压力加工产线的制作方法
本发明涉及压力加工,特别涉及压力加工产线。
背景技术:
1、随着制造业的发展,对产品零组件组装提出的要求越来越高。在热压模具、注塑模具、纸塑模具等模具加工中,各类产品基于其不同的外形结构都是单独匹配模具的,由于不同模具的型腔结构不同,因此压力加工装置通常都是单一产品生产,因此,对于能够进行多型号产品加工的设备的研发仍是本领域技术人员需要不断优化和探索的。
技术实现思路
1、本发明的主要目的是提出一种压力加工产线,旨在设计一款针对直线排布的多穴压力加工装置的产线,能够实现多型号产品的加工。
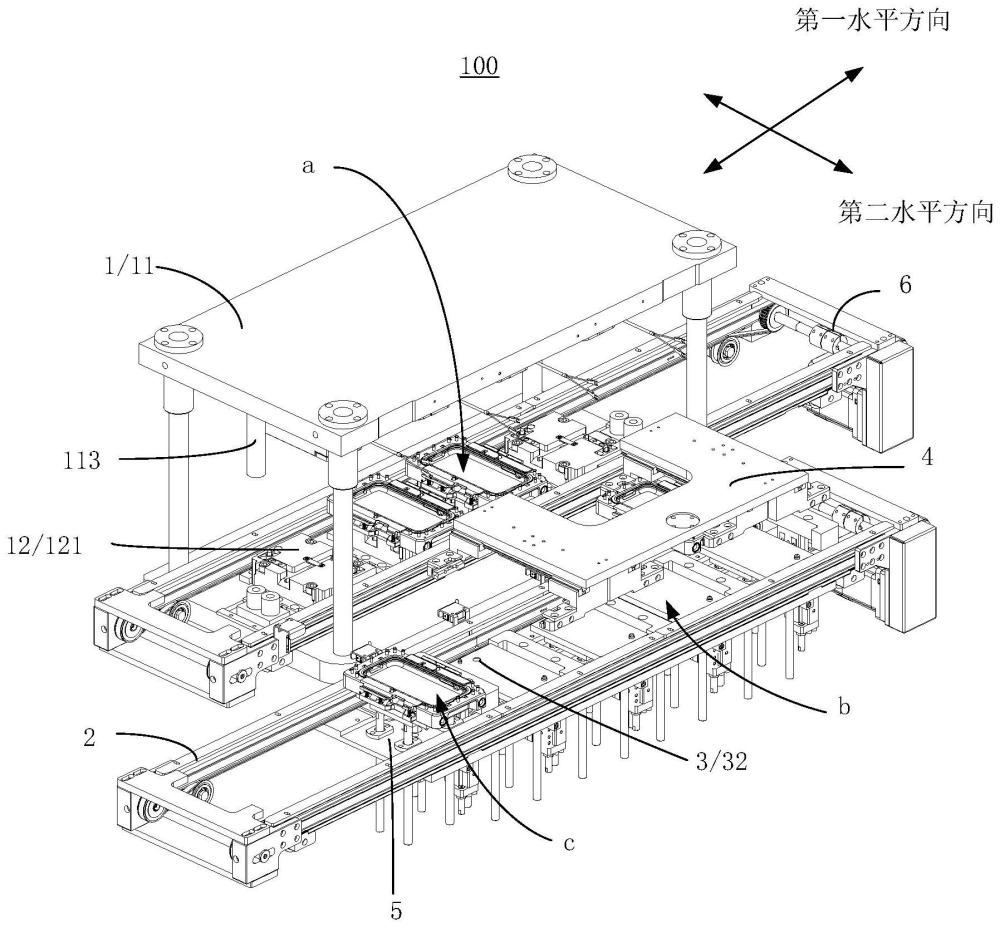
2、为实现上述目的,本发明提出一种压力加工产线,所述压力加工产线具有加工工位、上料工位,所述压力加工产线包括:
3、压力加工装置,设于所述加工工位,所述压力加工装置包括在上下向相对设置、且可沿上下向相对运动的上模架和下模架,所述下模架包括沿第一水平方向间隔排布的多个承载座,以供置放有不同型号待加工件的多个流通工装放置,所述上模架包括顶板和沿第一水平方向间隔排布的多个上模,至少部分所述上模的型号不同,型号相同的多个所述上模中用以共同与对应的承载座压合从而加工对应型号的待加工件;
4、输送装置,设于所述压力加工装置在第二水平方向的侧方,用于将多个流通工装沿第一方向依次输送至所述上料工位;
5、检测装置,用于检测处在所述上料工位处的多个流通工装上的待加工件的型号;以及,
6、搬运装置,用于将经所述检测装置检测且置放有相同型号的待加工件的多个流通工装共同搬运至对应的所述承载座上。
7、可选地,多个所述上模分为型号不同的多个上模组,每一所述上模组包括型号相同的多个所述上模。
8、可选地,所述输送装置包括在第二水平方向间隔设置的两个同步带,两个所述同步带均沿第一水平方向延伸,用于共同承载并输送多个流通工装。
9、可选地,所述检测装置包括:
10、多个第一顶升结构,处在所述上料工位,多个所述第一顶升结构均处在两个所述同步带之间,且沿第一水平方向间隔排布,各所述第一顶升结构包括沿上下向活动设置的第一升降台,所述第一升降台能够带动对应的流通工装与两个所述同步带脱离;以及,
11、多个第一读取器,分别安装至多个所述第一顶升结构的第一升降台的上端,用于读取处在所述第一升降台上的流通工装置放的待加工件的型号。
12、可选地,所述压力加工产线还包括对应多个所述第一顶升结构设置的多个第一止挡结构,各所述第一止挡结构包括沿上下向活动设置的第一止挡部,所述第一止挡部设于对应的所述第一升降台的朝向所述输送装置的出料端的一侧,用以阻挡对应的流通工装使其停留在对应的所述第一升降台的上方。
13、可选地,所述压力加工产线还具有分料工位,所述分料工位设于所述上料工位朝向所述输送装置的进料端的一侧,所述输送装置能够到达所述分料工位;
14、所述压力加工产线还包括分料装置,所述分料装置包括:
15、第二读取器,设于所述分料工位,用以检测处在所述分料工位的流通工装置放的待加工件的型号;以及,
16、多个检测件,分设于所述分料工位和所述上料工位,用以检测各流通工装的位置;
17、所述压力加工产线还包括控制装置,所述控制装置与所述输送装置、所述第二读取器、多个所述检测件和多个所述第一顶升结构电性连接,以能够根据所述第二读取器和多个所述检测件的检测结果,控制所述输送装置将所述分料工位的流通工装输送至对应的所述第一顶升结构处。
18、可选地,所述分料装置还包括设于所述分料工位、且处在两个所述同步带之间的第二顶升结构,所述第二顶升结构包括沿上下向活动设置的第二升降台,所述第二升降台的上端设置所述第二读取器,所述第二升降台能够带动处在所述分料工位的流通工装与两个所述同步带脱离。
