一种提高06Cr18Ni11Ti锻件350℃高温屈服强度的方法与流程
本发明涉及金属材料热加工,具体涉及一种提高06cr18ni11ti锻件350℃高温屈服强度的方法。
背景技术:
1、06cr18ni11ti(钢号s32168)不锈钢是ni-cr-ti型奥氏体钢,具有优良的塑形、韧性、耐磨蚀性、耐高温和抗蠕变性能,用于制造耐磨容器和耐磨设备的衬里、输送管道、石油化工、电力、桥梁和汽车等行业,其性能与304相似,但是由于加入了金属钛,使其具有了更好的耐晶界腐蚀性及高温强度。由于添加了金属钛,使其有效的控制了碳化铬的形成,增加了耐腐蚀能力。
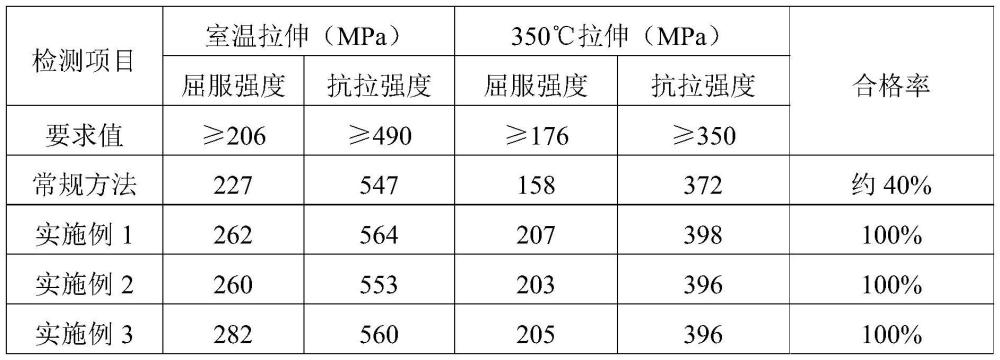
2、对于只有室温力学性能要求的产品可按照常规固溶热处理工艺便能达到要求,当由于该材料市场需求不断扩大,越来越多的中大型核电产品大量使用该材料,一般350℃拉伸试验屈服强度要求≥125mpa,而某核级锻件将350℃屈服强度要求提高到176mpa,采用常规锻造及热处理方法,合格率极低,仅40%左右。
3、为此,本申请提供一种锻造及热处理的方法,从而提升06cr18ni11ti材料锻件的350℃屈服强度≥125mpa。
技术实现思路
1、本发明意在提供一种提高06cr18ni11ti锻件350℃高温屈服强度的方法,以解决常规热处理工艺无法满足06cr18ni11ti材料锻件在350℃时的屈服强度要求。
2、为了解决上述问题,本发明提供如下技术方案:
3、一种提高06cr18ni11ti锻件350℃高温屈服强度的方法,包括以下步骤:
4、s1、预制坯料锻造:将坯料加热到400~450℃,根据其厚度,按0.6~0.8min/mm进行保温,随炉升温至820~850℃,按0.8~1.0min/mm进行保温,再随炉升温到1160~1180℃,按0.6~0.8min/mm进行保温;
5、出炉后进行镦粗、拔长,镦粗比达到4以上,终锻温度控制在850℃以上,锻后立即水冷;
6、s2、锻造成型:将预制坯料随炉升温至1060~1080℃,根据坯料厚度,按0.6~0.8min/mm计算保温时间,保温后出炉进行锻造;
7、锻造时采用上平砧、下平砧,将预制坯厚度及宽度下压到所需锻件尺寸,终锻温度控制在920℃以上,锻后立即水冷。
8、进一步,s1、预制坯料锻造:将坯料加热到400℃,根据其厚度,按0.6min/mm进行保温,随炉升温至820℃,按0.8min/mm进行保温,再随炉升温到1160℃,按0.6min/mm进行保温;s2、锻造成型:将预制坯料随炉升温至1060℃,根据坯料厚度,按0.6min/mm计算保温时间,保温后出炉进行锻造。
9、进一步,s1、预制坯料锻造:将坯料加热到450℃,根据其厚度,按0.6min/mm进行保温,随炉升温至850℃,按0.8min/mm进行保温,再随炉升温到1180℃,按0.6min/mm进行保温;s2、锻造成型:将预制坯料随炉升温至1080℃,根据坯料厚度,按0.8min/mm计算保温时间,保温后出炉进行锻造。
10、进一步,s1、预制坯料锻造:将坯料加热到450℃,根据其厚度,按0.8min/mm进行保温,随炉升温至850℃,按1.0min/mm进行保温,再随炉升温到1180℃,按0.8min/mm进行保温;s2、锻造成型:将预制坯料随炉升温至1080℃,根据坯料厚度,按0.8min/mm计算保温时间,保温后出炉进行锻造。
11、进一步,预制坯料尺寸根据下一火次成型过程的变形量来设计,在宽度及厚度两个方向设置15±3%的变形量。
技术特征:
1.一种提高06cr18ni11ti锻件350℃高温屈服强度的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的提高06cr18ni11ti锻件350℃高温屈服强度的方法,其特征在于,s1、预制坯料锻造:将坯料加热到400℃,根据其厚度,按0.6min/mm进行保温,随炉升温至820℃,按0.8min/mm进行保温,再随炉升温到1160℃,按0.6min/mm进行保温;
3.根据权利要求1所述的提高06cr18ni11ti锻件350℃高温屈服强度的方法,其特征在于,s1、预制坯料锻造:将坯料加热到450℃,根据其厚度,按0.6min/mm进行保温,随炉升温至850℃,按0.8min/mm进行保温,再随炉升温到1180℃,按0.6min/mm进行保温;
4.根据权利要求1所述的提高06cr18ni11ti锻件350℃高温屈服强度的方法,其特征在于,s1、预制坯料锻造:将坯料加热到450℃,根据其厚度,按0.8min/mm进行保温,随炉升温至850℃,按1.0min/mm进行保温,再随炉升温到1180℃,按0.8min/mm进行保温;
5.根据权利要求1~4任一项所述的提高06cr18ni11ti锻件350℃高温屈服强度的方法,其特征在于,预制坯料尺寸根据下一火次成型过程的变形量来设计,在宽度及厚度两个方向设置15±3%的变形量。
技术总结
本申请公开了热处理技术领域的一种提高06Cr18Ni11Ti锻件350℃高温屈服强度的方法,包括以下步骤:S1、预制坯料锻造:将坯料加热到400~450℃,根据其厚度,按0.6~0.8min/mm进行保温,随炉升温至820~850℃,按0.8~1.0min/mm进行保温,再随炉升温到1160~1180℃,按0.6~0.8min/mm进行保温;出炉后进行镦粗、拔长,镦粗比达到4以上,终锻温度控制在850℃以上,锻后立即水冷;S2、锻造成型:将预制坯料随炉升温至1060~1080℃,根据坯料厚度,按0.6~0.8min/mm计算保温时间,保温后出炉进行锻造;锻造时采用上平砧、下平砧,将预制坯厚度及宽度下压到所需锻件尺寸,终锻温度控制在920℃以上,锻后立即水冷。经过处理后的锻件能够满足屈服强度要求。
技术研发人员:冉熊波,万隆,张令,李卓林
受保护的技术使用者:贵州航天新力科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!