钢针自动组装设备的制作方法
本发明涉及留置针组装的,具体为钢针自动组装设备。
背景技术:
1、留置针包括有针组件,针组件在组装时,需要将钢针、金属弹片、针座三者组装,其组件的结构见图1,现有的组装设备为直线型流水线,在实际进行组装时,需要很长的流水线才能将所有工位都涵盖,由于产线很长,需要多个工人进行监控作业,不利于降低人力成本;且很长的流水线对于车间的占地面积要求大,进而土地成本要求高;为此,急需研发能够降低土地成本、人工成本的钢针自动组装设备。
技术实现思路
1、针对上述问题,本发明提供了钢针自动组装设备,其使得整体设备占用土地成本少,且节约了人力成本。
2、钢针自动组装设备,其特征在于,其包括:
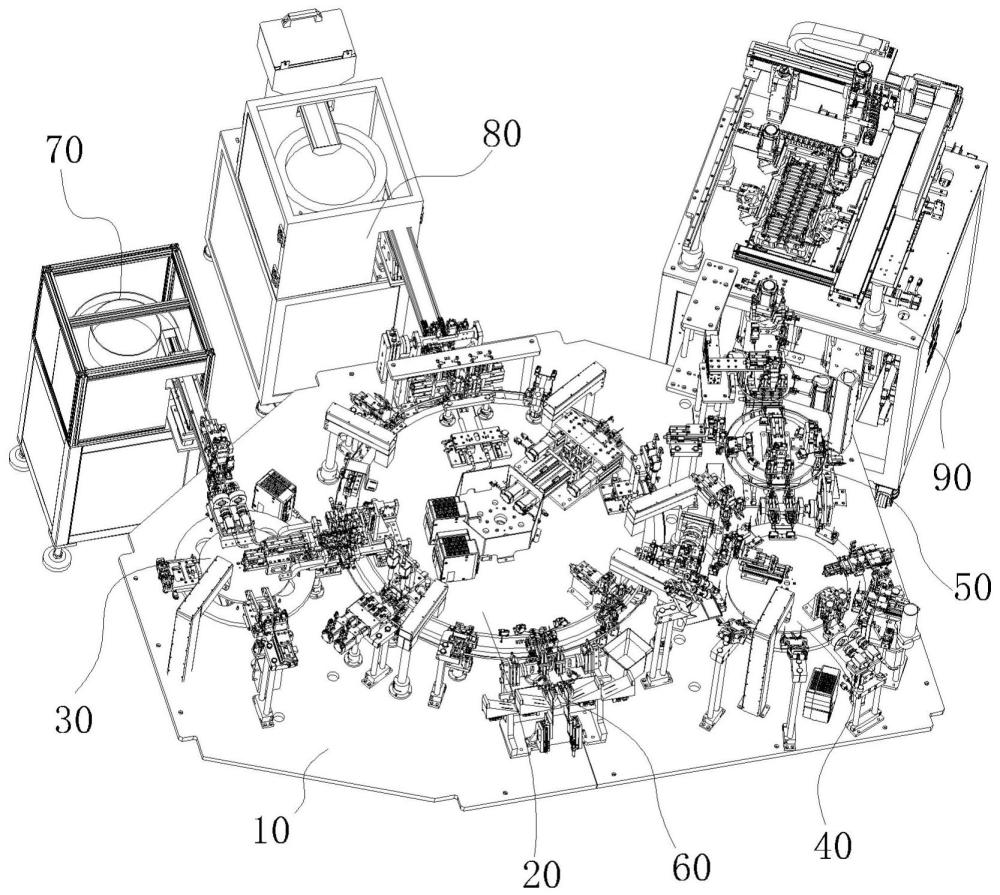
3、第一转盘,其包括第一中心盘、第一转环,所述第一转环的环周上部顺次等间隔固设有钢针夹持座,所述第一转盘沿着转动方向顺次设置有钢针上料工位、钢针定长工位、针角度检测及调整工位、安全夹与钢针组装工位、针座组装工位、针尖位置检测及调整工位、钢针打扁工位、针组件下料至点胶盘工位、不良品排出工位;
4、第二转盘,其用于安全夹上料作业,其包括第二中心盘、第二转环,所述第二转环的环周上部顺次等间隔固设有安全夹放置座,所述第二转环沿着转动方向顺次设置有安全夹上料工位、安全夹推入钢针工位、不良品排出工位、第一过渡工位;
5、第三转盘,其为胶转盘,其包括第三中心盘、第三转环,所述第三转环的环周上部顺次等间隔设置有针组件放置座,所述第三转环沿着转动方向顺次设置有上料工位、针座点胶工位、胶水固化工位、胶水检测工位、针尖硅化工位、安全夹润滑工位、硅化搬运工位、不良品排出工位,所述针组件放置座内的针组件的钢针朝上放置;
6、第四转盘,其包括第四中心盘、第四转环;所述第四转环的环周上部顺次等间隔设置有针组件定位座,所述第三转环沿着转动方向顺次设置有来料工位、针尖硅化及针管流量检测工位、针组件下料转运工位、不良品排出工位,所述针组件定位座的钢针插装于定位孔、针座朝上放置;
7、钢针上料机构;
8、安全夹上料机构;
9、针座上料机构;
10、以及下料摆盘机;
11、所述第一转盘的所述钢针上料工位的对应外周设置有钢针上料机构,所述第一转盘的安全夹与钢针组装工位的对应外周设置有安全夹推入钢针工位,所述安全夹推入钢针工位内的工装将安全夹推入钢针完成安全夹与钢针的组装,所述第二转盘的安全夹上料工位的外周对应位置设置有安全夹上料机构,所述第一转盘的针座组装工位的对应外周设置有针座上料机构;
12、所述第一转盘的针组件下料至点胶盘工位的对应外周设置有所述第三转盘的上料工位,所述针组件下料至点胶盘工位的转运机构将针组件转运到第三转盘的上料工位上的针组件放置座放置,所述第三转盘的硅化搬运工位的对应外周设置有所述第四转盘的来料工位,所述硅化搬运工位上的针组件转运到来料工位上的针组件定位座;