19、可选地,所述第一升降台和/或第二升降台上设有间隔设置的两个第一定位销,用以与流通工装上的定位孔配合。
20、可选地,所述压力加工产线还包括对应所述第二顶升结构设置的第二止挡结构,所述第二止挡结构包括沿上下向活动设置的第二止挡部,所述第二止挡部设于对应的所述第二升降台的朝向所述输送装置的出料端的一侧,用以阻挡对应的流通工装使其停留在对应的所述第二升降台的上方。
21、可选地,所述搬运装置包括:
22、安装座,能够沿上下向、且沿第二水平方向活动;以及,
23、多个夹持结构,沿第一水平方向间隔的设于所述安装座上,各所述夹持结构能够夹持对应的流通工装。
24、可选地,各所述夹持结构包括:
25、两个夹爪,在第二水平方向相对设置,两个所述夹爪具有相互靠近或者相互远离的活动行程,用以共同夹持对应的流通工装;以及,
26、驱动部,用以驱使两个所述夹爪活动。
27、可选地,各所述夹爪具有在上下向间隔设置的两个夹片,位于上方的所述夹片用以与流通工装的上表面的边缘接触,位于下方的所述夹片用以插入至所述流通工装侧部的凹槽内。
28、可选地,所述顶板设有至少两个上模限位柱,两个所述上模限位柱设于多个所述上模沿第一水平方向相对的两侧;
29、所述下模架包括:
30、底板,所述底板上设置多个所述承载座;以及,
31、至少两个下模限位组,设于所述底板上,且对应至少两个上模限位柱设置,各所述下模限位组包括在第二水平方向间隔设置、且高度不同的两个所述下模限位柱,各所述下模限位组能够沿第二水平方向活动,以使得高度相同的所述下模限位柱与对应的所述上模限位柱抵紧配合。
32、可选地,所述下模架包括底板,多个所述承载座可拆卸设置在所述底板上;
33、所述压力加工装置还包括对应多个所述承载座设置的多个安装定位结构,各所述安装定位结构包括:
34、固定件,固定至所述底板上,所述固定件包括呈夹角设置的两个固定臂;
35、螺丝固定块,固定至所述底板上,且与所述固定件间隔,以能够与两个固定臂之间限定出一安装空间,以供对应的所述承载座安置,所述螺丝固定块的侧面开设有两个螺纹孔;以及,
36、两个预紧螺丝,螺纹安装于两个所述螺纹孔内,两个所述预紧螺丝的螺纹段能够伸入至所述安装空间内抵紧对应的所述承载座对应的侧边,以使得所述承载座相邻的两侧抵紧两个所述固定臂。
37、可选地,所述压力加工产线还包括下料装置,所述下料装置包括两个输送带,两个所述输送带处在所述上模架和所述下模架之间,且分设于多个所述承载座在第二水平方向相对的两侧,两个所述输送带能够在上下向活动,用于沿第一水平方向共同承载并输送置放有加工完成工件的多个流通工装。
38、可选地,各所述承载座上设置有间隔设置的两个第二定位销,用以与流通工装上的定位孔配合;和/或,
39、各所述承载座上设置有间隔设置的两个接近开关,用以共同检测流通工装的位置。
40、本发明的技术方案中,通过对多个上模的型号的合理设置,可以实现多款型号产品的加工,整线过程直接匹配,无需更换上模,所述压力加工装置的多个上模沿第一水平方向做直线排布,所述输送装置与所述压力加工装置在第二水平方向分布,从而使得压力加工产线的上料路径与上模的排布方向垂直,结构布局更加紧凑,避免单向排布造成整线布局过长,所述输送装置在上料过程中,不同产品型号的流通工装可以混合上料,节省了前期的整理工序,通过所述检测装置进行检测,使得所述搬运装置每次搬运具有相同型号产品的流通工装,剩余的流通工装在所述上料工位等待即可,从而使得压力加工装置单次加工同型号的产品,压力加工装置每次工作的上模根据搬运装置移送的流通工装确定,多个上模彼此独立,互不影响。该设备可以适配多款产品的加工,上模无需专门设置切换结构,压合动作更简单。
- 还没有人留言评论。精彩留言会获得点赞!