醇胺氢氟酸盐和二甲胺氢氟酸盐混合组成。
10、进一步地,所述抗氧化剂至少为叔丁基对苯酚、2,4,6-三叔丁基苯酚、亚磷酸三乙酯和亚磷酸三苯酯中的一种。
11、进一步地,所述缓蚀剂至少为5-苯基四氮唑、十二烷基苯并咪唑啉、苯并三氮唑、苯并咪唑、苯硫脲和巯基苯并噻唑中的一种。
12、此外,本发明还提供了所述激光软钎焊锡丝用助焊剂的制备方法,包括以下步骤:
13、将保护剂、金属盐、活性剂、抗氧化剂和缓蚀剂加入到特氟龙涂层容器中,边加热边搅拌,温度升至115~125℃,组份呈透明均匀介质时,即得。
14、发明人经过大量摸索试验,筛选出了活性强、耐高温的组合物作为活性剂,在激光加热后该活性剂可迅速穿透铝合金表面致密的铝氧化膜及富集的镁、硅、锰氧化膜并溶解脱落铝合金氧化膜;接着筛选出混合保护剂,其在本发明提供的助焊剂体系中具有显著的遮盖力,可防止铝及铝合金焊接过程中的高温再氧化;发明人接着还筛选出了耐热性佳且适合于本发明助焊剂体系的金属盐,其可以与铝基体发生置换反应,析出的金属与焊料和铝合金均能迅速合金化,并嵌入铝及铝合金及焊料内部,形成一层较厚的合金化层;接着添加合适的抗氧化剂,各成分相互作用协同起提高助焊剂的耐热性,降低分解物和汽化物质的产生,从而降低飞溅率,同时,多余的助焊剂残留及分解产物可及时挤出,可以形成致密的、低空洞的合金化层;最后添加的缓蚀剂可以进一步防止助焊剂残留对铝及铝合金基体及焊点的腐蚀。采用本发明的助焊剂焊接后的焊点在高温高湿的环境中仍有较强的抗拉强度,不易脱落。
15、进一步地,发明人在摸索试验中意外地发现,以二乙醇胺氢氟酸盐和二甲胺氢氟酸盐混合作为活性剂,在激光加热后可以更为迅速穿透铝合金表面致密的铝氧化膜;同时采用由三异丙醇胺、d-山梨醇和聚乙二醇400混合组成的保护剂,其中三异丙醇胺和d-山梨醇的羟基可以与聚乙二醇400之间形成大量的氢键,在氢键的相互作用下,可以形成致密、富有粘性的保护膜,可以更有效地防止铝及铝合金焊接过程中的高温再氧化;接着添加由氟硼酸锌和氟硼酸亚锡混合组成的金属盐、亚磷酸三苯酯抗氧化剂和苯并咪唑缓蚀剂,各成分相互作用协同起增强助焊剂的耐热性,不仅可以有效降低助焊剂的分解物质和汽化物质的产生,还可以增强焊点的防腐效果,延长焊点寿命。
16、进一步地,由三异丙醇胺、d-山梨醇和聚乙二醇400形成的致密保护膜还可以在焊接后焊点表面包覆一层薄膜,不仅可以有效的降低含氟表面活性剂和含氟金属盐等物质对绝缘电阻的影响,还可以进一步地提高焊点的防腐性能,从而提高助焊剂的助焊性能。同时,保护剂中聚乙二醇400也更有利于焊锡丝的熔化,而三异丙醇胺的强分散性也可以使助焊剂中各成分分散的更均匀,三者混合使用相互协同起提高焊接的稳定性和粘附性的效果。另外,该致密、富有粘性的保护膜也可以对助焊剂的分解物或汽化产生的气体进行包裹或者黏附,可以进一步降低飞溅率,从而提高助焊剂的助焊性能。
17、总之,与现有技术相比,本发明提供的激光软钎焊锡丝用助焊剂具有以下优点:
18、(1)本发明提供的激光软钎焊锡丝用助焊剂与焊接工艺极度匹配,对铝及铝合金软钎焊焊接速度快,润湿性好,飞溅少,适合激光加热软钎焊。
19、(2)采用本发明提供的激光软钎焊锡丝用助焊剂后,其焊点高温高湿后抗拉强度高,而且该助焊剂制备工艺简单,适合大规模生产。
- 还没有人留言评论。精彩留言会获得点赞!