一种无缝钢管热轧后冷床均匀冷却系统的制作方法
本发明涉及无缝钢管加工,特别涉及一种无缝钢管热轧后冷床均匀冷却系统。
背景技术:
1、在钢管生产线上,冷床是不可缺少的生产设备,是除主机外最重要的设备之一,既用于无缝钢管热轧线,也用于钢管热处理线,作用是使热轧或出炉的无缝钢管在缓慢的横向移动过程中逐渐自然冷却或外加冷却(根据特定要求)后,传递至下道工序,钢管在冷床上横向移动一般通过冷床床面自身的运动来实现,且冷却效果与冷床形式和冷却方式有关系。
2、在现有技术中,通常风机为固定式,风机沿无缝管轴向吹冷风对无缝钢管进行冷却,导致无缝钢管在冷床上冷却时易存在不均匀现象。无缝钢管在冷床上冷却时,由于不同型号的无缝钢管的管径和壁厚不同,固定式的风机无缝管轴向吹冷风,无法实现钢材均匀冷却。
3、因此,需要一种能够实现无缝钢管均匀冷却的无缝钢管热轧后冷床均匀冷却系统。
技术实现思路
1、本发明的目的在于提供一种无缝钢管热轧后冷床均匀冷却系统,该方法将热轧后的无缝钢管依次经过第一冷床和第二冷床进行冷却,结合不同无缝钢管成分的热传导率,以及冷却过程中无缝钢管的应力释放特点,通过调节第一轴流风机的吹风角度以及第二轴流风机的高度,配合反向链运行速度v,实现无缝钢管热轧后均匀冷却。
2、为了实现上述目的,本发明提供如下技术方案:
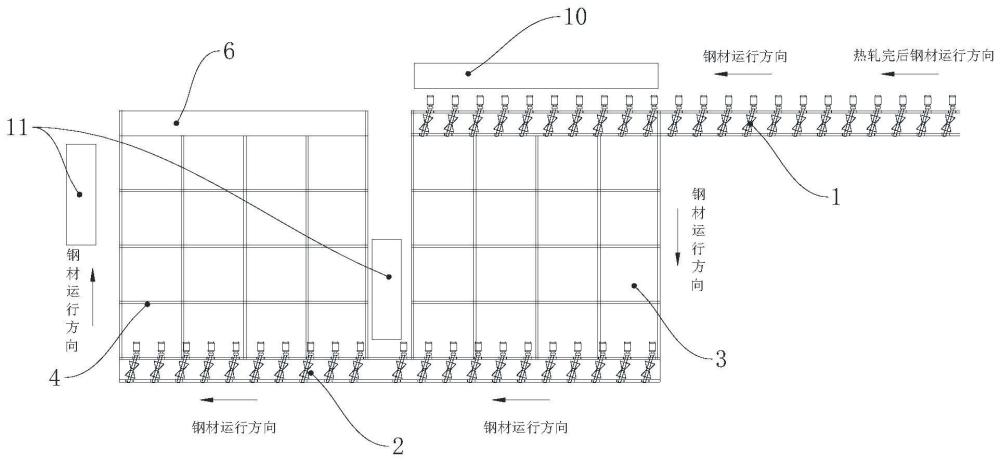
3、一种无缝钢管热轧后冷床均匀冷却系统,包括第一传送辊、第二传送辊、第一冷床和第二冷床,其中,所述第一传送辊与所述第一冷床的入口相连,所述第二传送辊与所述第一冷床的和出口所述第二冷床的入口均相连,热轧完成后的所述无缝钢管利用所述第一传送辊运送至所述第一冷床进行冷却,经过所述第一冷床冷却后的所述无缝钢管通过所述第二传送辊运送至所述第二冷床进行冷却。
4、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,还包括收集框、第一轴流风机和第二轴流风机,所述收集框位于所述第二冷床的出口处,经过所述第二冷床冷却后的所述无缝钢管进入所述收集框内,所述第一轴流风机设置在所述第一传送辊的外侧,所述第二轴流风机设置在所述第二冷床的外侧;优选地,所述第二传送辊处设置有测温枪。
5、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,所述第一冷床和所述第二冷床并排设置在台架上,所述第一冷床和所述第二冷床均为双向链式冷床,所述双向链式冷床的床体由多个正向链与多个反向链组成,多个正向链和多个反向链间隔交替设置,多个所述正向链均由正向链驱动电机进行驱动,多个所述反向链均由反向链驱动电机进行驱动,所述正向链的前进方向与所述无缝钢管的移动方向一致,所述反向链的前进方向与所述无缝钢管的移动方向相反;每条所述反向链上均设置有平托板,所述无缝钢管放置于所述平托板上,所述正向链上设置有若干立柱,所述立柱沿所述正向链的长度方向均匀分布,所述正向链的高度低于所述反向链,所述立柱的一端与所述正向链连接,所述立柱的另一端延伸至所述平托板的上方。
6、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,多个所述第一轴流风机在所述第一冷床的入口处依次排列,所述第一轴流风机的下端连接有调角电机,所述调角电机能够对所述第一轴流风机的吹风角度进行调节,所述第一轴流风机向所述无缝钢管的径向进行吹风。
7、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,所述第一冷床倾斜设置,所述第一冷床的入口处的高度低于出口处的高度,所述第一冷床的倾斜角度为5°~20°;所述第一轴流风机与所述第一冷床的入口处之间的距离l1为0.2m~1m;靠近所述第一冷床的入口处的所述无缝钢管的轴线与地面之间的距离h1为0.5m~2m;所述第一轴流风机的轴线与地面之间的距离h2为0.5m~1.5m。
8、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,根据所述无缝钢管的有效换热面积调节所述第一轴流风机的吹风角度;所述无缝钢管的有效换热面积按照公式1计算得到:
9、f=q/0.9*k*△tm 公式1
10、公式1中,f为有效热换面积,q为总的换热量,k是传热系数,△tm为平均温差;
11、所述第一轴流风机的吹风角度按照公式2计算得到:
12、arctan[(h1-r-r*sin6°-h2)/(r+r*sin6°+l1)]公式2
13、公式2中,h1为靠近所述第一冷床的入口处的所述无缝钢管的轴线与地面之间的距离,r为所述无缝钢管的半径,6°为所述第一冷床的倾斜角度,l1为所述第一轴流风机与所述第一冷床的入口处之间的距离。
