一种太阳能轴承支架底座制作方法与流程
本发明涉及加工,特别是涉及一种太阳能轴承支架底座制作方法。
背景技术:
1、太阳能轴承支架底座如图1所示,包括第一安装板a、第二安装板b和连接板c,第一安装板a和第二安装板b呈90°,第一安装板a和第二安装板b两端通过连接板c固定连接,目前太阳能轴承支架底座的加工方法是:使用q235b碳素结构钢厚板材料进行激光下料,然后进行焊接制造,加工周期长,产能低,加工成本高,太阳能轴承支架底座需要承载较重,由多块零件焊接而成的底座稳定性较差,加工周期长,产能低,加工成本高。
2、此外第一安装板a和第二安装板b上还开设有安装孔,若焊接前先打孔,焊接后产品上的孔位可能发生变化,孔位位置精度低,若焊接好后打孔,定位难,需要以各自孔位所在面为基准分步冲孔,操作繁琐。
3、基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种太阳能轴承支架底座制作方法。
技术实现思路
1、本发明主要解决的技术问题是提供一种太阳能轴承支架底座制作方法,一体成型产品,产品尺寸稳定,精度高,无焊接等缺陷,产品强度高,承载重,工艺简单,产能高,成本低。
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种太阳能轴承支架底座制作方法,该种太阳能轴承支架底座制作方法包括以下步骤:
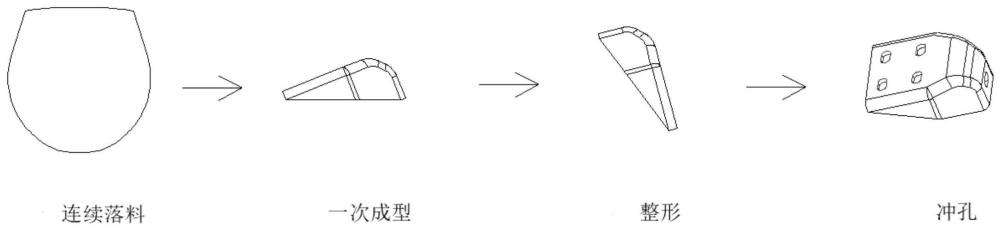
3、s1、冲孔定位,以高强度结构钢料带的首端和两侧作为定位,在料带的两侧冲切出至少两个定位孔,加工单元范围在设计中包括加工区以及位于所述加工区两侧的连接部,所述定位孔位于所述连接部;
4、s2、落料,以所述定位孔为基准,在加工区中切出预成型轮廓件,预成型轮廓件由展开状态的第一安装面a、第二安装面b和两块连接面c组成;
5、s3、一次成型,以预成型轮廓件四周外边缘为定位基准,采用仿形的成型凹模和成型凸模对预成型轮廓件进行冲压,得到一体成型的预成型件,预成型件包括连接到一起的第一安装面a、第二安装面b和两块连接面c,第一安装面a和第二安装面b的夹角要求是90°,由于材料即高强度结构钢料带比较厚,容易反弹,一次成型后,第一安装面a和第二安装面b的夹角为92°左右;
6、s4、整形,以所述第二安装面b为基准,采用仿形的整形下模和整形上模对预成型件进行冲压整形,保证第一安装面a和第二安装面b的夹角为90°,得到整形后成型件;
7、s5、冲孔,以整形后成型件的内侧面为定位基准,将整形后成型件卡装放到仿形基准块上,采用竖直设置的第一冲头在第一安装面a上冲孔,采用水平设置的第二冲头在第二安装面b上冲孔,第一冲头和第二冲头同步进行,得到成型件。
8、优选的是,步骤s3中所述成型凹模的上平面安装有若干围绕成型腔设置的定位块,所述定位块靠近成型腔的一侧为定位面,定位面左右两侧开设有避让斜面,定位面上部设置有便于放置预成型轮廓件的导向斜面。
9、优选的是,所述步骤s3中所述成型凹模下方安装有脱料块,所述脱料块随顶升机构驱动,所述脱料块能够伸入成型凹模)的成型腔,预成型件成型后,脱料块上移将预成型件顶起,便于脱料。
10、与现有技术相比,本发明的有益效果是:
11、太阳能轴承支架底座为一体成型产品,无焊接等缺陷,产品重量低,但是产品强度高,可以满足太阳能轴承支架等产品的承载重量,产品制造工艺简单,产能高,产品成本低。
技术特征:
1.一种太阳能轴承支架底座制作方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种太阳能轴承支架底座制作方法,其特征在于:步骤s3中所述成型凹模(31)的上平面安装有若干围绕成型腔设置的定位块(33),所述定位块(33)靠近成型腔的一侧为定位面(330),定位面(330)左右两侧开设有避让斜面(331),定位面(330)上部设置有便于放置预成型轮廓件(2)的导向斜面(332)。
3.根据权利要求1所述的一种太阳能轴承支架底座制作方法,其特征在于:所述步骤s3中所述成型凹模(31)下方安装有脱料块(34),所述脱料块(34)随顶升机构驱动,所述脱料块(34)能够伸入成型凹模(31)的成型腔。
技术总结
本发明公开了一种太阳能轴承支架底座制作方法,包括以下步骤:S1、冲孔定位;S2、落料,以所述定位孔为基准,在料带加工区中切出预成型轮廓件;S3、一次成型,采用仿形的成型凹模和成型凸模对预成型轮廓件进行冲压;S4、整形,采用仿形的整形下模和整形上模对预成型件进行冲压整形;S5、冲孔,以整形后成型件的内侧面为定位基准,采用竖直设置的第一冲头在第一安装面a上冲孔,采用水平设置的第二冲头在第二安装面b上冲孔,第一冲头和第二冲头同步进行,得到成型件。通过上述方式,本发明一体成型产品,产品尺寸稳定,精度高,无焊接等缺陷,产品强度高,承载重,工艺简单,产能高,成本低。
技术研发人员:黄龙
受保护的技术使用者:江苏酉立智能装备股份有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!