一种挂胶履带销压装模装置和装配方法与流程
本发明涉及挂胶履带销的装配领域,具体是一种挂胶履带销压装模装置和装配方法。
背景技术:
1、现因履带的发展,履带销结构做出了一定的改变,由光杆形式改变为挂胶形式,原有履带板穿履带销的装配方式已经不适合。因此,需要发明一种辅助装配的装置来完成挂胶履带销的安装。
技术实现思路
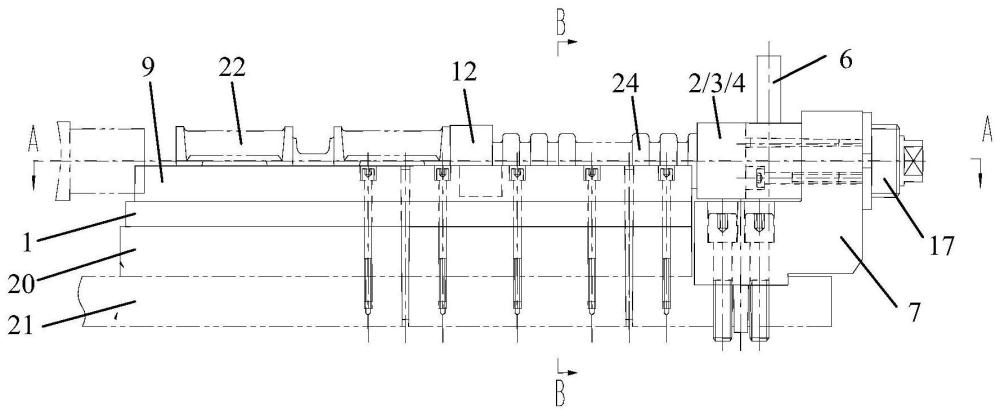
1、本发明的目的是提供一种挂胶履带销压装模装置和装配方法,包括底平板、定位板、固定座、导入块和顶杆。
2、在履带板油压机的床身上从下到上依次安装垫板和底平板。
3、所述底平板的上表面设置有所述导入块,所述导入块沿底平板的宽度方向布置,所述导入块左右对称设置有两个通孔i。
4、所述垫板的一端为履带板油压机压头起始位置,另一端设置有固定座。
5、所述固定座安装在所述床身上。所述固定座为l型结构,一边与所述床身平行,一边与所述床身垂直。所述固定座垂直于所述床身的一边左右对称设置两个螺孔。
6、所述固定座上安装有所述定位板,所述定位板为平底u字型结构,槽口朝向所述导入块,且槽底左右对称设置有两个通孔ii。
7、所述顶杆穿过所述螺孔和所述通孔ii,固定在所述固定座上。所述顶杆上设有顶销,所述顶销位于所述通孔ii内。
8、压装装配时,在所述导入块的一侧放置履带板,另一侧放置挂胶履带销。所述挂胶履带销的一端放入所述定位板的通孔ii中,另一端放入所述导入块的通孔i中。所述履带板油压机的压头从履带板油压机压头起始位置开始前进,推动所述履带板移动,直至所述挂胶履带销完全装入所述履带板中。
9、进一步,在所述底平板的上表面,沿底平板的长度方向对称设置限位板i和限位板ii。所述限位板i和限位板ii位于所述导入块的两端。
10、进一步,所述限位板i/限位板ii、底平板、垫板和床身之间通过先圆锥销i定位,再通过内六角螺钉i紧固连接。
11、进一步,所述床身和所述固定座通过圆锥销ii定位,再通过内六角螺钉ii紧固连接。
12、进一步,所述顶杆通过圆螺母锁紧。
13、进一步,所述定位板和所述固定座先通过圆柱销定位,再通过内六角螺钉iii紧固连接。
14、进一步,所述定位板和所述挂胶履带销通过定位销定位。
15、进一步,所述固定座和所述床身连接的位置处均设置有相互约束的台阶。
16、本发明的另一个目的是提供一种挂胶履带销压装模装配方法,包括以下步骤:
17、1)压装模装置安装
18、1.1)通过圆锥销i将所述限位板i/限位板ii、底平板、垫板和床身定位在一起,随后用内六角螺钉i进行紧固连接;
19、1.2)通过圆锥销ii将所述固定座和所述床身定位在一起,随后用内六角螺钉ii进行紧固连接;
20、1.3)先将顶销安装在顶杆上,再将所述顶杆安装在固定座上,最后将圆螺母安装在顶杆上并拧紧;
21、1.4)通过圆柱销将所述定位板和所述固定座定位在一起,随后用内六角螺钉iii紧固连接;
22、2)压装装配
23、2.1)将挂胶履带销一端放进定位板的通孔ii中,另一端插入导入块的通孔i之中,再将定位销插入定位板的销孔iv中。