14、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,根据所述无缝钢管的有效换热面积调节所述反向链的运行频率;所述反向链的运行频率按照公式3计算得到:
15、n= v/100=2πrf 公式3
16、公式3中,n为所述反向链的运行频率,v为所述无缝钢管的线速度,r为所述无缝钢管的半径,f为频率系数。
17、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,所述第二冷床水平设置,所述第二轴流风机设置有两组,每组所述第二轴流风机设置有多个所述第二轴流风机,所述第二轴流风机的向所述无缝钢管的轴向进行吹风,两组所述第二轴流风机相对设置在所述第二冷床两侧;一组所述第二轴流风机由所述第二冷床的入口排列至所述第二冷床的中部,另一组所述第二轴流风机由所述第二冷床的出口排列至所述第二冷床的中部;所述第二轴流风机的轴线与所述第二冷床的上表面位于同一平面。
18、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,所述第二轴流风机设置在底座上,所述底座的下方设置有液压提升油缸,所述底座的两端设置有滑动丝杆,所述滑动丝杆的一端与所述底座连接,所述滑动丝杆的另一端与地面连接;所述液压提升油缸能够驱动所述底座上升或下降,所述底座上升或下降能够调节所述第二轴流风机的高度,通过对所述第二轴流风机的高度的调节,能够使所述第二轴流风机的轴线与所述第二冷床上的所述无缝钢管的轴线位于同一平面。
19、进一步地,在上述的无缝钢管热轧后冷床均匀冷却系统中,出所述第一冷床时,所述无缝钢管的全长以及批量温度≤50℃;出所述第二冷床时,所述无缝钢管的内表面和外表面的温差≤50℃、所述无缝钢管的下线温度≤80℃;优选地,还包括红外定位仪和plc程序控制组件。
20、分析可知,本发明公开一种无缝钢管热轧后冷床均匀冷却系统,该系统利用无缝钢管的外表面和内表面的热交换原理以及无缝钢管外表面散热快、内表面散热慢的特点,通过在第一冷床设置向无缝钢管的径向吹风的第一轴流风机,对无缝钢管的外表面进行均匀冷却,通过在第二冷床设置向无缝钢管的轴向吹风的第二轴流风机,对无缝钢管的内表面进行均匀冷却,实现无缝钢管热轧后内表面和外表面的均匀冷却,进而使无缝钢管保持平直度,提高无缝钢管的产品合格率,大大降低了后工序挽救的时间与费用。
技术特征:
1.一种无缝钢管热轧后冷床均匀冷却系统,其特征在于,包括第一传送辊、第二传送辊、第一冷床和第二冷床,其中,
2.根据权利要求1所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
3.根据权利要求1所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
4.根据权利要求2所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
5.根据权利要求2所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
6.根据权利要求2所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
7.根据权利要求3所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
8.根据权利要求2所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
9.根据权利要求2所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
10.根据权利要求1所述的无缝钢管热轧后冷床均匀冷却系统,其特征在于,
技术总结
本发明提供一种无缝钢管热轧后冷床均匀冷却系统,包括第一传送辊、第二传送辊、第一冷床和第二冷床,其中,所述第一传送辊与所述第一冷床的入口相连,所述第二传送辊与所述第一冷床的和出口所述第二冷床的入口均相连,热轧完成后的所述无缝钢管利用所述第一传送辊运送至所述第一冷床进行冷却,经过所述第一冷床冷却后的所述无缝钢管通过所述第二传送辊运送至所述第二冷床进行冷却。该系统通过第一轴流风机和第二轴流风机对无缝钢管的内表面进行均匀冷却,实现无缝钢管热轧后内表面和外表面的均匀冷却,进而使无缝钢管保持平直度,提高无缝钢管的产品合格率,大大降低了后工序挽救的时间与费用。
技术研发人员:夏斌,张洋波,袁进峰,滕云辉,喻福,吴虎,任云峰,陈鹏达
受保护的技术使用者:大冶特殊钢有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!