13、所述第四转盘上的针组件下料转运工位的对应外周设置有所述下料摆盘机的入料口。
14、其进一步特征在于:
15、所述的第一转盘、第二转盘、第三转盘、第四转盘的对应转环均连接有独立的驱动电机,电机驱动每个转盘的转换步进转动作业;
16、每组转盘上的对应工位位置均设置有双模夹持或定位机构,每个工位单次动作进行两组产品的对应动作,提高了生产效率;
17、所述第一转盘的钢针打扁工位和针组件下料至点胶盘工位之间还设置有钢针角度复检及扁位检测工位,其进一步确保产品的检测可靠度;
18、所述硅化搬运工位上的针组件通过翻转搬运机构转运到来料工位上的针组件定位座。
19、采用本发明的后,钢针上料到第一转盘,然后经过第一转盘转动顺次进行定长、角度检测调整作业,然后进行安全夹组装、针座组装;之后进行针尖位置检测和调整、钢针打扁,之后针组件被转运到第三转盘,然后针组件经过针座点胶、胶水固化、胶水检测、针尖硅化、安全夹润滑后被转运到第四转盘的来料工位上,最后针组件经过针尖硅化及针管流量检测后在针组件下料转运工位被转运到下料摆盘机放置;其整个设备不需要直线流水线,通过四个转盘和上料机构以及转运机构组装形成,其使得整体设备占用土地成本少,且节约了人力成本。
技术特征:
1.钢针自动组装设备,其特征在于,其包括:
2.根据权利要求1所述的钢针自动组装设备,其特征在于:所述的第一转盘、第二转盘、第三转盘、第四转盘的对应转环均连接有独立的驱动电机,电机驱动每个转盘的转换步进转动作业。
3.根据权利要求1所述的钢针自动组装设备,其特征在于:每组转盘上的对应工位位置均设置有双模夹持或定位机构,每个工位单次动作进行两组产品的对应动作。
4.根据权利要求1所述的钢针自动组装设备,其特征在于:所述第一转盘的钢针打扁工位和针组件下料至点胶盘工位之间还设置有钢针角度复检及扁位检测工位。
5.根据权利要求1所述的钢针自动组装设备,其特征在于:所述硅化搬运工位上的针组件通过翻转搬运机构转运到来料工位上的针组件定位座。
技术总结
本发明公开了钢针自动组装设备,其使得整体设备占用土地成本少,且节约了人力成本。其包括:第一转盘,其包括第一中心盘、第一转环;第二转盘,其用于安全夹上料作业,其包括第二中心盘、第二转环;第三转盘,其为胶转盘,其包括第三中心盘、第三转环;第四转盘,其包括第四中心盘、第四转环;钢针上料机构;安全夹上料机构;针座上料机构;以及下料摆盘机。
技术研发人员:姚微,曾峰,刘连桥,姜嘉浩
受保护的技术使用者:苏州嘉斯度智能装备有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!