24、2.2)将履带板22)放置在底平板上,端口对准所述挂胶履带销;
25、2.3)启动履带板油压机,所述履带板油压机的压头从所述履带板油压机压头起始位置开始前进,推动所述履带板移动,直至所述挂胶履带销完全装入所述履带板,完成所述挂胶履带销的装配。
26、本发明的技术效果是毋庸置疑的,本发明的有益效果如下:
27、本发明结构简单,装调安全可靠,解决了挂胶履带销的压装问题。
技术特征:
1.一种挂胶履带销压装模装置,其特征在于:包括底平板(1)、定位板(2)、固定座(7)、导入块(12)和顶杆(17);
2.根据权利要求1所述的一种挂胶履带销压装模装置,其特征在于:在所述底平板(1)的上表面,沿底平板(1)的长度方向对称设置限位板i(8)和限位板ii(8)。所述限位板i(8)和限位板ii(8)位于所述导入块(12)的两端。
3.根据权利要求2所述的一种挂胶履带销压装模装置,其特征在于:所述限位板i(8)/限位板ii(9)、底平板(1)、垫板(20)和床身(21)之间通过先圆锥销i(11)定位,再通过内六角螺钉i(10)紧固连接。
4.根据权利要求1所述的一种挂胶履带销压装模装置,其特征在于:所述床身(21)和所述固定座(7)通过圆锥销ii(14)定位,再通过内六角螺钉ii(13)紧固连接。
5.根据权利要求1所述的一种挂胶履带销压装模装置,其特征在于:所述顶杆(17)通过圆螺母(16)锁紧。
6.根据权利要求1所述的一种挂胶履带销压装模装置,其特征在于:所述定位板(2)和所述固定座(7)先通过圆柱销(18)定位,再通过内六角螺钉iii(19)紧固连接。
7.根据权利要求1所述的一种挂胶履带销压装模装置,其特征在于:所述定位板(2)和所述挂胶履带销(24)通过定位销(6)定位。
8.根据权利要求1所述的一种挂胶履带销压装模装置,其特征在于:所述固定座(7)和所述床身(21)连接的位置处均设置有相互约束的台阶。
9.一种挂胶履带销压装模装配方法,其特征在于,包括以下步骤:
技术总结
本发明的目的是提供一种挂胶履带销压装模装置和装配方法,包括底平板、定位板、固定座、导入块和顶杆。在履带板油压机的床身上安装垫板和底平板。在底平板上设置导入块,导入块左右对称设置有两个通孔I。固定座安装在床身上,并在垂直于床身的一侧左右对称设置两个螺孔。定位板安装在固定座上,其槽底左右对称设置两个通孔II。顶杆穿过螺孔和通孔II,固定在固定座上。压装装配时,导入块的一侧设置有履带板,另一侧设置有挂胶履带销;挂胶履带销的一端放入通孔II中,另一端放入通孔I中。压头从压头起始位置开始前进,推动履带板移动,直至挂胶履带销完全装入履带板中。本发明结构简单,装调安全可靠,解决了挂胶履带销的压装问题。
技术研发人员:韩世伟,李笛申,陈家宝,王涛,谢峰,何鑫,王玲,欧陈双
受保护的技术使用者:重庆铁马工业集团有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!